TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155827
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025007101
出願日
2025-01-17
発明の名称
ボルト用鋼
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20251002BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】軟化焼鈍を省略しても十分に低い硬さを得て、この結果、十分に高い冷間鍛造性を有するボルト用鋼を提供する。
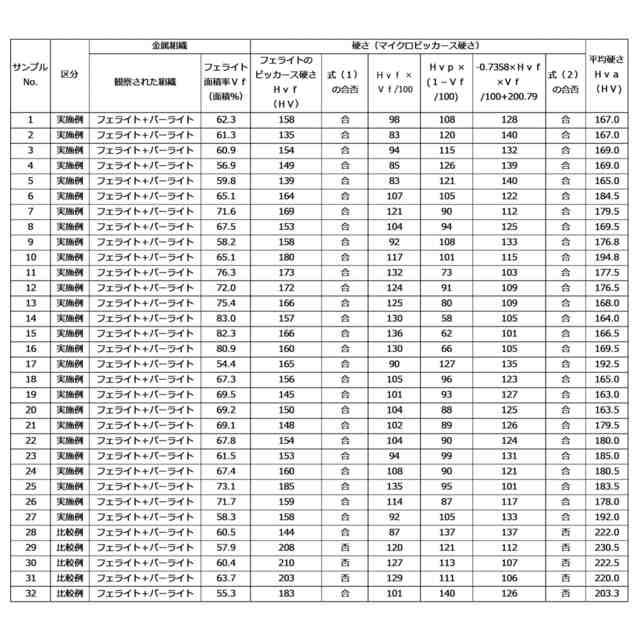
【解決手段】所定の化学組成を有するとともに、金属組織が、フェライトおよびパーライトを含み、その合計が95.0面積%以上であり、且つ前記フェライトの面積率が54.0面積%以上であり、下記の式(1)および式(2)を満足するボルト用鋼である。
Hvf≦200 ・・・(1)
Hvp×(1-Vf/100)<-0.7358×Hvf×Vf/100+200.79 ・・・(2)
ここで、Hvfはフェライトのビッカース硬さであり、Hvpはパーライトのビッカース硬さであり、Vfはフェライトの面積率である。
【選択図】図1
特許請求の範囲
【請求項1】
C :0.15~0.35質量%、
Si:0.30質量%未満(0質量%を含む)、
Mn:0.30~1.50質量%、
P :0.030質量%以下(0質量%を含む)、
S :0.030質量%以下(0質量%を含む)、
Cr:0.05~0.80質量%、
Ti:0.01~0.08質量%、
B:0.0005~0.0030質量%、
Al:0.010~0.050質量%、および
N :0.0100質量%以下(0質量%を含む)、
を含み、残部がFeおよび不可避不純物からなり、
金属組織が、フェライトおよびパーライトを含み、その合計が95.0面積%以上であり、且つ前記フェライトの面積率が54.0面積%以上であり、
下記の式(1)および式(2)を満足するボルト用鋼。
Hvf≦200 ・・・(1)
Hvp×(1-Vf/100)<-0.7358×Hvf×Vf/100+200.79 ・・・(2)
ここで、Hvfはフェライトのビッカース硬さであり、Hvpはパーライトのビッカース硬さであり、Vfはフェライトの面積率である。
続きを表示(約 220 文字)
【請求項2】
平均硬さがビッカース硬さで195HV以下である請求項1に記載のボルト用鋼。
【請求項3】
Mo:0.15質量%以下(0質量%を含まず)およびV:0.10質量%以下(0質量%を含まず)、Cu:0.55質量%以下(0質量%を含まず)、Ni:0.55質量%以下(0質量%を含まず)およびSn:0.55質量%以下(0質量%を含まず)からなる群から選択される1つ以上を更に含有する請求項1または2に記載のボルト用鋼。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボルト用鋼、とりわけ冷間鍛造性に優れたボルト用鋼に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ボルトは、ボルト用鋼の圧延線材に加工性を向上させることを目的とした軟化焼鈍を施し、伸線加工を行い、所定の線径にした後、さらに冷間鍛造により頭部を形成し、ネジ山形成等の加工を行い、焼入焼戻処理を行ってボルトとして必要な所望の強度を得ている。
【0003】
ボルト用鋼の冷間鍛造性を向上させるために種々の手法が提案されている。
特許文献1には、変形抵抗を低減し、冷間鍛造性等の冷間加工性を向上することを目的の1つとして、全セメンタイト数に対するフェライト粒界に存在するセメンタイトの割合を多くした鋼線が開示されている。
【0004】
特許文献2には、圧延材の金属組織の初析フェライト面積率を高くし、パーライトブロックを微細化することで、軟化焼鈍(球状化焼鈍)の時間を短縮しても優れた冷間加工性を確保できる冷間加工用機械構造用鋼が開示されている。
【0005】
特許文献3には、パーライトの粒径、ラメラー間隔およびフェライト結晶粒を制御した、冷間鍛造性と切削性に優れた機械構造用鋼が開示されている。
【0006】
特許文献4には、成分とオーステナイト結晶粒径とによって決まるDI値を所定の範囲内とすることで、焼入れ性を確保しつつ、圧延材強度を低下させ、冷間鍛造性等の冷間加工性と耐衝撃特性を確保した高周波焼入用高強度線材が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2018-44235号公報
特開2018-3106号公報
特開2006-291237号公報
特開2005-133152号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
通常、ボルト製造時に、圧延材等の形態のボルト用鋼に軟化焼鈍(球状化焼鈍、SA)を実施し強度を低下させることにより、冷間鍛造性を向上させた後、冷間鍛造(ヘッディング加工)が行われている。
【0009】
近年、カーボンニュートラルの要求が高まり、軟化焼鈍を省略したいとの要望が強まっている。しかし、従来のボルト用鋼において軟化処理を省略すると、強度が高い状態で伸線工程を実施することになり、さらに伸線加工により加工硬化することから鍛造時の強度が過大となり冷間鍛造性が低下してしまうという問題がある。
このような問題を回避し、軟化焼鈍を省略しても十分な冷間鍛造性を確保するためには、例えば圧延材の形態である伸線前の状態での硬さを十分に低く、具体的には平均硬さHvaをビッカース硬さで195Hv以下とする必要がある。
【0010】
特許文献1に記載の鋼線および特許文献2に記載の冷間加工用機械構造用鋼は、何れも軟化焼鈍を実施してから鍛造等の冷間加工を行う態様しか開示されておらず、軟化焼鈍を省略すると伸線後の強度が過大となり冷間鍛造性を確保できない蓋然性が高い。
また、特許文献3に記載の機械構造用鋼では軟化焼鈍省略についての言及はあるものの、切削性改善にある程度の重きをおいていることもあり、軟化焼鈍を省略すると伸線前の状態の平均硬さHvaをビッカース硬さで195Hv以下とすることができず十分な冷間鍛造性を確保できない虞がある。
特許文献4に記載の高周波焼入用高強度線材でも軟化焼鈍省略についての言及はあるものの、DI値を所定の範囲内にするためにオーステナイト粒径を粒度番号で10~14とかなり微細になるように制御しているため、平均硬さHvaをビッカース硬さで195Hv以下まで低下させることができず十分な冷間鍛造性を確保できない虞がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
3か月前
日本製鉄株式会社
鋳片
今日
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
23日前
古河電気工業株式会社
銅線
1か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
7か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
7か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
1か月前
大同メタル工業株式会社
摺動材料
3か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
1か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
住友金属鉱山株式会社
銅の製造方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ