TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104909
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223086
出願日
2023-12-28
発明の名称
NC転造盤
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20250703BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
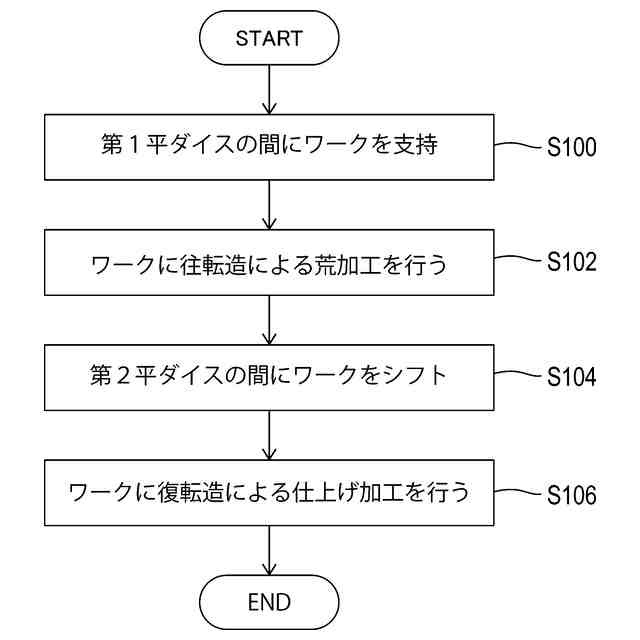
【課題】ワークに荒加工および仕上げ加工を行うNC転造盤において小型化を図ることができるNC転造盤を提供する。
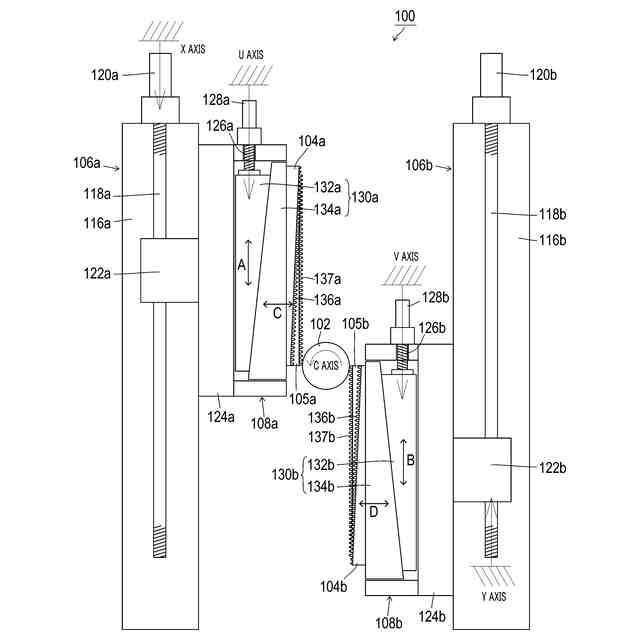
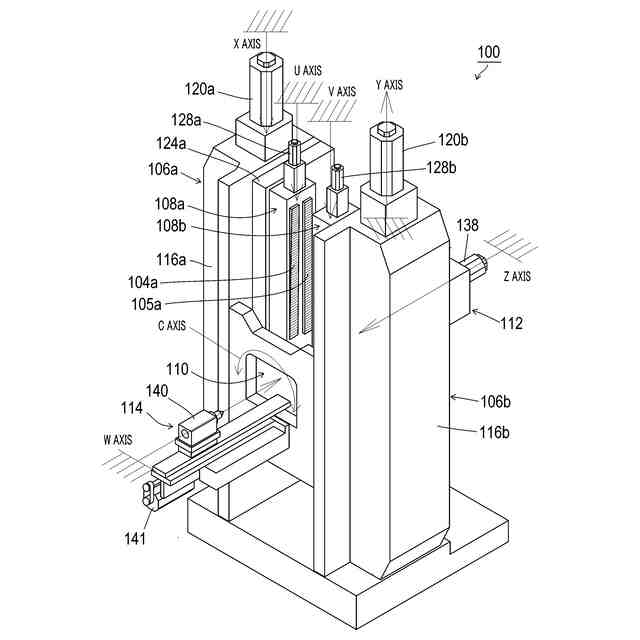
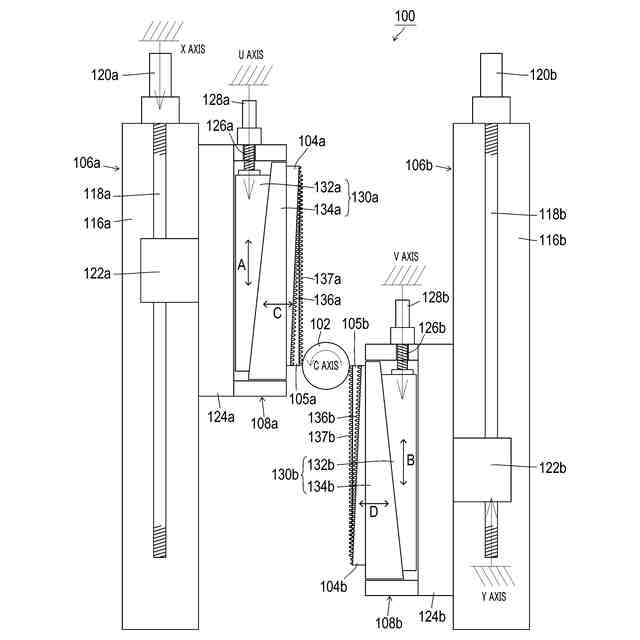
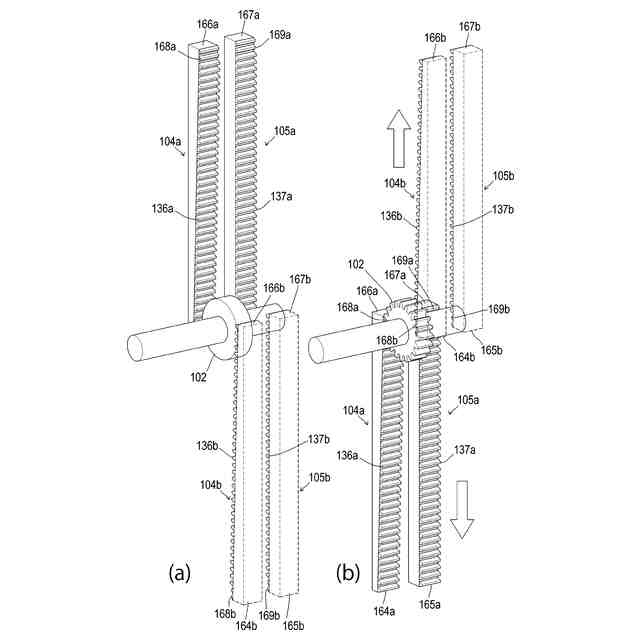
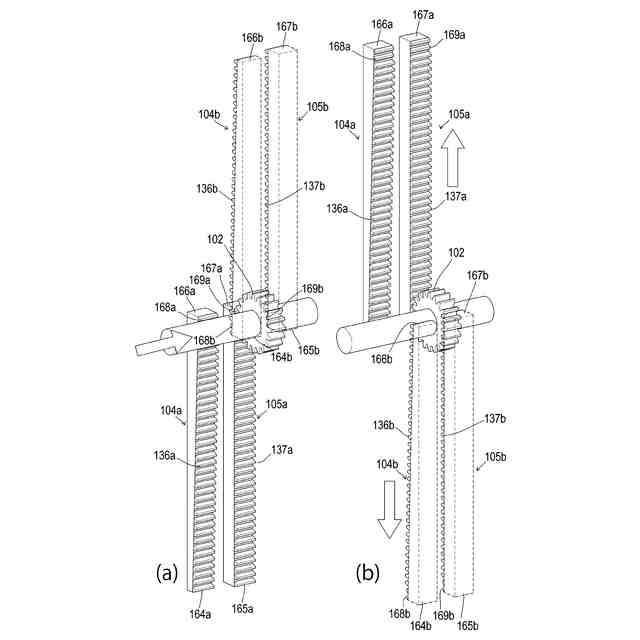
【解決手段】NC転造盤100は、荒加工用の一対の第1平ダイス104a、104bと、第1平ダイスに並列に隣接して配置された仕上げ加工用の一対の第2平ダイス105a、105bと、一方の第1および第2平ダイスと他方の第1および第2平ダイスとを互いに並行方向かつ逆方向に移動させるラック駆動機構106a、106bと、第1平ダイスと第2平ダイスとの間に、ワークを回転させ、ワークの両端を回転可能に支持しかつワークをシフトさせる各機構110、112、114と、数値制御部148とを備え、数値制御部は、ラック駆動機構を含む各機構を制御し、第1平ダイスの間にワークを支持し、第1平ダイスによってワークに荒加工を行い、第2平ダイスの間に荒加工後のワークをシフトし、第2平ダイスによってワークに仕上げ加工を行う。
【選択図】図2
特許請求の範囲
【請求項1】
ワークに歯車形状を転造するNC転造盤において、
互いに対向する荒加工用の一対の第1平ダイスと、
前記一対の第1平ダイスに並列に隣接して配置され、互いに対向する仕上げ加工用の一対の第2平ダイスと、
一方の前記第1および第2平ダイスと他方の前記第1および第2平ダイスとを互いに並行方向かつ逆方向に移動させる2つのラック駆動機構と、
前記一対の第1平ダイスと前記一対の第2平ダイスとの間に、前記ワークを回転させるワーク回転機構と、
前記ワークの両端を回転可能に支持し、かつ前記ワークをシフトさせるヘッドストック駆動機構およびテールストック駆動機構と、
前記ラック駆動機構、前記ワーク回転機構、前記ヘッドストック駆動機構および前記テールストック駆動機構の動作を制御する数値制御部と、を備え、
前記数値制御部は、
前記ヘッドストック駆動機構および前記テールストック駆動機構を制御して前記一対の第1平ダイスの間に前記ワークを支持し、
前記ワーク回転機構および前記ラック駆動機構を制御して前記一対の第1平ダイスによって前記ワークに荒加工を行い、
前記ヘッドストック駆動機構および前記テールストック駆動機構を制御して前記一対の第2平ダイスの間に、荒加工後の前記ワークをシフトし、
前記ワーク回転機構および前記ラック駆動機構を制御して前記一対の第2平ダイスによって前記ワークに仕上げ加工を行うことを特徴とするNC転造盤。
続きを表示(約 430 文字)
【請求項2】
前記一対の第1平ダイスおよび前記一対の第2平ダイスは、前記ワークをシフトする位置に形成された逃げ歯を有することを特徴とする請求項1に記載のNC転造盤。
【請求項3】
前記一対の第1平ダイスおよび前記一対の第2平ダイスを、前記並行方向に直交する離接方向に互いに移動させる2つのOPD調整機構を備え、
前記数値制御部は、
前記一対の第1平ダイスによる前記ワークの荒加工が終了したら、前記OPD調整機構の動作を制御して前記一対の第1平ダイスおよび前記一対の第2平ダイスの間隔を広げ、
前記ヘッドストック駆動機構および前記テールストック駆動機構を制御して前記一対の第2平ダイスの間に前記ワークをシフトし、
前記OPD調整機構の動作を制御して前記一対の第1平ダイスおよび前記一対の第2平ダイスの間隔を狭めることにより、前記一対の第2平ダイスで前記ワークを挟持することを特徴とする請求項1に記載のNC転造盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークに歯車形状を転造するNC転造盤に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
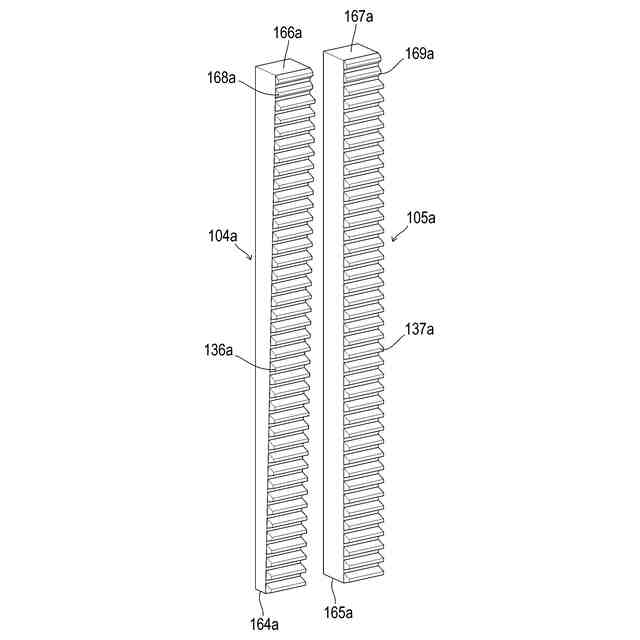
転造盤として、シャフトなどの軸状部品の被加工物(ワーク)の外周面に対して一対の転造用平ダイス(フォーミングラックとも称される)を押し付けながら転動させ、ダイス表面の歯型をワークに転写する構成が周知である。
【0003】
例えば特許文献1には、転造用平ダイスが記載されている。この転造用平ダイスは、食付き歯を有する荒加工用の第1のダイス部品と、仕上げ歯を有する仕上げ加工用の第2のダイス部品と、プレートとを有する。また第1のダイス部品および第2のダイス部品は、1列に配置された状態でプレートの上方に着脱可能に締結手段を用いて固定されている。
【先行技術文献】
【特許文献】
【0004】
特許第6268995号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし特許文献1の転造用平ダイスは、ワークの径が大きくなると、必要とされる歯数が増えるため、第1のダイス部品および第2のダイス部品からなる平ダイスの全長が長くなる。このため、この転造用平ダイスを適用した転造盤は、大型化してコストが高くなる。また縦型の転造盤では、大型化することで、ワークおよび平ダイスの取付位置が高くなり、作業性も低下してしまう。
【0006】
本発明は、このような課題に鑑み、ワークに荒加工および仕上げ加工を行うNC転造盤において小型化を図ることができるNC転造盤を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明にかかるNC転造盤の代表的な構成は、ワークに歯車形状を転造するNC転造盤において、互いに対向する荒加工用の一対の第1平ダイスと、一対の第1平ダイスに並列に隣接して配置され、互いに対向する仕上げ加工用の一対の第2平ダイスと、一方の第1および第2平ダイスと他方の第1および第2平ダイスとを互いに並行方向かつ逆方向に移動させる2つのラック駆動機構と、一対の第1平ダイスと一対の第2平ダイスとの間に、ワークを回転させるワーク回転機構と、ワークの両端を回転可能に支持し、かつワークをシフトさせるヘッドストック駆動機構およびテールストック駆動機構と、ラック駆動機構、ワーク回転機構、ヘッドストック駆動機構およびテールストック駆動機構の動作を制御する数値制御部と、を備え、数値制御部は、ヘッドストック駆動機構およびテールストック駆動機構を制御して一対の第1平ダイスの間にワークを支持し、ワーク回転機構およびラック駆動機構を制御して一対の第1平ダイスによってワークに荒加工を行い、ヘッドストック駆動機構およびテールストック駆動機構を制御して一対の第2平ダイスの間に、荒加工後のワークをシフトし、ワーク回転機構およびラック駆動機構を制御して一対の第2平ダイスによってワークに仕上げ加工を行うことを特徴とする。
【0008】
上記の一対の第1平ダイスおよび一対の第2平ダイスは、ワークをシフトする位置に形成された逃げ歯を有することが好ましい。
【0009】
上記の一対の第1平ダイスおよび一対の第2平ダイスを、並行方向に直交する離接方向に互いに移動させる2つのOPD調整機構を備え、数値制御部は、一対の第1平ダイスによるワークの荒加工が終了したら、OPD調整機構の動作を制御して一対の第1平ダイスおよび一対の第2平ダイスの間隔を広げ、ヘッドストック駆動機構およびテールストック駆動機構を制御して一対の第2平ダイスの間にワークをシフトし、OPD調整機構の動作を制御して一対の第1平ダイスおよび一対の第2平ダイスの間隔を狭めることにより、一対の第2平ダイスでワークを挟持することが好ましい。
【発明の効果】
【0010】
本発明によれば、ワークに荒加工および仕上げ加工を行うNC転造盤において小型化を図ることができるNC転造盤を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ