TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075116
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186054
出願日
2023-10-31
発明の名称
ニブラ
出願人
工機ホールディングス株式会社
代理人
個人
主分類
B21D
28/00 20060101AFI20250508BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】作業性のよいニブラを提供する。
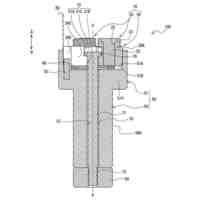
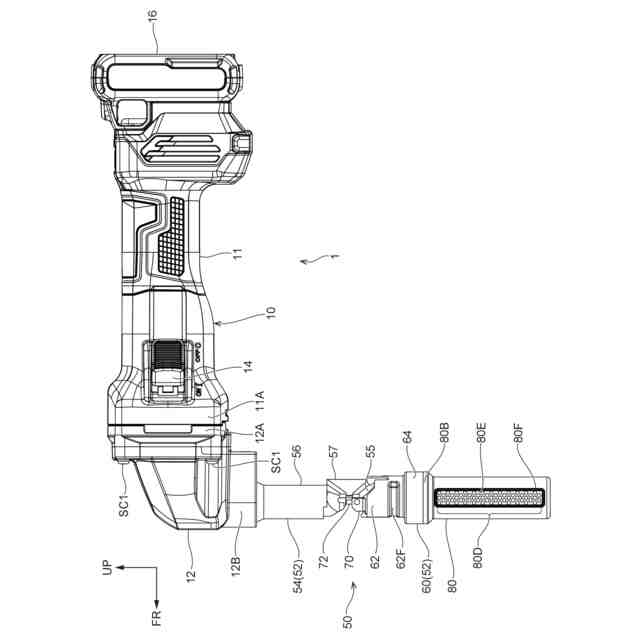
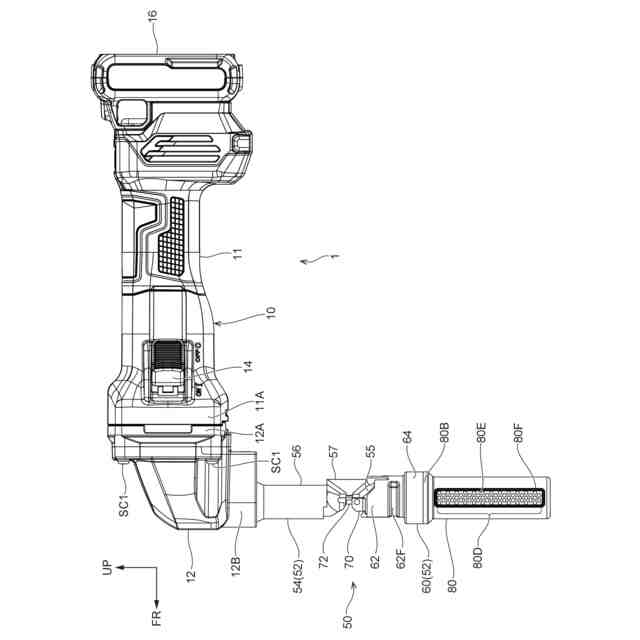
【解決手段】ニブラ1では、ダイホルダ52がギヤケース12から下側へ延出し、集塵ケース80が、ダイホルダ52のアタッチメント60に取付けられて、下側へ延出している。また、集塵ケース80が自重で変形しない剛性を有している。ここで、集塵ケース80の外径が、ダイホルダ52の外径の2倍以下に設定されている。具体的には、集塵ケース80の外径が、アタッチメント60の外径以下に設定されている。これにより、径方向における集塵ケース80の体格を小型化できると共に、ニブラ1の作業性を向上できる。
【選択図】図1
特許請求の範囲
【請求項1】
モータを収容するモータハウジングと、
前記モータハウジングの前側に配置されたギヤケースと、
上下方向を軸方向とする筒状に形成され、前記ギヤケースから下方側へ延出され、パンチが上下方向に移動可能に挿入されると共に、ダイを保持するダイホルダと、
前記ギヤケースに収容され、前記モータの駆動力を前記パンチに伝達する伝達機構と、
前記ダイホルダの下端部に接続され、前記上下方向を軸方向とする筒状に形成され、前記パンチ及び前記ダイによる切断加工時に生じる加工片を内部に収集する集塵部を有する集塵ケースと、
を備え、
前記集塵ケースは、水平とした場合でも、自身の軸方向が前記ダイホルダの延在方向に沿うように構成され、
前記集塵ケースの外径が、前記ダイホルダの外径の2倍以下であるニブラ。
続きを表示(約 960 文字)
【請求項2】
前記集塵部が前記ギヤケースの後端よりも前側に位置する請求項1に記載のニブラ。
【請求項3】
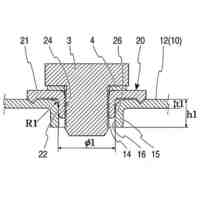
前記ダイホルダ及び前記集塵ケースの一方には、前記ダイホルダと前記集塵ケースとを連結するための雄ネジ部が形成され、
前記ダイホルダ及び前記集塵ケースの他方には、前記雄ネジ部に螺合される雌ネジ部が形成され、
前記集塵部が、上下方向から見て、前記雌ネジ部の内側に位置する請求項1に記載のニブラ。
【請求項4】
前記ダイホルダは、
上下方向に延在されたダイホルダ本体と、
前記ダイホルダ本体の下端部に着脱可能に取付けられた保持部材と、
を含んで構成されており、
前記集塵ケースが、前記保持部材に保持されている請求項1に記載のニブラ。
【請求項5】
前記保持部材は、ツールレスで前記ダイホルダ本体に着脱可能に取付けられている請求項4に記載のニブラ。
【請求項6】
前記保持部材は、爪部を有しており、
前記爪部が前記ダイホルダ本体に係合することで、前記保持部材の下方への移動が規制される請求項4に記載のニブラ。
【請求項7】
前記保持部材は、移動規制部を有しており、
前記移動規制部が前記ダイホルダ本体に当接することで、前記保持部材の上側への移動が規制される請求項6に記載のニブラ。
【請求項8】
前記保持部材は回転規制部を有しており、
前記回転規制部が前記ダイホルダ本体に当接することで、前記保持部材の前記ダイホルダ本体に対する上下方向を軸とする相対回転が規制される請求項6に記載のニブラ。
【請求項9】
前記爪部は、
前記保持部材の軸線に対して前側に位置する前爪部と、
前記軸線に対して後側に位置する後爪部と、
を含んで構成されており、
前記後爪部が、左右方向において前記軸線からオフセットした位置に位置している請求項6に記載のニブラ。
【請求項10】
前記集塵ケースは、前記集塵ケースの内部を視認可能にする視認窓を有している請求項1に記載のニブラ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ニブラに関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1に記載のニブラでは、装着具がダイホルダの下端部に装着され、集塵具が装着具に取付けられている。集塵具には、ペットボトル等が用いられており、ペットボトルの口元が装着具に取付けられる。これにより、集塵具が、ダイホルダの下側に配置され、ニブラの切断加工時に生じる加工片を、集塵具内に収集することができる。
【先行技術文献】
【特許文献】
【0003】
特開2005-21980号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記ニブラでは、集塵具の体格が比較的大型であるため、切断加工時の作業性が悪化する可能性ある。例えば、ニブラを用いて加工材に所定の抜き部を形成する場合には、ダイホルダを挿通させるための下穴を予め加工材に形成する。そして、当該下穴にダイホルダを挿入し、加工材をダイとパンチとの間に配置する。その後に、ニブラによって切断加工を施すことで、加工材に所定の抜き部を形成する。
【0005】
ここで、集塵具の体格が大型化すると、ダイホルダに取付けられた集塵具が下穴を通過することができない場合がある。この場合には、集塵具をダイホルダから取外し、ダイホルダを下穴に挿通させた後に、集塵具をダイホルダに取付ける必要がある。このため、切断加工時における作業が煩雑となり、ニブラの作業性が悪化する可能性がある。また、別の課題として、可撓性の集塵具(例えば布製の集塵袋)を利用する場合、ニブラの姿勢によっては集塵具の形状や位置が変化し、例えば下穴に通しづらくなったり、加工材に対して接触したりして作業性が悪化する可能性がある。また、別の課題として、集塵具の内部が加工片でいっぱいになってしまうと、加工片が溢れてしまったり、加工片を介して集塵具に加工時の負荷がかかることで集塵具が破損、変形したりしてしまい、作業性が低下してしまう可能性がある。また、別の課題として、ニブラによるパンチ加工の際は加工片が発熱するため、集塵具が熱によって破損、変形して作業性が悪化する可能性がある。
【0006】
本発明は、上記事実を考慮して、作業性のよいニブラを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の1又はそれ以上の実施形態は、モータを収容するモータハウジングと、前記モータハウジングの前側に配置されたギヤケースと、上下方向を軸方向とする筒状に形成され、前記ギヤケースから下方側へ延出され、パンチが上下方向に移動可能に挿入されると共に、ダイを保持するダイホルダと、前記ギヤケースに収容され、前記モータの駆動力を前記パンチに伝達する伝達機構と、前記ダイホルダの下端部に接続され、前記上下方向を軸方向とする筒状に形成され、前記パンチ及び前記ダイによる切断加工時に生じる加工片を内部に収集する集塵部を有する集塵ケースと、を備え、前記集塵ケースは、水平とした場合でも、自身の軸方向が前記ダイホルダの延在方向に沿うように構成され、前記集塵ケースの外径が、前記ダイホルダの外径の2倍以下であるニブラである。
【0008】
本発明の1又はそれ以上の実施形態は、前記集塵部が前記ギヤケースの後端よりも前側に位置するニブラである。
【0009】
本発明の1又はそれ以上の実施形態は、前記ダイホルダ及び前記集塵ケースの一方には、前記ダイホルダと前記集塵ケースとを連結するための雄ネジ部が形成され、前記ダイホルダ及び前記集塵ケースの他方には、前記雄ネジ部に螺合される雌ネジ部が形成され、前記集塵部が、上下方向から見て、前記雌ネジ部の内側に位置するニブラである。
【0010】
本発明の1又はそれ以上の実施形態は、前記ダイホルダは、上下方向に延在されたダイホルダ本体と、前記ダイホルダ本体の下端部に着脱可能に取付けられた保持部材と、を含んで構成されており、前記集塵ケースが、前記保持部材に保持されているニブラである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
27日前
個人
ヘッダー加工機
6か月前
株式会社不二越
NC転造盤
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社プロテリアル
熱間鍛造品の製造方法
今日
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
日鉄建材株式会社
成形装置
2か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社FTS
注入口の形成方法
1日前
フジテック株式会社
金属棒曲げ工具
2か月前
ユニプレス株式会社
プレス加工装置
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
株式会社三明製作所
転造装置
3か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社アマダ
プレスブレーキ
4か月前
株式会社アマダ
皿モミ加工方法
6日前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
株式会社TMEIC
制御システム
5か月前
オーエスジー株式会社
転造工具ユニット
7日前
東陽建設工機株式会社
鉄筋曲機
1か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ