TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149451
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050110
出願日
2024-03-26
発明の名称
切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
C22C
27/04 20060101AFI20251001BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
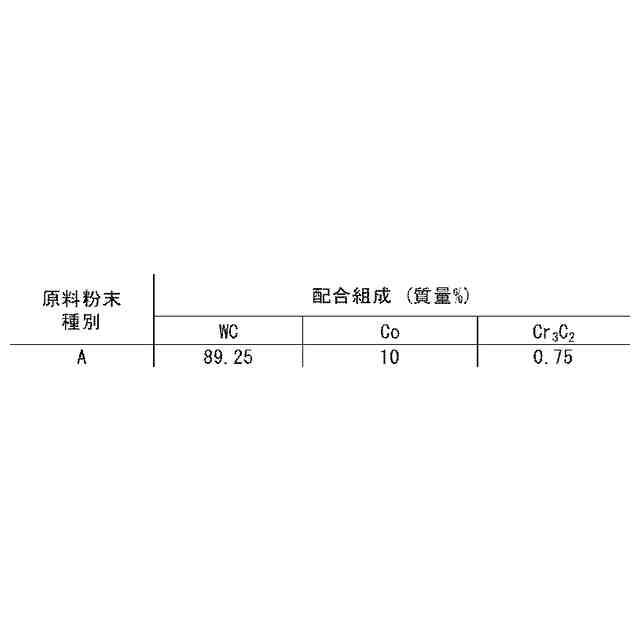
【課題】Ni基耐熱合金等の難削材切削加工において、優れた耐欠損性を発揮するWC基超硬合金製切削工具を提供する。
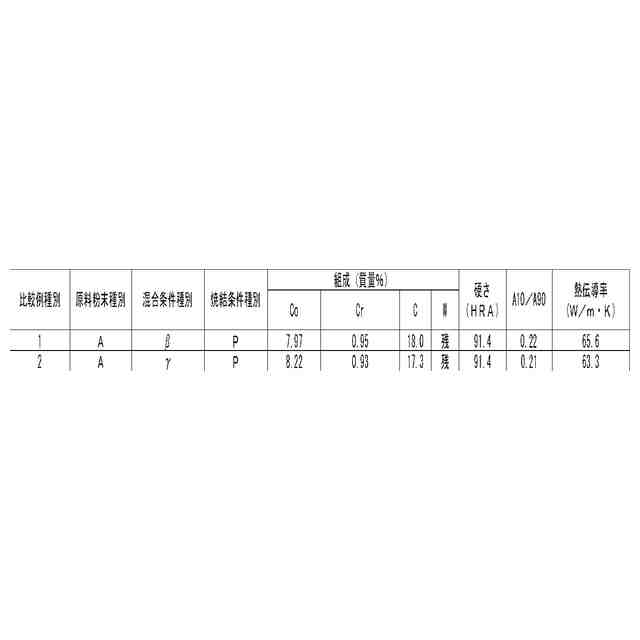
【解決手段】WC基超硬合金製切削工具において、WCの平均粒径が0.6μm以上1.4μm以下、Coを5~15質量%、Crを0.4~1.5質量%、Cを15~25質量%含有し、残部がWおよび不可避不純物からなり、Coは結合相の主成分であり、Wは炭化物として硬質相の主成分であり、硬さが91HRA以上95HRA以下、A10/A90が0.22以上0.30以下、500℃における熱伝導率が67W/m・K以上200W/m・K以下であることを特徴とするWC基超硬合金を基体とするWC基超硬合金製切削工具。
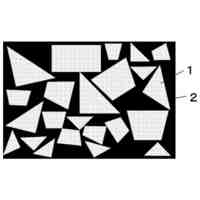
【選択図】図1
特許請求の範囲
【請求項1】
超硬合金の基体を有する切削工具であって
前記超硬合金は、Coを5~15質量%、Crを0.4~1.5質量%、Cを15~25質量%含有し、残部がWおよび不可避不純物からなり、
結合相と硬質相を含み、
前記結合相はCoを主成分とし、
前記硬質相はWの炭化物を主成分とし、
前記結合相の面積を面積の小さいものから累積していき、累積面積が前記結合相の全面積の10%のところでの前記結合相1つ当たりの面積をA10、累積面積が前記結合相の全面積の90%のところでの結合相1つ当たりの面積をA90とするとき、A10/A90が0.22~0.3であり、
硬さが91~95HRAであり、
500℃における熱伝導率が67~200W/m・Kである
ことを特徴とする切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、WC基超硬合金製切削工具(以下、切削工具ということがある)に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
WC基超硬合金は高い硬さと靭性を備えることから、これを基体とする切削工具は優れた耐摩耗性と耐欠損性を発揮することが知られている。
しかし、この切削工具はNi基耐熱合金等の難削材切削加工において、切削時の刃先温度上昇に伴う耐欠損性の低下、塑性変形、熱亀裂などにより工具の低寿命化が課題となっている。この課題を解決するべく、耐摩耗性と耐欠損性を向上させることや、熱伝導率を向上させることについて提案がなされている。
【0003】
特許文献1では、WC基超硬合金において、平均粒径0.3μm以下のWCを硬質相とし、5.5質量%以上15質量%以下の少なくとも1種の鉄族金属元素を結合相とし、Tiを0.005質量%以上0.06質量%以下、Crを結合相に対して0.04質量%以上0.2質量%以下含有する超硬合金を用いた切削工具が記載され、該切削工具は超硬合金中のWCを均一的に微細化させたため高い硬さと靭性を有するとされている。
【0004】
特許文献2では、平均粒径0.4~4.0μm以下のWCを硬質相とし、CoおよびNiの合計含有量を4.5質量%以上15質量%以下とし、WCの平均粒径をx(μm)とするとき、その熱拡散率χ(cm
2
/sec)がχ>0.055x+0.238を満たすWC基超硬合金を基体とした切削工具が記載され、該切削工具は熱拡散率が高く、高温硬度が高ため、耐熱亀裂性および耐摩耗性に優れるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2006-117974号公報
特開2011-42830号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は前記事情や前記提案を鑑みてなされたものであって、例えば、Ni基耐熱合金等の難削材の切削加工において、優れた耐欠損性を発揮するWC基超硬合金製切削工具を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る切削工具は、
超硬合金の基体を有し、
前記超硬合金は、Coを5~15質量%、Crを0.4~1.5質量%、Cを15~25質量%含有し、残部がWおよび不可避不純物からなり、
結合相と硬質相を含み、
前記結合相はCoを主成分とし、
前記硬質相はWの炭化物を主成分とし
前記結合相の面積を面積の小さいものから累積していき、累積面積が前記結合相の全面積の10%のところでの前記結合相1つ当たりの面積をA10、累積面積が前記結合相の全面積の90%のところでの結合相1つ当たりの面積をA90とするとき、A10/A90が0.22~0.3であり、
硬さが91~95HRAであり、
500℃における熱伝導率が67~200W/m・Kである。
【発明の効果】
【0008】
前記実施形態に係る切削工具は、Ni基耐熱合金等の難削材の切削加工においても優れた耐欠損性を発揮する。
【図面の簡単な説明】
【0009】
本発明の実施形態に係る切削工具の基体となる超硬合金の断面における組織の一例の模式図である。
【発明を実施するための形態】
【0010】
本発明者は、前述の先行文献に記載されたWC製切削工具をもとに、Ni基耐熱合金等の難削材の切削加工においても優れた耐欠損性を発揮するための方策について検討した。
その結果、次の(1)~(3)を知見した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
3か月前
日本製鉄株式会社
鋳片
1日前
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
24日前
古河電気工業株式会社
銅線
1か月前
株式会社クボタ
比重分離装置
8か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
4か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
日本製鉄株式会社
鋼部品
1か月前
大同メタル工業株式会社
摺動材料
4か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
ボルト
2か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
大同特殊鋼株式会社
放熱材料
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ