TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021855
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125866
出願日
2023-08-01
発明の名称
焼結体
出願人
株式会社プロテリアル
代理人
主分類
C22C
1/04 20230101AFI20250206BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】 MIMを適用した簡易な手段で量産可能な、加熱焼結時の歪な収縮や歪な変形が小さく抑制された焼結体(焼結変形が抑制された焼結体)を提供する。
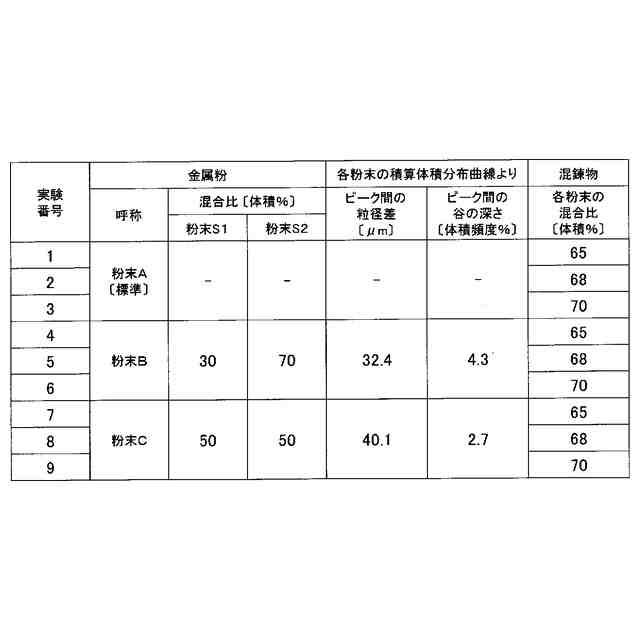
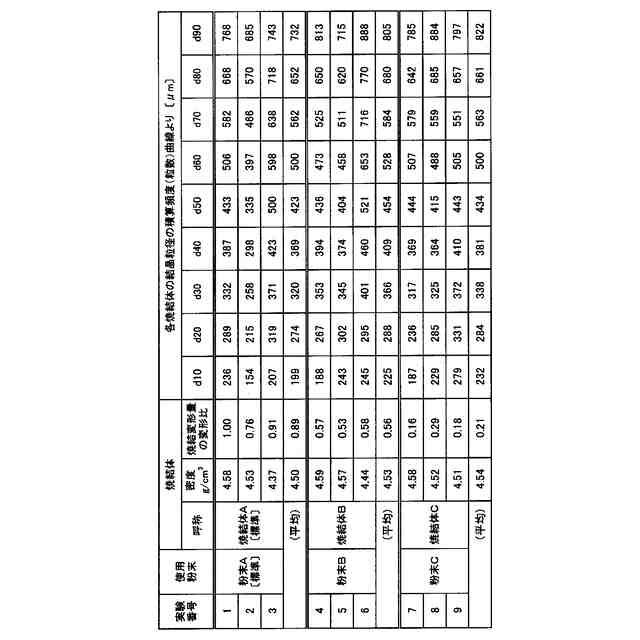
【解決手段】 結晶粒径の積算頻度分布曲線がd80/(d90-d10)≦1.20およびd70/(d90-d10)≦1.03を満たす焼結体とする。そのような焼結体は、たとえば、混合金属粉と有機成分を含む混錬物を射出成形した成形体から有機成分を除去して金属粉を加熱焼結させる際に、標準金属粉、第1金属粉および第2金属粉の積算体積分布曲線のメジアン径をd50A、d50Pおよびd50Qとするとき、d50P/d50Aが2~5の第1金属粉とd50Q/d50Aが0.1~0.8の第2金属粉とを用いて、第1金属粉の混合比が20体積%~80体積%となる混合金属粉を作製し、混合金属粉の混合比が60体積%~80体積%となる混錬物を作製する方法により製造できる。
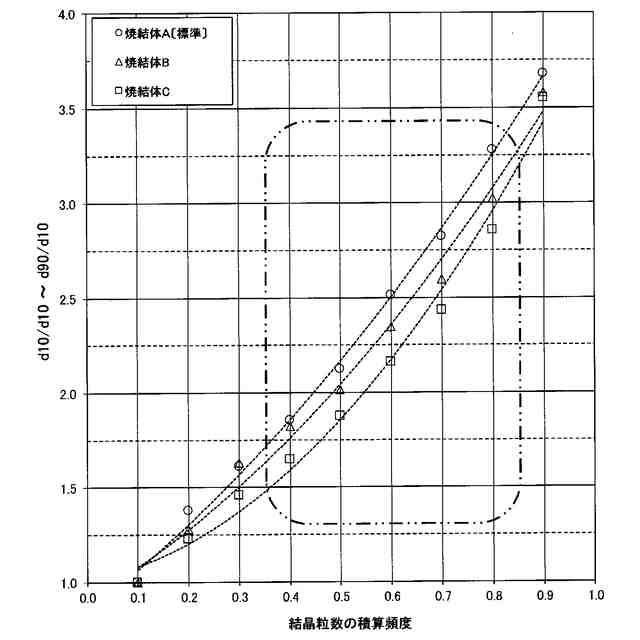
【選択図】図8
特許請求の範囲
【請求項1】
結晶粒径の積算頻度分布曲線の10頻度%の結晶粒径をd10、70頻度%の結晶粒径をd70、80頻度%の結晶粒径をd80および90頻度%の結晶粒径をd90とするとき、前記積算頻度分布曲線がd80/(d90-d10)≦1.20およびd70/(d90-d10)≦1.03を満たす、焼結体。
続きを表示(約 300 文字)
【請求項2】
前記積算頻度分布曲線の60頻度%の結晶粒径をd60とするとき、前記積算頻度分布曲線が、(d90-d70)/(d90-d10)≧0.35を満たす、請求項1に記載の焼結体。
【請求項3】
前記積算頻度分布曲線が、d80/(d90-d10)≦1.16およびd70/(d90-d10)≦0.99を満たす、請求項1に記載の焼結体。
【請求項4】
前記積算頻度分布曲線が、(d90-d70)/(d90-d10)≧0.39を満たす、請求項2に記載の焼結体。
【請求項5】
α+β型のチタン合金からなる、請求項1または2に記載の焼結体。
発明の詳細な説明
【技術分野】
【0001】
この発明は、焼結体に関し、詳しくは、金属粉および有機成分を含む混錬物を用いる金属粉末射出成形法を適用して製造された、焼結変形が抑制された焼結体に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
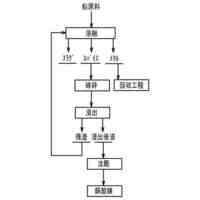
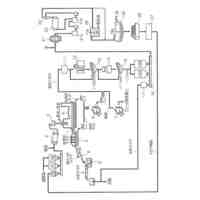
従来、焼結体の製造方法の一つとして、金属粉末射出成形法(MIM:Metal Injection Molding)が知られている。MIMは、比較的小型の焼結体や複雑で微細な形状の焼結体を最終製品に近い形状(ニアネットシェイプ)で量産することができるため、多くの産業分野で適用されている。一般的なMIMは、金属粉および有機成分を含む混錬物(コンパウンド)を作製する混錬物作製工程と、その混錬物を射出成形した成形体(グリーン体)を作製する成形体作製工程と、その成形体を構成する有機成分を除去して脱脂体(ブラウン体)を作製する脱脂体作製工程と、その脱脂体を構成する金属粉を加熱により焼結させて焼結体を作製する焼結体作製工程と、を含む。また、必要に応じて、脱脂体を構成する金属粉をハンドリングが可能な程度に焼結させて仮焼体を作製する仮焼体作製工程を含み、脱脂体に替えて、その仮焼体を構成する金属粉をさらに強固に焼結させて焼結体を作製する焼結体作製工程が採用される。
【0003】
たとえば、特許文献1には、金属粉およびバインダーを含む混錬物を射出成形して成形体を作製し、その成形体を構成するバインダーを加熱により除去して脱脂体を作製し、その脱脂体を加熱により焼結させて焼結体を作製する、MIMを適用した焼結体の製造方法が開示されている。特許文献1に開示される焼結体の製造方法では、混錬物に占める金属粉の割合(混合比)を約60体積%に設定することにより、脱脂体の変形を抑制している。その後、その脱脂体を構成する金属粉を加熱焼結することにより、焼結体を作製することになる。しかし、特許文献1には、加熱焼結時に発生しやすい焼結体の歪な収縮や歪な変形を小さく抑制することに係る具体的手段は開示されていない。
【0004】
この加熱焼結時に発生しやすい焼結体に生じやすい歪な収縮や歪な変形の抑制に関し、たとえば、特許文献2には、第1金属粉およびバインダーを含む第1混錬物を作製する第1混錬物作製工程と、その第1混錬物を造粒して比較的大径の造粒粉を作製する造粒粉作製工程と、その造粒粉と第2金属粒およびバインダーを含む第2混錬物を作製する第2混錬物作製工程と、を含み、その第2混錬物を射出成形して焼結体を作製する、焼結体の製造方法が開示されている。この焼結体の製造方法では、骨格を構成する造粒粉を取り囲むように第2金属粉とバインダーとがバランスよく配置された第2混錬物を作製している。そして、その第2混錬物を用いることにより、成形体の保形性が高まり、均質で変形の少ない成形体の作製が可能になるとされ、最終的には寸法精度が高い焼結体の作製が可能になるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2001-152205号公報
特開2018-145481号公報
【非特許文献】
【0006】
三浦秀士、増田剛紀、小笠原忠司、寒川喜光 共著、Ti射出成形体の高性能化、粉体粉末冶金協会誌「粉体および粉末冶金」2002年49巻9号、p.825-828
三浦秀士、竹増光家、▲桑▼野友紀、伊藤芳典、佐藤憲治 共著、Ti-6Al-4V射出成形材の焼結挙動と機械的特性、粉体粉末冶金協会誌「粉体および粉末冶金」2006年53巻10号、p.815-820
【発明の概要】
【発明が解決しようとする課題】
【0007】
加熱焼結時の歪な収縮や歪な変形により焼結体の焼結変形量が過大になると、焼結体の変形部分の矯正や除去などの機械加工工程を過度に行う必要が生じるかもしれない。その場合、MIMによる焼結体のニアネットシェイプ効果が無効になるとともに、機械加工工程の増加に起因して、リードタイムの増長や製造コストの増大といった焼結体の量産に不都合な問題が危惧される。しかし、特許文献2に開示される焼結体の製造方法では、一般的なMIMで実施する上記した工程以外に、少なくとも造粒粉製造工程と第2混錬物作製工程とを実施することになる。そのため、一般的なMIMにより焼結体を量産する場合と比べて、上記した工程の増加に起因して、焼結体の量産に不都合な上記した問題が危惧される。また、この焼結体の製造方法では、第2混錬物を作製する際に造粒粉が損壊する問題が危惧される。この造粒粉の損壊対策として、特許文献2には、造粒粉の形状的な等方性を高めることや、造粒粉と第1金属粉とのバランスを最適化することが教示されている。具体的には、所定のアスペクト比を有する造粒粉を作製することや、第1金属粉に対して所定の粒径比を有する造粒粉を作製することが教示されている。そうした特定の造粒粉を作製することに関しても、焼結体の量産に上記した不都合な問題が危惧される。
【0008】
この発明の目的は、MIMを適用した簡易な手段で量産可能な、加熱焼結時の歪な収縮や歪な変形が小さく抑制された焼結体(焼結変形が抑制された焼結体)を提供することである。
【課題を解決するための手段】
【0009】
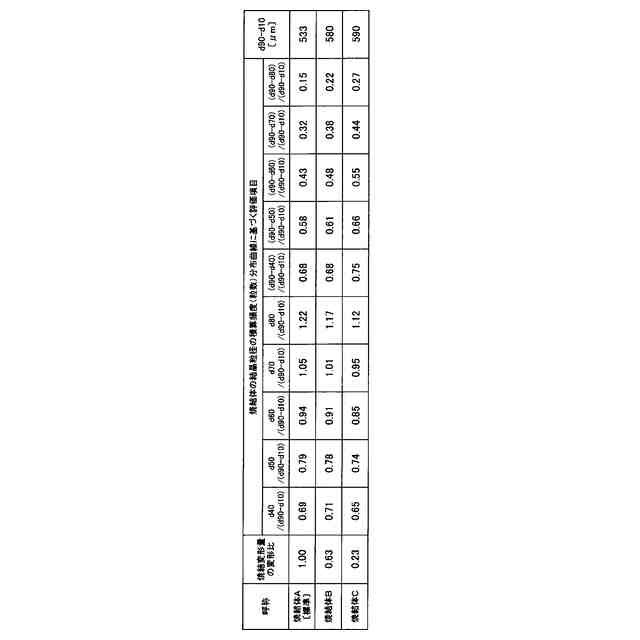
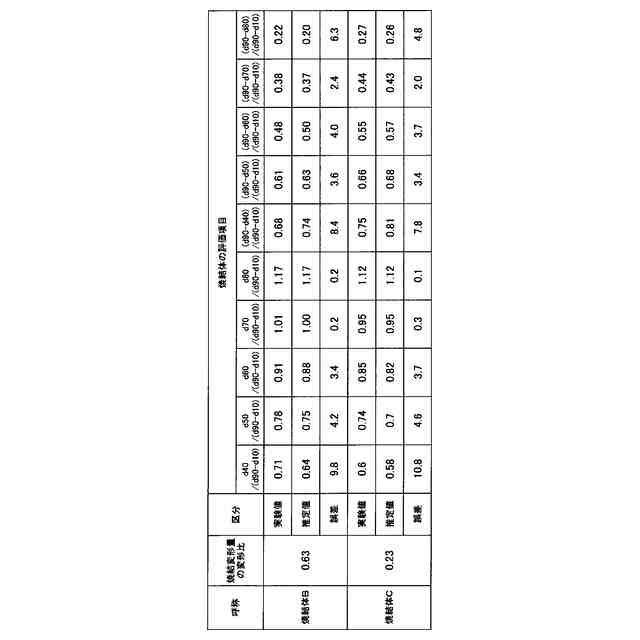
発明者は、MIMを適用した従来の焼結体の製造方法において、金属粉、有機成分、混錬物、成形体、脱脂体、仮焼体および焼結体の構成や、作製時、特に加熱焼結時の挙動を多様な視点で検討し、焼結組織を構成する結晶粒が特定の粒径バランスになる焼結体は従来の焼結体に対する焼結変形量の変形比が小さいことを突き止めた。そして、従来の焼結体と焼結変形量の変形比が小さい焼結体との相違点などを詳細に精査・検討し、その後の具体的な工夫により上記課題が解決できることを見出し、この発明に想到することができた。
【0010】
すなわち、この発明に係る焼結変形が抑制された焼結体は、結晶粒径の積算頻度分布曲線の10頻度%の結晶粒径をd10、70頻度%の結晶粒径をd70、80頻度%の結晶粒径をd80および90頻度%の結晶粒径をd90とするとき、前記積算頻度分布曲線が、d80/(d90-d10)≦1.20およびd70/(d90-d10)≦1.03を満たす。この構成を有する焼結体は、加熱焼結時の焼結変形量の変形比が0.8以下である可能性が十分に高い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
10日前
宏幸株式会社
金属回収方法
8か月前
個人
高強度せん断補強筋用の鋼材
8か月前
JX金属株式会社
鉛の回収方法
2か月前
JX金属株式会社
鉛の回収方法
2か月前
株式会社神戸製鋼所
鋼材
7か月前
三菱マテリアル株式会社
切削工具
2か月前
株式会社神戸製鋼所
銅合金
1か月前
古河電気工業株式会社
銅線
1か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
4か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼部品
2か月前
日本製鉄株式会社
鋼部品
2か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
大同メタル工業株式会社
摺動材料
4か月前
日本製鉄株式会社
ボルト
2か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
日本製鉄株式会社
ボルト
3か月前
住友金属鉱山株式会社
銅の製造方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ