TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151570
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053074
出願日
2024-03-28
発明の名称
鍛鋼ロール
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20251002BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】優れた耐摩耗性が得られる鍛鋼ロールを提供する。
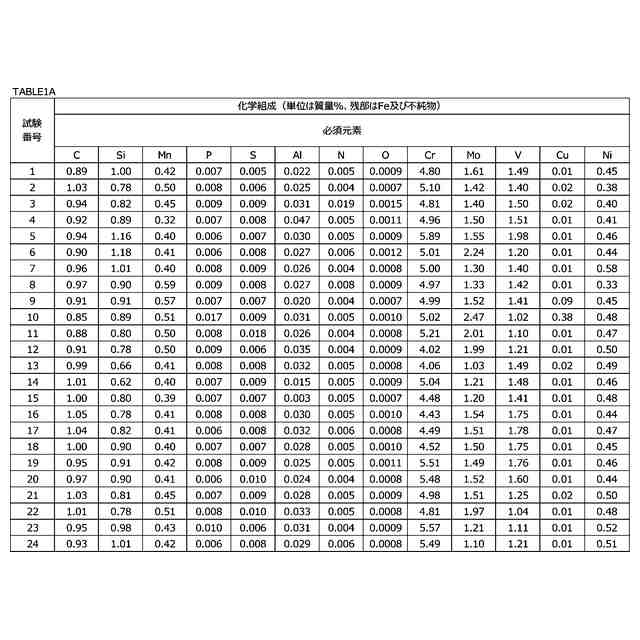
【解決手段】本開示による鍛鋼ロールは、化学組成が、質量%で、C:0.85~1.05%、Si:0.60~1.20%、Mn:0.30~0.60%、P:0.020%以下、S:0.020%以下、Al:0.050%以下、N:0.020%以下、O:0.0050%以下、Cr:4.00~6.00%、Mo:1.00~2.50%、V:1.00~2.00%、Cu:0.40%以下、及び、Ni:0.30~0.60%、を含有し、残部がFe及び不純物からなり、式(1)及び式(2)を満たす。
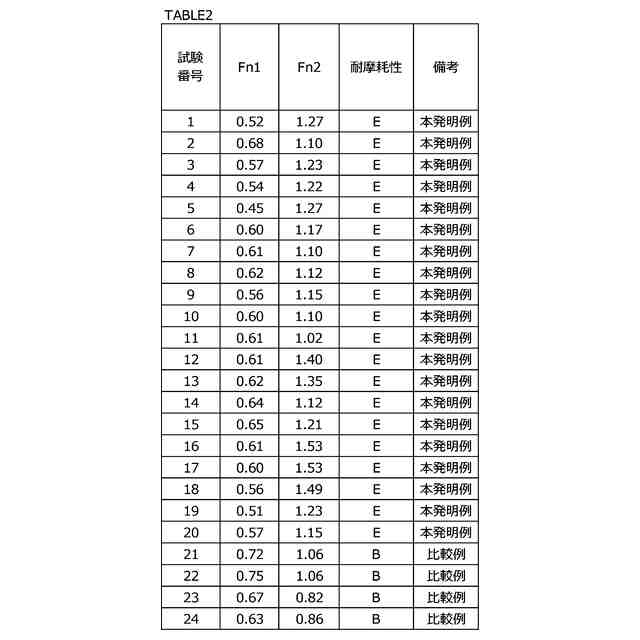
C-0.25×V≦0.70 (1)
(3×V+Mo)/Cr≧1.00 (2)
ここで、式(1)及び式(2)中の各元素記号には、化学組成中の対応する元素の質量%での含有量が代入される。
【選択図】なし
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C:0.85~1.05%、
Si:0.60~1.20%、
Mn:0.30~0.60%、
P:0.020%以下、
S:0.020%以下、
Al:0.050%以下、
N:0.020%以下、
O:0.0050%以下、
Cr:4.00~6.00%、
Mo:1.00~2.50%、
V:1.00~2.00%、
Cu:0.40%以下、及び、
Ni:0.30~0.60%、を含有し、
残部がFe及び不純物からなり、
式(1)及び式(2)を満たす、
鍛鋼ロール。
C-0.25×V≦0.70 (1)
(3×V+Mo)/Cr≧1.00 (2)
ここで、式(1)及び式(2)中の各元素記号には、前記化学組成中の対応する元素の質量%での含有量が代入される。
続きを表示(約 900 文字)
【請求項2】
化学組成が、質量%で、
C:0.85~1.05%、
Si:0.60~1.20%、
Mn:0.30~0.60%、
P:0.020%以下、
S:0.020%以下、
Al:0.050%以下、
N:0.020%以下、
O:0.0050%以下、
Cr:4.00~6.00%、
Mo:1.00~2.50%、
V:1.00~2.00%、
Cu:0.40%以下、及び、
Ni:0.30~0.60%、を含有し、
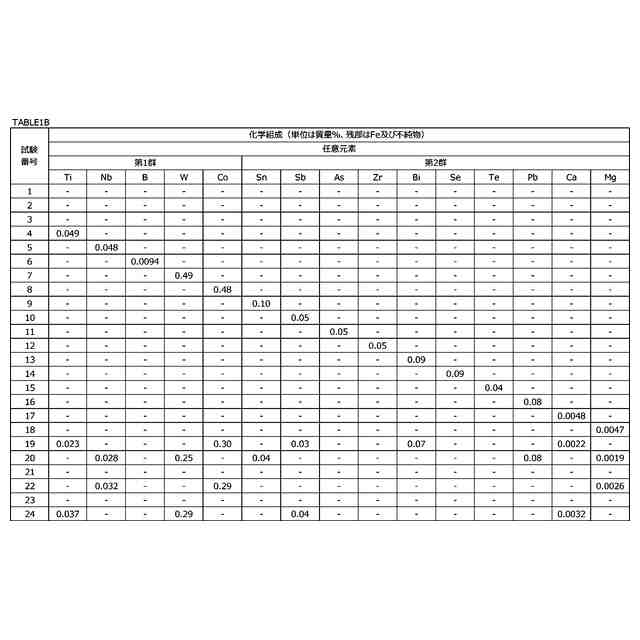
さらに、第1群及び第2群からなる群から選択される1種以上を含有し、
残部がFe及び不純物からなり、
式(1)及び式(2)を満たす、
鍛鋼ロール。
[第1群]
Ti:0.050%以下、
Nb:0.050%以下、
B:0.0100%以下、
W:0.50%以下、及び、
Co:0.50%以下、からなる群から選択される1種以上
[第2群]
Sn:0.10%以下、
Sb:0.05%以下、
As:0.05%以下、
Zr:0.05%以下、
Bi:0.10%以下、
Se:0.10%以下、
Te:0.05%以下、
Pb:0.09%以下、
Ca:0.0050%以下、及び、
Mg:0.0050%以下、からなる群から選択される1種以上
C-0.25×V≦0.70 (1)
(3×V+Mo)/Cr≧1.00 (2)
ここで、式(1)及び式(2)中の各元素記号には、前記化学組成中の対応する元素の質量%での含有量が代入される。
【請求項3】
請求項2に記載の鍛鋼ロールであって、
前記化学組成は、前記第1群を含有する、
鍛鋼ロール。
【請求項4】
請求項2に記載の鍛鋼ロールであって、
前記化学組成は、前記第2群を含有する、
鍛鋼ロール。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鍛鋼ロールに関し、さらに詳しくは、冷間圧延用途に適した鍛鋼ロールに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
冷間圧延用ロールに代表される圧延ロールとして、鍛鋼ロールが用いられている。鍛鋼ロールは、鋼材に代表される被圧延材に対して荷重を付加する。それにより、被圧延材は所望の形状に圧延される。一方、圧延時の被圧延材との接触により、鍛鋼ロールの表面が摩耗する。そのため、鍛鋼ロールを長期間使用すると、鍛鋼ロールの表面の粗度が次第に低下する。鍛鋼ロールの表面の粗度が低下すれば、鍛鋼ロールと被圧延材との間でスリップが生じる。この場合、被圧延材の噛み込み不良が発生したり、被圧延材又は鍛鋼ロールに焼付き等が引き起こされる可能性がある。
【0003】
鍛鋼ロールと被圧延材との間でのスリップを抑制するために、鍛鋼ロールの表面の粗度が一定値を下回らないように、定期的に鍛鋼ロールの表面を研削する必要がある。しかしながら、鍛鋼ロールの使用時間あたりの研削回数が多いと、鍛鋼ロールの寿命は短くなる。鍛鋼ロールの寿命を延ばすためには、鍛鋼ロールの摩耗を抑制し、使用時間当たりの研削回数をできるだけ減少させることが望ましい。したがって、鍛鋼ロールには優れた耐摩耗性が求められる。
【0004】
鍛鋼ロールにおいて、耐摩耗性を高める技術が、特開2003-1307号公報(特許文献1)に提案されている。
【0005】
特許文献1に開示された鍛鋼ロールは、C:0.8~1.2質量%、Si:0.3~0.5質量%、Mn:0.4~0.6質量%、Cr:2.5~4.0質量%、Mo:0.3~0.5質量%及びV:0.3質量%以下を含有し、残部が実質的にFeと不可避的不純物とからなる。この鍛鋼ロールでは、さらに表面から中心部へ向けて4~8mmの深さまでの表層部におけるビッカース硬さが900HV以上であり、この表層部よりも内部はビッカース硬さが900HV未満である。これにより、この鍛鋼ロールでは優れた耐摩耗性が得られる。
【先行技術文献】
【特許文献】
【0006】
特開2003-1307号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の手段とは異なる手段により、鍛鋼ロールの耐摩耗性を高めてもよい。
【0008】
本開示の目的は、優れた耐摩耗性を有する鍛鋼ロールを提供することである。
【課題を解決するための手段】
【0009】
本開示の鍛鋼ロールは、
化学組成が、質量%で、
C:0.85~1.05%、
Si:0.60~1.20%、
Mn:0.30~0.60%、
P:0.020%以下、
S:0.020%以下、
Al:0.050%以下、
N:0.020%以下、
O:0.0050%以下、
Cr:4.00~6.00%、
Mo:1.00~2.50%、
V:1.00~2.00%、
Cu:0.40%以下、及び、
Ni:0.30~0.60%、を含有し、
残部がFe及び不純物からなり、
式(1)及び式(2)を満たす。
C-0.25×V≦0.70 (1)
(3×V+Mo)/Cr≧1.00 (2)
ここで、式(1)及び式(2)中の各元素記号には、化学組成中の対応する元素の質量%での含有量が代入される。
【0010】
本開示の鍛鋼ロールは、
化学組成が、質量%で、
C:0.85~1.05%、
Si:0.60~1.20%、
Mn:0.30~0.60%、
P:0.020%以下、
S:0.020%以下、
Al:0.050%以下、
N:0.020%以下、
O:0.0050%以下、
Cr:4.00~6.00%、
Mo:1.00~2.50%、
V:1.00~2.00%、
Cu:0.40%以下、及び、
Ni:0.30~0.60%、を含有し、
さらに、第1群及び第2群からなる群から選択される1種以上を含有し、
残部がFe及び不純物からなり、
式(1)及び式(2)を満たす。
[第1群]
Ti:0.050%以下、
Nb:0.050%以下、
B:0.0100%以下、
W:0.50%以下、及び、
Co:0.50%以下、からなる群から選択される1種以上
[第2群]
Sn:0.10%以下、
Sb:0.05%以下、
As:0.05%以下、
Zr:0.05%以下、
Bi:0.10%以下、
Se:0.10%以下、
Te:0.05%以下、
Pb:0.09%以下、
Ca:0.0050%以下、及び、
Mg:0.0050%以下、からなる群から選択される1種以上
C-0.25×V≦0.70 (1)
(3×V+Mo)/Cr≧1.00 (2)
ここで、式(1)及び式(2)中の各元素記号には、化学組成中の対応する元素の質量%での含有量が代入される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
焼結鉱の製造方法
3日前
個人
銅鉄合金の製造
3か月前
個人
高強度せん断補強筋用の鋼材
7か月前
宏幸株式会社
金属回収方法
7か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
銅合金
5日前
三菱マテリアル株式会社
切削工具
1か月前
古河電気工業株式会社
銅線
27日前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社神戸製鋼所
銅合金板
2か月前
日本製鉄株式会社
鋼材
7か月前
株式会社神戸製鋼所
ボルト用鋼
27日前
日本製鉄株式会社
線材
4か月前
日本製鉄株式会社
鋼線
4か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
6か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
1か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
大同メタル工業株式会社
摺動材料
3か月前
日本製鉄株式会社
ボルト
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
27日前
大同特殊鋼株式会社
放熱材料
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ