TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025142818
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042397
出願日
2024-03-18
発明の名称
変位量測定治具およびピーリングマシンにおける芯出し方法
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B23Q
17/22 20060101AFI20250924BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ピーリングマシンにおける芯出し作業を容易に行うことが可能な変位量測定治具を提供する。
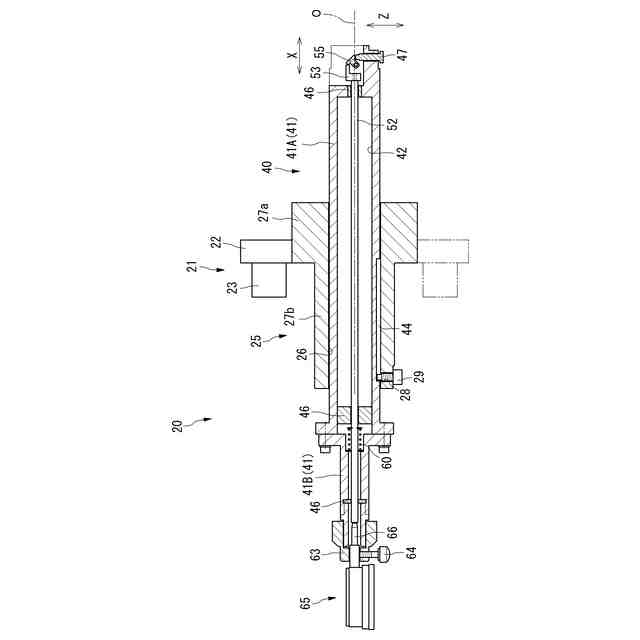
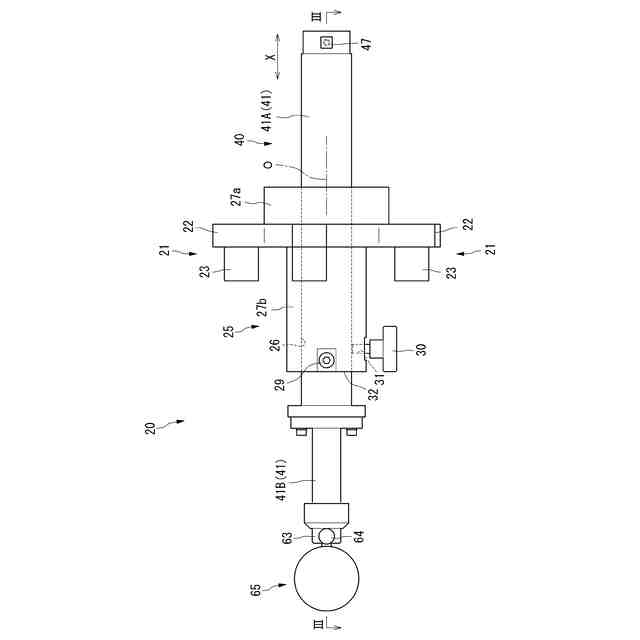
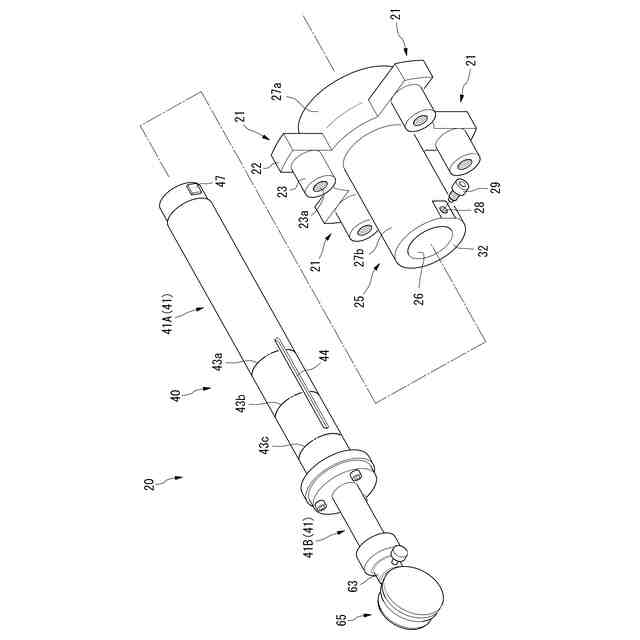
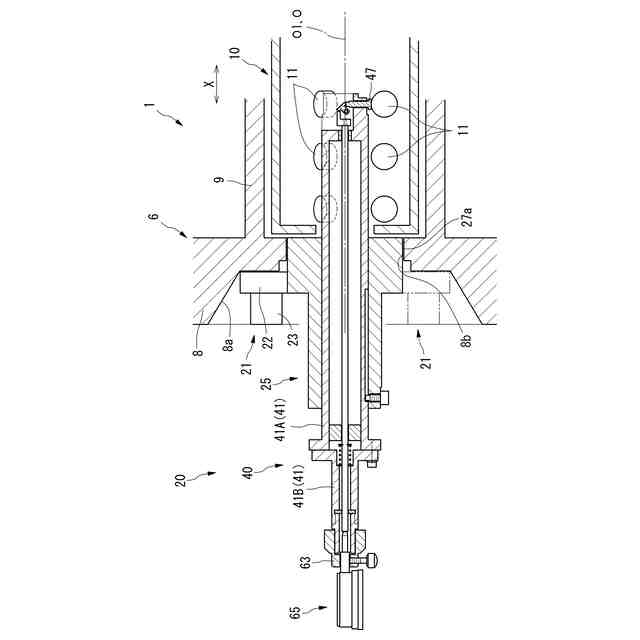
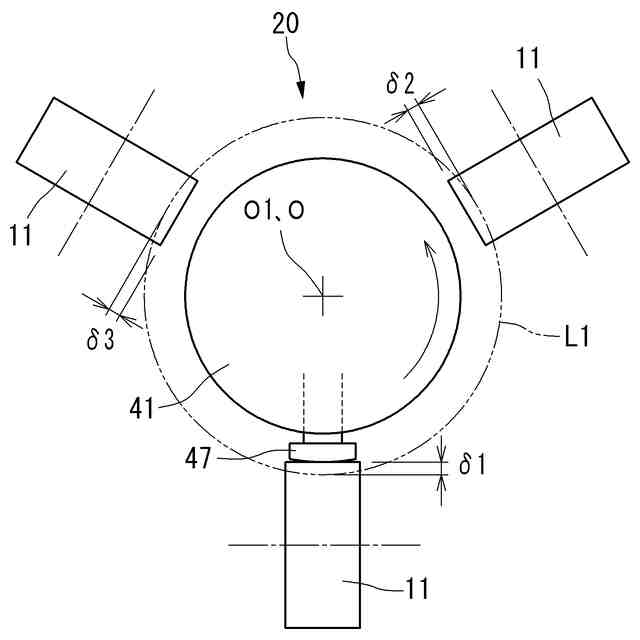
【解決手段】変位量測定治具20は、被取付部21と、被取付部21と一体を成した筒状の保持管25と、保持管25に保持される測定機能部40と、を備えている。測定機能部40は、保持管25を軸方向に貫通する態様で保持管25に内嵌する支柱部材41と、支柱部材41の一端側において保持管25の軸方向と直交する軸直交方向に摺動可能に保持された測定子47と、軸直交方向の変位量を軸方向の変位量に変換する変換部材55と、軸方向の変位量を支柱部材41の他端側に伝達する伝達軸52と、支柱部材41の他端側に取り付けられ伝達軸52を介して入力された軸方向の変位量を出力するダイヤルゲージ65と、を備えている。
【選択図】 図3
特許請求の範囲
【請求項1】
相手側の装置に取り付けられる被取付部と、該被取付部と一体を成した筒状の保持管と、該保持管に保持される測定機能部と、を備え、
該測定機能部は、
前記保持管を軸方向に貫通する態様で前記保持管に内嵌する支柱部材と、
該支柱部材の一端側において、前記保持管の軸方向と直交する軸直交方向に摺動可能に保持された測定子と、
前記軸直交方向の変位量を前記軸方向の変位量に変換する変換部材と、
前記支柱部材の内部に配設され、前記変換部材で変換された前記軸方向の変位量を前記支柱部材の他端側に伝達する伝達軸と、
前記支柱部材の他端側に取り付けられ、前記伝達軸を介して入力された前記軸方向の変位量を出力する変位量出力手段と、を備えている、変位量測定治具。
続きを表示(約 420 文字)
【請求項2】
前記測定機能部は前記保持管の軸方向に摺動可能に保持されている、請求項1に記載の変位量測定治具。
【請求項3】
加工中心軸周りに回転するカッタヘッドを備え、被削材料としての棒材の外周面を切削する切削加工機と、周方向に間隔を隔てて配設された複数のガイドローラによって前記棒材をセンタリングするガイド支持装置を備えたピーリングマシンにおける芯出し方法であって、
請求項1に記載の変位量測定治具を前記カッタヘッドに取り付けるステップと、
前記カッタヘッドを回転させて、前記カッタヘッドよりも搬送方向下流側において周方向に配設された前記複数のガイドローラにおける前記加工中心軸に対する軸直交方向位置を測定するとともに、前記複数のガイドローラ間における軸直交方向位置のばらつきが所定範囲内となるように各ガイドローラの位置を調整するステップと、
を備えるピーリングマシンにおける芯出し方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、変位量測定治具およびこれを用いたピーリングマシンにおける芯出し方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
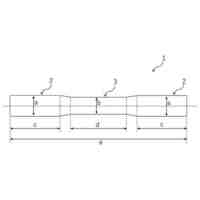
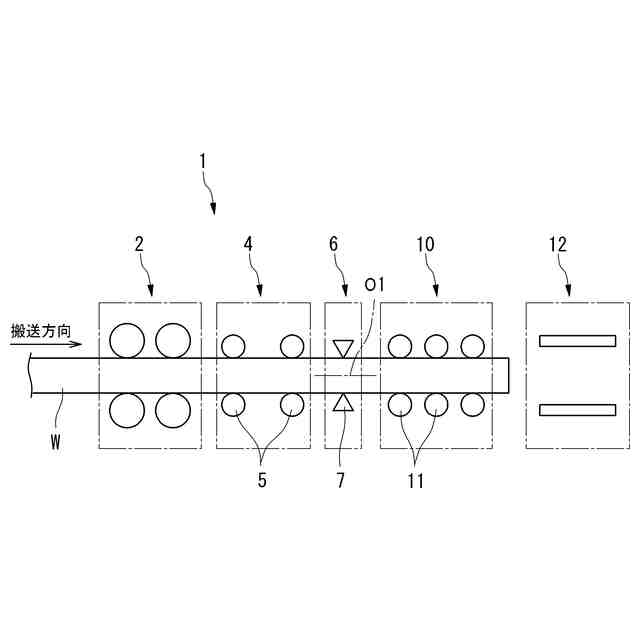
棒状の鋼材(以下、単に棒材を称する)を製造する過程において、ピーリングマシンを用いて棒材の外周面を切削することが行われている。図8は、従来公知のピーリングマシンの概略構成を模式的に示した図である。同図で示すピーリングマシン1は、棒材Wの搬送方向上流側から下流側に向けて、棒材Wを一定速で下流側に送り出す上流側搬送装置としてのフィードローラ2と、棒材Wの外周面に沿って複数のガイドローラ5を備え棒材Wをセンタリングすると共に切削反力を支持する上流側ガイド支持装置4と、棒材Wの外周面に沿って、周方向に間隔を隔てて配置された複数の切削刃7を加工中心軸O1周りに回転させて棒材Wの外周面を切削する切削加工機6と、棒材Wの外周面に沿って複数のガイドローラ11を備えて棒材Wをセンタリングすると共に切削反力を支持する下流側ガイド支持装置10と、下流側搬送装置としてのキャリッジ12とがこの順で配置されている。キャリッジ12は、棒材Wの後端がフィードローラ2を通過することによって搬送できなくなったとき、棒材Wを挟んで搬送方向下流側に引き出すものである。このような構成のピーリングマシンは例えば下記特許文献1に記載されている。
【0003】
このようなピーリングマシン1において加工後の棒材Wの真円性を高めるためには、切削加工機6における回転軸(加工中心軸O1)と、ガイド支持装置4,10におけるガイドローラ5,11によりセンタリングされる棒材Wとの芯ずれを抑える必要があるところ、各ガイドローラ5,11の摩耗が不均等であった場合には、充分な芯出し状態を維持できなくなってしまう虞がある。特に重要なのは下流側ガイド支持装置10における芯出し状態である。
【0004】
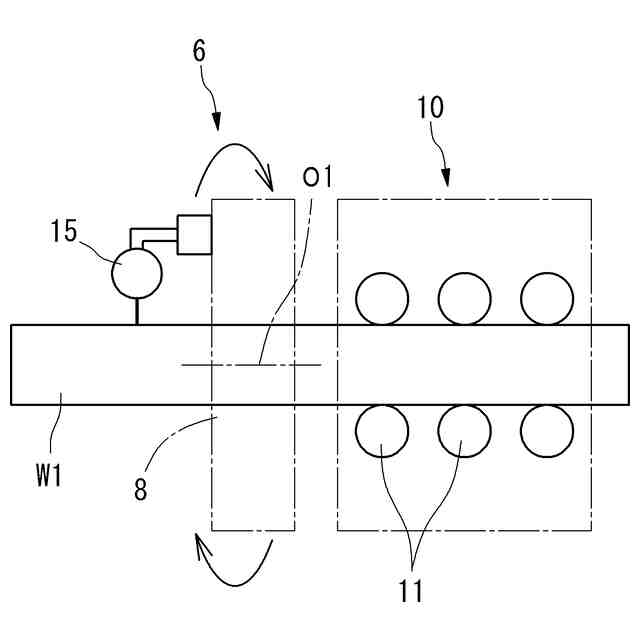
図9は下流側ガイド支持装置における芯出し作業の説明図である。従来、下流側ガイド支持装置10における芯出し作業は、以下のような手順で行われていた。
(1)先ず校正用の棒材W1をガイドローラ11で把持させる。(2)切削加工機6のカッタヘッド8にダイヤルゲージ15を取付け、カッタヘッド8を回転させて加工中心軸O1に対する棒材W1の偏心量を測定する。(3)一旦、棒材W1を取り外し、(4)測定された偏心量に基づいてガイドローラ11の位置を調整する。(5)その後再度棒材W1をガイドローラ11で把持させ、(6)ダイヤルゲージ15で、調整後における棒材W1の偏心量を測定する。以降は棒材W1の偏心量が所定の範囲内になるまで上記(3)~(6)のステップを繰り返す。
このような芯出し作業はいずれのガイドローラをどれだけ調整すべきかが明確でないため作業者の熟練度に左右され、芯出し作業に要する時間を予測することが難しく、芯出し作業に伴なう作業負担や作業時間の増加を回避することが困難であった。
【先行技術文献】
【特許文献】
【0005】
特開2003-200301号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は以上のような事情を背景とし、ピーリングマシンにおける芯出し作業を容易に行うことが可能な変位量測定治具およびこの治具を用いた芯出し方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
而してこの発明の第1の局面の変位量測定治具は次のように規定される。即ち、
相手側の装置に取り付けられる被取付部と、該被取付部と一体を成した筒状の保持管と、該保持管に保持される測定機能部と、を備え、
該測定機能部は、
前記保持管を軸方向に貫通する態様で前記保持管に内嵌する支柱部材と、
該支柱部材の一端側において、前記保持管の軸方向と直交する軸直交方向に摺動可能に保持された測定子と、
前記軸直交方向の変位量を前記軸方向の変位量に変換する変換部材と、
前記支柱部材の内部に配設され、前記変換部材で変換された前記軸方向の変位量を前記支柱部材の他端側に伝達する伝達軸と、
前記支柱部材の他端側に取り付けられ、前記伝達軸を介して入力された前記軸方向の変位量を出力する変位量出力手段と、を備えている。
【0008】
このように規定された第1の局面の変位量測定治具によれば、測定機能部の一端側において測定された軸直交方向の変位量を、被取付部を挟んで前記一端側とは反対側の測定機能部の他端側にて出力することが可能である。かかる変位量測定治具をピーリングマシンの芯出し作業に利用すれば、カッタヘッドよりも搬送方向下流側に位置する各ガイドローラの軸直交方向位置のばらつきを直接測定することが可能となり、従来の校正用の棒材を使用する芯出し方法に比べて容易に芯出し作業を行なうことができる。
【0009】
ここで、前記測定機能部を前記保持管の軸方向に摺動可能とすることができる(第2の局面)。このようにすれば、測定機能部を軸方向に相対移動させることで軸方向の異なる位置にある測定対象物(例えばガイドローラ)の変位を容易に測定することができる。
【0010】
この発明の第3の局面のピーリングマシンにおける芯出し方法は次のように規定される。即ち、
加工中心軸周りに回転するカッタヘッドを備え、被削材料としての棒材の外周面を切削する切削加工機と、周方向に間隔を隔てて配設された複数のガイドローラによって前記棒材をセンタリングするガイド支持装置を備えたピーリングマシンにおける芯出し方法であって、
第1の局面に記載の変位量測定治具を前記カッタヘッドに取り付けるステップと、
前記カッタヘッドを回転させて、前記カッタヘッドよりも搬送方向下流側において周方向に配設された前記複数のガイドローラにおける前記加工中心軸に対する軸直交方向位置を測定するとともに、前記複数のガイドローラ間における軸直交方向位置のばらつきが所定範囲内となるように各ガイドローラの位置を調整するステップと、
を備える。
このように規定された第3の局面のピーリングマシンにおける芯出し方法によれば、カッタヘッドよりも搬送方向下流側に位置する各ガイドローラの軸直交方向位置のばらつきを変位量測定治具で直接測定することが可能となり、従来の校正用の棒材を使用する芯出し方法に比べて容易に芯出し作業を行なうことができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
1か月前
大同特殊鋼株式会社
軟磁性材料
3日前
大同特殊鋼株式会社
軟磁性合金
1か月前
大同特殊鋼株式会社
棒材計数方法
1か月前
大同特殊鋼株式会社
介在物評価方法
1か月前
大同特殊鋼株式会社
超音波検査方法
16日前
大同特殊鋼株式会社
炉蓋の支持構造
1か月前
大同特殊鋼株式会社
電磁攪拌制御方法
1か月前
大同特殊鋼株式会社
丸棒体の本数計数方法
1か月前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
27日前
大同特殊鋼株式会社
金属碑及びその製造方法
24日前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
1か月前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
1か月前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
24日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
1か月前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
1か月前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
1か月前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
18日前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
16日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
19日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ