TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025157945
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024060316
出願日
2024-04-03
発明の名称
浸炭時の粗大粒防止特性に優れた肌焼鋼材
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20251008BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】浸炭時の結晶粒の粗大化を抑制することが可能な肌焼鋼材を提供する。
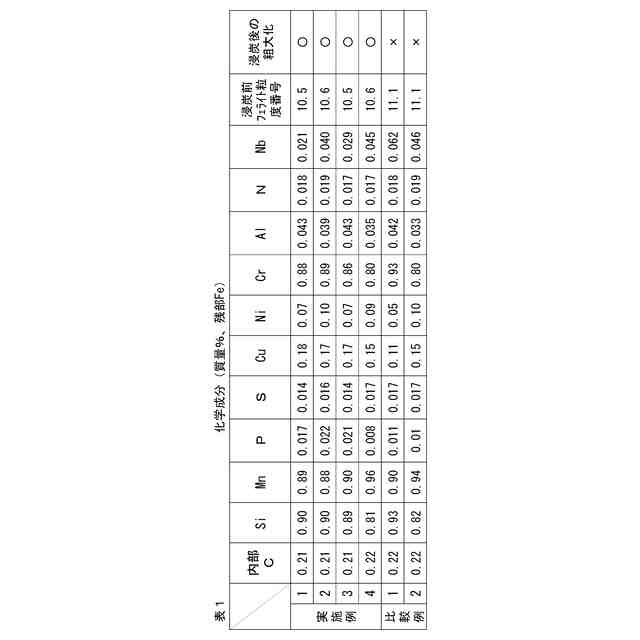
【解決手段】肌焼鋼材は、C:0.17~0.23%、Si:0.80~1.00%、Mn:0.65~1.00%、P:0.030%以下、S:0.030%以下、Cu:0.01~1.00%、Ni:0.01~3.00%、Cr:0.80~1.00%、Al:0.030~0.047%、N:0.015~0.030%、Nb:0.010~0.045%を含有し、残部Fe及び不可避的不純物の組成を有する。
【選択図】 なし
特許請求の範囲
【請求項1】
質量%で
C:0.17~0.23%
Si:0.80~1.00%
Mn:0.65~1.00%
P:0.030%以下
S:0.030%以下
Cu:0.01~1.00%
Ni:0.01~3.00%
Cr:0.80~1.00%
Al:0.030~0.047%
N:0.015~0.030%
Nb:0.010~0.045%
を含有し、残部Fe及び不可避的不純物の組成を有する、浸炭時の粗大粒防止特性に優れた肌焼鋼材。
続きを表示(約 100 文字)
【請求項2】
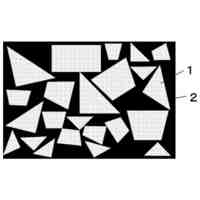
フェライト・パーライト組織を有し、光学顕微鏡の100倍視野且つ5視野でのJIS G 0552に準じて測定されるフェライトの平均結晶粒度番号が10.6以下である、請求項1に記載の肌焼鋼材。
発明の詳細な説明
【技術分野】
【0001】
この発明は、浸炭時の粗大粒防止特性に優れた肌焼鋼材に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
例えば自動車の動力伝達部品として用いられるギヤ部品等では、表面の強度および内部の靭性を確保するため、JIS鋼であるSCr420H、SCM420H等の肌焼鋼に浸炭が施される。
【0003】
浸炭は高温且つ長時間の熱処理であるため、オーステナイト結晶粒の粗大化が生じ、疲労強度や衝撃特性の低下をもたらす場合がある。浸炭時におけるオーステナイト結晶粒の粗大化を防止する技術としては、NbC、AlN等の粒子を分散析出させ、結晶粒(詳しくは結晶粒界)をピンニング(ピン止め)することが広く実施されている(例えば、下記特許文献1,2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2005-163168号公報
特開2020-41199号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、析出物粒子(ピンニング粒子)によって結晶粒をピンニングする上記の技術にあっても、結晶粒が局部的に粗大化する異常粒成長の現象を十分に防ぐことは難しい。
本発明は以上のような事情を背景とし、浸炭時の結晶粒の粗大化を抑制することが可能な粗大粒防止特性に優れた肌焼鋼材を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題を解決すべく鋭意検討を重ねた結果、浸炭前の組織が微細であると次工程の浸炭で結晶粒の粗大化(異常粒成長)が発生しやすくなること、肌焼鋼材の成分を適正化することで浸炭前の組織が微細になることを回避し得て、浸炭時における結晶粒の粗大化が抑制できることを見出した。
【0007】
而して本発明の要旨は、次の通りである。
【0008】
[1] 質量%で、C:0.17~0.23%、Si:0.80~1.00%、Mn:0.65~1.00%、P:0.030%以下、S:0.030%以下、Cu:0.01~1.00%、Ni:0.01~3.00%、Cr:0.80~1.00%、Al:0.030~0.047%、N:0.015~0.030%、Nb:0.010~0.045%を含有し、残部Fe及び不可避的不純物の組成を有する、浸炭時の粗大粒防止特性に優れた肌焼鋼材。
【0009】
[2] フェライト・パーライト組織を有し、光学顕微鏡の100倍視野且つ5視野でのJIS G 0552に準じて測定されるフェライトの平均結晶粒度番号が10.6以下である、[1]に記載の肌焼鋼材。
【0010】
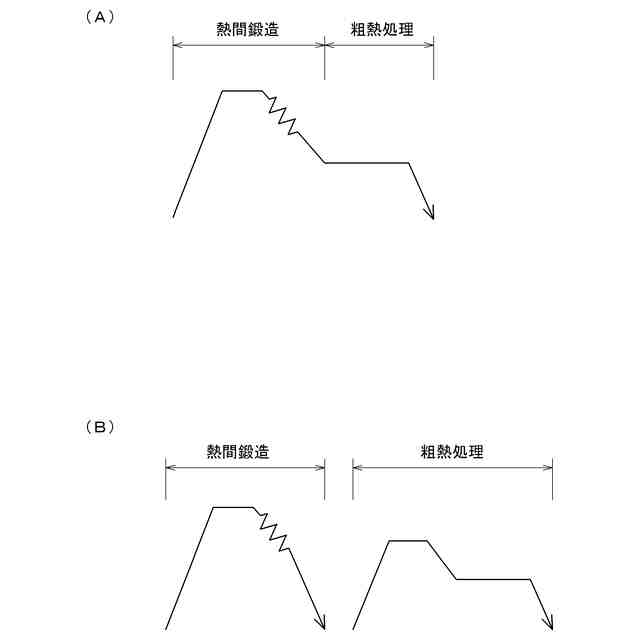
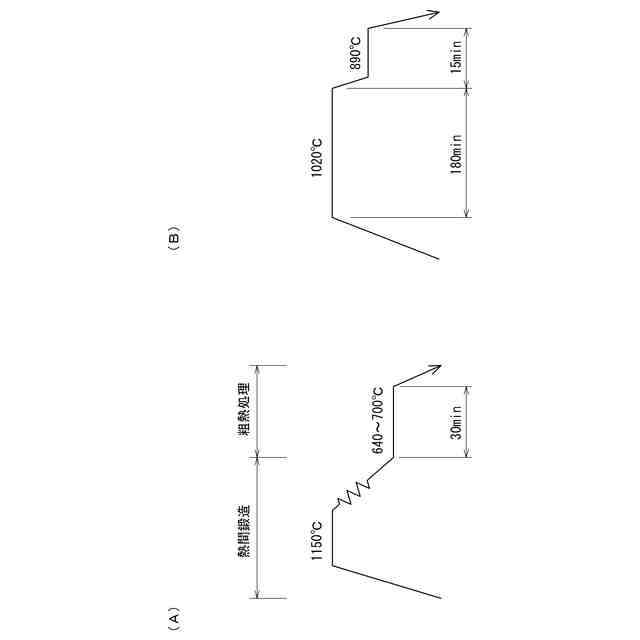
このように規定された肌焼鋼材によれば、熱間圧延時にAlおよびNbの大部分が固溶し、鍛造加熱前に析出するピンニング粒子の量が抑えられ、浸炭前の金属組織の粒度番号を小さく(結晶粒を大きく)することができる。このため浸炭時における結晶粒成長の駆動力は小さくなり、浸炭時の結晶粒の粗大化(異常粒成長)を有効に抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
1か月前
大同特殊鋼株式会社
軟磁性材料
18日前
大同特殊鋼株式会社
軟磁性合金
2か月前
大同特殊鋼株式会社
棒材計数方法
2か月前
大同特殊鋼株式会社
炉蓋の支持構造
2か月前
大同特殊鋼株式会社
超音波検査方法
1か月前
大同特殊鋼株式会社
介在物評価方法
2か月前
大同特殊鋼株式会社
電磁攪拌制御方法
1か月前
大同特殊鋼株式会社
丸棒体の本数計数方法
1か月前
大同特殊鋼株式会社
金属碑及びその製造方法
1か月前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
1か月前
大同特殊鋼株式会社
マルエージング鋼及び粉末
3日前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
2か月前
大同特殊鋼株式会社
アレイ探触子の振動子劣化検出方法
12日前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
1か月前
大同特殊鋼株式会社
軟磁性合金および軟磁性合金の製造方法
3日前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
1か月前
大同特殊鋼株式会社
軟磁性合金および軟磁性合金の製造方法
3日前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
1か月前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
1か月前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
2か月前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
1か月前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
2か月前
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
10日前
宏幸株式会社
金属回収方法
8か月前
個人
高強度せん断補強筋用の鋼材
8か月前
JX金属株式会社
鉛の回収方法
2か月前
JX金属株式会社
鉛の回収方法
2か月前
株式会社神戸製鋼所
鋼材
7か月前
古河電気工業株式会社
銅線
1か月前
三菱マテリアル株式会社
切削工具
2か月前
株式会社神戸製鋼所
銅合金
1か月前
株式会社クボタ
比重分離装置
8か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ