TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025044138
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2024141232
出願日
2024-08-22
発明の名称
浸炭鋼部品
出願人
JFEスチール株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250325BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】浸炭熱処理後のひずみを低減し、ギア部を有する部品におけるかみ合い不良の問題を解消した浸炭鋼部品を提供する。
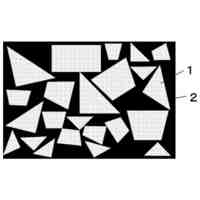
【解決手段】非浸炭部の組織を、面積率で0.5~45.0%のフェライトを有する組織とし、前記フェライトは、かかるフェライトの粒と該粒に隣接するフェライト粒との群(フェライト粒群)の面積の最大値を、非浸炭部のフェライトの粒の全面積の30.0%以下とし、さらに、該フェライト粒群の境界全周の長さに対する、該フェライト粒群に属さないフェライト粒と接している該フェライト粒群の境界の長さの割合を50.0%以下とする。
【選択図】図1
特許請求の範囲
【請求項1】
浸炭部および非浸炭部を有し、かかる非浸炭部の組織が、面積率で0.5~45.0%のフェライトを有する組織であって、
前記フェライトは、かかるフェライトの粒と該粒に隣接するフェライト粒との群(フェライト粒群)の面積の最大値が、非浸炭部のフェライトの粒の全面積の30.0%以下であって、
かつ該フェライト粒群の境界全周の長さに対する、該フェライト粒群に属さないフェライト粒と接している該フェライト粒群の境界の長さの割合が50.0%以下である
浸炭鋼部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、建築産業機械や自動車の分野で用いられる浸炭鋼部品(ガス浸炭・真空浸炭含む)に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
自動車や建機などに用いられる、例えばデファレンシャルギアやギアシャフトなどの動力伝達部品には、JIS規格のSCr420やSCM420をはじめとする機械構造用合金鋼が用いられる。
【0003】
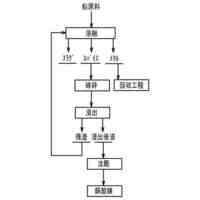
かかる機械構造用合金鋼の製造方法の概略は以下のとおりに例示される。
すなわち、機械構造用合金鋼を素材とする棒鋼や線材を、熱間鍛造および/または冷間鍛造することにより部品形状に粗成形し、切削加工により精細な成形を行った後、高周波焼入れ・焼戻し処理(高周波熱処理)やガス/真空浸炭焼入れ・焼戻し処理(浸炭熱処理)などの表面硬化処理を施して製品とする。
かかる高周波熱処理および浸炭熱処理は、鋼を900℃以上に加熱・保持後冷却することで、かかる鋼の組織に変態を起こして部材を硬化させる。そのため、加熱時に鋼組織の変態に起因した熱処理ひずみが生じる。
【0004】
特に、ギア部を有する部品においては、ひずみによるかみ合い不良が振動、騒音ならびにギアの短疲労寿命化を招く。そのため、その程度に応じた研磨矯正工程が必要となって、コスト増加につながっていた。
【0005】
このような課題に対し、例えば、以下の特許文献1~3に記載の技術が提案されている。
すなわち、特許文献1には、部品の非浸炭部における組織をフェライトとマルテンサイトの複合組織にすることでひずみ低減および、歯元曲げならびに面疲労特性を向上させた鋼ならびに歯車にかかる技術が提案されている。
【0006】
特許文献2には、部品の非浸炭部における組織をフェライトとマルテンサイトの複合組織にするとともに、フェライト粒径を制御することによりひずみ低減および疲労特性を向上させた浸炭鋼部品にかかる技術が提案されている。
【0007】
特許文献3には、非浸炭部における組織をフェライトとマルテンサイトの複合組織にするとともに、浸炭焼入れの前に窒化処理を行うことによりひずみ低減および面疲労特性を向上させた浸炭鋼部品にかかる技術が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2002-121645号公報
特開2003-129171号公報
特開2013-112827号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1~3に記載のように浸炭熱処理鋼部品におけるひずみ低減には、非浸炭部におけるフェライト相析出が効果的である。すなわち、マルテンサイト変態時のひずみを比較的軟質なフェライト相が吸収することでひずみを低減している。
【0010】
しかしながら、近年、自動車の電動化に伴い、ギアの静粛性や小型化の観点から、従来以上に、浸炭鋼部品のひずみ低減が求められるようになった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
炭材内装鉱の製造方法
3日前
JFEスチール株式会社
表面疵低減方法および熱処理装置
4日前
JFEスチール株式会社
焼入れ装置及び金属帯の製造方法
5日前
JFEスチール株式会社
高炉の操業状態評価方法及び操業方法
3日前
JFEスチール株式会社
スラブ抽出制御方法およびスラブ抽出装置
3日前
JFEスチール株式会社
磁区細分化方向性電磁鋼板の製造方法および製造設備
3日前
JFEスチール株式会社
操業支援装置、操業支援方法、及び操業支援プログラム
3日前
JFEスチール株式会社
溶融金属めっき鋼帯の製造方法及びガスワイピング装置
3日前
JFEスチール株式会社
溶銑滓液面判定方法、高炉操業方法及び溶銑滓液面判定装置
5日前
JFEスチール株式会社
搬送計画作成装置、搬送計画作成方法、及び搬送計画作成プログラム
4日前
JFEスチール株式会社
作業支援システム及び作業支援方法
3日前
JFEスチール株式会社
鋼板の製造方法、磁区細分化方向性電磁鋼板の製造方法、鋼板の製造設備および磁区細分化方向性電磁鋼板の製造設備
3日前
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
10日前
宏幸株式会社
金属回収方法
8か月前
個人
高強度せん断補強筋用の鋼材
8か月前
JX金属株式会社
鉛の回収方法
2か月前
JX金属株式会社
鉛の回収方法
2か月前
株式会社神戸製鋼所
鋼材
7か月前
三菱マテリアル株式会社
切削工具
2か月前
株式会社神戸製鋼所
銅合金
1か月前
古河電気工業株式会社
銅線
1か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ