TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155139
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058647
出願日
2024-04-01
発明の名称
丸棒体の本数計数方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G06M
11/00 20060101AFI20251006BHJP(計算;計数)
要約
【課題】載置面の位置に無関係に丸棒体の本数を正確に計数できる丸棒体の本数計数方法を提供する。
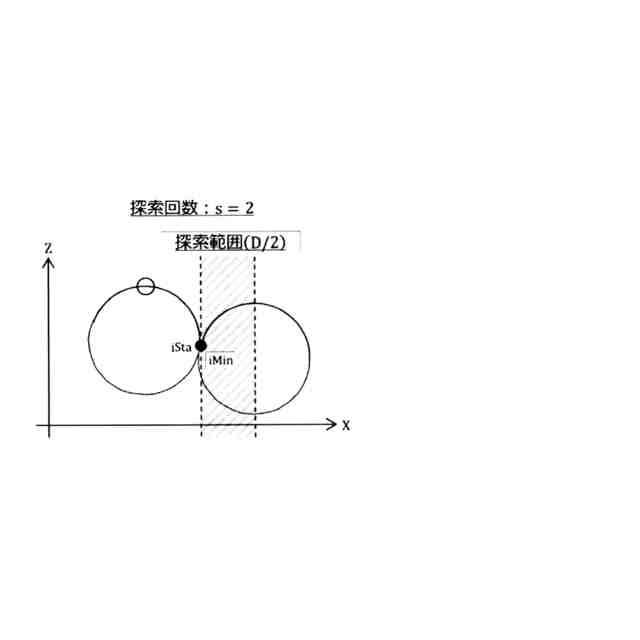
【解決手段】整列させられた複数の丸棒体の上半外周の高さデータを、整列方向へ一定間隔で取得し、得られた高さデータのうち最も高い位置を基準位置として、基準位置を境に丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、負側の極小位置ないし最小位置から基準位置を経て正側の極小位置ないし最小位置に至るまでの範囲を一の丸棒体の存在範囲として丸棒体の本数に加算し、一の丸棒体の存在範囲にある高さデータを除いて残る高さデータのうち最も高い位置を次の基準位置として、次の基準位置を境に丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、次の丸棒体の存在範囲として丸棒体の本数に加算し、丸棒体の本数を算出する。
【選択図】図3
特許請求の範囲
【請求項1】
整列させられた複数の丸棒体の上半外周の高さ(Z軸方向)データを、整列方向(X軸方向)へ一定間隔で取得し、得られた高さデータのうち最も高い位置を基準位置として、当該基準位置を境に前記丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、負側の極小位置ないし最小位置から前記基準位置を経て正側の極小位置ないし最小位置に至るまでの範囲を一の丸棒体の存在範囲として丸棒体の本数に加算し、前記一の丸棒体の存在範囲にある高さデータを除いて残る高さデータのうち最も高い位置を次の基準位置として、当該次の基準位置を境に前記丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、負側の極小位置ないし最小位置から前記次の基準位置を経て正側の極小位置ないし最小位置に至るまでの範囲を次の丸棒体の存在範囲として前記丸棒体の本数に加算することを繰り返して、前記整列させられた丸棒体の本数を算出することを特徴とする丸棒体の本数計数方法。
続きを表示(約 280 文字)
【請求項2】
前記丸棒体の直径が不明な場合に、当該直径に代えて閾値直径を与えてこれを所定範囲で漸次変化させつつ前記負側の極小位置ないし最小位置、前記基準位置、前記正側の極小位置ないし最小位置を特定するとともにこれら三位置を通る推定円を算出し、当該推定円の高さ位置と前記負側の極小位置ないし最小位置から前記正側の極小位置ないし最小位置までの間の前記高さデータとの間の誤差面積を算出して、当該誤差面積が最小となった時の前記推定円の平均直径を前記丸棒体の直径と推定することを特徴とする請求項1に記載の丸棒体の本数計数方法を使用した丸棒体の直径推定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は丸棒体の本数計数方法に関し、特に載置台上等に整列させられた丸棒体の本数計数方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
この種の本数計数方法は例えば特許文献1に示されており、ここでは、丸棒体の載置面に平行に、各丸棒体を横切るように光学変位計を走査して、各丸棒体の表面の変位を計測することによって本数を計数している。
【先行技術文献】
【特許文献】
【0003】
特開2017-111626
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記従来の方法では、丸棒体の載置面を基準にして閾値を設定して、当該閾値によって各丸棒体毎の変位(高さ)計測の開始・終了を決定しているため、載置面が光学変位計の測定範囲内に有る必要があり、測定環境が制限されるという問題があった。
そこで、本発明はこのような課題を解決するもので、載置面の位置に無関係に丸棒体の本数を正確に計数できる丸棒体の本数計数方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の丸棒体の本数計数方法は、整列させられた複数の丸棒体の上半外周の高さ(Z軸方向)データを、整列方向(X軸方向)へ一定間隔で取得し、得られた高さデータのうち最も高い位置を基準位置として、当該基準位置を境に前記丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、負側の極小位置ないし最小位置から前記基準位置を経て正側の極小位置ないし最小位置に至るまでの範囲を一の丸棒体の存在範囲として丸棒体の本数に加算し、前記一の丸棒体の存在範囲にある高さデータを除いて残る高さデータのうち最も高い位置を次の基準位置として、当該次の基準位置を境に前記丸棒体の直径から定められる所定範囲内で整列方向の正側と負側でそれぞれ高さが極小ないし最小となる位置を特定して、負側の極小位置ないし最小位置から前記次の基準位置を経て正側の極小位置ないし最小位置に至るまでの範囲を次の丸棒体の存在範囲として前記丸棒体の本数に加算することを繰り返して、前記整列させられた丸棒体の本数を算出する。
【0006】
本発明の丸棒体の本数計数方法によれば、載置面の位置に無関係に丸棒体の本数を正確に計数することができる。
【0007】
本発明の丸棒体の本数計数方法を使用した丸棒体の直径推定方法は、前記丸棒体の直径が不明な場合に、当該直径に代えて閾値直径を与えてこれを所定範囲で漸次変化させつつ前記負側の極小位置ないし最小位置、前記基準位置、前記正側の極小位置ないし最小位置を特定するとともにこれら三位置を通る推定円を算出し、推定円の高さ位置と前記負側の極小位置ないし最小位置から前記正側の極小位置ないし最小位置までの間の前記高さデータとの間の誤差面積を算出して、当該誤差面積が最小となった時の前記推定円の平均直径を前記丸棒体の直径と推定する。
【0008】
本発明の丸棒体の直径推定方法によれば、丸棒体の直径が不明な場合にも、前記丸棒体の本数計数方法を使用して丸棒体の直径を推定し、推定された直径を用いて再度前記丸棒体の本数計数方法を実行することによって丸棒体の本数を計数することができる。
【発明の効果】
【0009】
本発明の丸棒体の本数計数方法によれば、載置面の位置に無関係に丸棒体の本数を正確に計数することができる。
【図面の簡単な説明】
【0010】
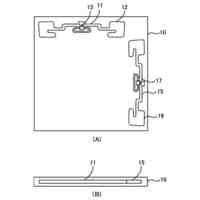
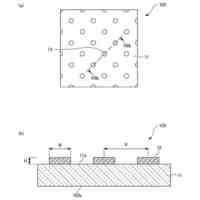
載置台上等に整列させられた丸棒体の斜視図である。
載置台上等に整列させられた丸棒体の計測状態を示す概略横断面図である。
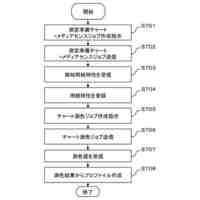
本数計数処理のフローチャートである。
一回目の本数計数処理における局所最小値探索を説明する図である。
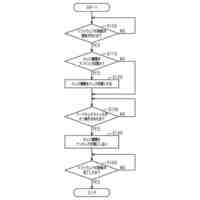
局所最小値探索処理のフローチャートである。
一回目の局所最小値探索の範囲を示す図である。
二回目の局所最小値探索の範囲を示す図である。
二回目の本数計数処理における局所最小値探索を説明する図である。
直径推定処理のフローチャートである。
直径推定処理における閾値直径が適当な場合の誤差面積の一例を示す図である。
直径推定処理における閾値直径が不適当な場合の誤差面積の一例を示す図である。
直径推定処理における閾値直径が不適当な場合の誤差面積の他の例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
RFタグシート
1か月前
個人
5掛けポイント
21日前
個人
職業自動販売機
14日前
個人
ペルソナ認証方式
29日前
個人
自動調理装置
1か月前
個人
情報処理装置
24日前
個人
タッチパネル操作指代替具
1か月前
個人
サービス情報提供システム
16日前
個人
インターネットの利用構造
28日前
個人
携帯端末障害問合せシステム
1か月前
個人
スケジュール調整プログラム
1か月前
個人
エリアガイドナビAIシステム
29日前
キヤノン株式会社
画像認識装置
8日前
株式会社ケアコム
項目選択装置
24日前
株式会社ケアコム
項目選択装置
24日前
キヤノン株式会社
情報処理装置
8日前
キヤノン株式会社
情報処理装置
22日前
キヤノン株式会社
情報処理装置
8日前
株式会社ワコム
電子ペン
23日前
トヨタ自動車株式会社
通知装置
1か月前
株式会社ワコム
電子ペン
23日前
キヤノン株式会社
印刷システム
1か月前
株式会社ITP
仮想展示システム
2日前
太陽誘電株式会社
表示装置
1か月前
株式会社アジラ
行動推定システム
8日前
大同大學
スーパーアプリ構築方法
8日前
トヨタ自動車株式会社
車両
1か月前
株式会社フジシール
識別情報利用システム
14日前
株式会社ゼロワン
ケア支援システム
21日前
トヨタ自動車株式会社
作業計画装置
9日前
PRONI株式会社
受発注支援装置
14日前
PRONI株式会社
受発注支援装置
14日前
個人
キャリアウーマン家庭科実習プログラム
14日前
株式会社三富
取引管理システム
1か月前
個人
新規提案・特典情報提供システム
3日前
日本電気株式会社
異常検知装置
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ