TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025107787
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001220
出願日
2024-01-09
発明の名称
プレスブレーキ及びプレスブレーキ制御方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/02 20060101AFI20250714BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板金の曲げ加工するときの加工時間を短縮することができるプレスブレーキを提供する。
【解決手段】制御装置は、板金Wが仮曲げ角度に曲げられた後の板金Wのスプリングバック量を算出するための除荷期間において、上部テーブルを1またはそれ以上の段階で上昇させるようテーブル昇降機構を制御して板金Wを除荷する。制御装置は、1またはそれ以上の段階における最新の段階と、板金Wを除荷する前の板金Wを所定の角度に曲げた時点または1またはそれ以上の段階における直前の段階とで、第1の角度センサ21Fが計測した第1のフランジWffの角度または第2の角度センサ21Rが計測した第2のフランジWrfの角度の変化量または変化率に基づいて、板金Wの除荷が完了しているか否かを判定する。
【選択図】図3
特許請求の範囲
【請求項1】
パンチを装着する上部テーブルと、
ダイを装着する下部テーブルと、
前記上部テーブルまたは前記下部テーブルを昇降させるテーブル昇降機構と、
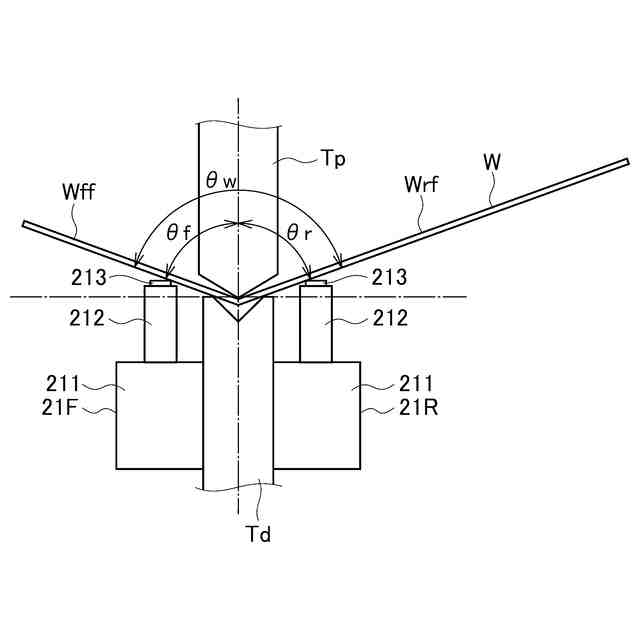
板金を前記パンチと前記ダイとで挟んだ状態で、前記テーブル昇降機構によって前記上部テーブルまたは前記下部テーブルを昇降させて前記板金を曲げるときの、前記板金の前記パンチ及び前記ダイよりも前方側の第1のフランジの角度を計測する第1の角度センサ、及び前記板金の前記パンチ及び前記ダイよりも後方側の第2のフランジの角度を計測する第2の角度センサと、
前記第1及び第2の角度センサが計測した前記第1及び第2のフランジの角度に基づいて前記板金の曲げ角度を算出し、前記テーブル昇降機構による前記上部テーブルまたは前記下部テーブルの昇降を制御する制御装置と、
を備え、
前記制御装置は、
前記上部テーブルを下降させるか前記下部テーブルを上昇させるよう前記テーブル昇降機構を制御して前記板金を所定の角度に曲げた後に、前記上部テーブルを1またはそれ以上の段階で上昇させるか前記下部テーブルを1またはそれ以上の段階で下降させるよう前記テーブル昇降機構を制御して前記板金を除荷するとき、
前記1またはそれ以上の段階における最新の段階と、前記板金を除荷する前の前記板金を所定の角度に曲げた時点または前記1またはそれ以上の段階における直前の段階とで、前記第1の角度センサが計測した前記第1のフランジの角度または前記第2の角度センサが計測した前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する
プレスブレーキ。
続きを表示(約 1,300 文字)
【請求項2】
前記制御装置は、前記板金を目標曲げ角度よりも広い所定の仮曲げ角度に曲げる仮曲げ期間に続く、前記仮曲げ角度に曲げられた前記板金のスプリングバック量を算出するための除荷期間において、前記第1のフランジの角度または前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する請求項1に記載のプレスブレーキ。
【請求項3】
前記制御装置は、前記板金を目標曲げ角度に曲げる追い込み期間に続く、前記板金の最終的な曲げ角度を算出する最終角度計測期間において、前記第1のフランジの角度または前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する請求項1または2に記載のプレスブレーキ。
【請求項4】
パンチを装着する上部テーブルと、ダイを装着する下部テーブルと、前記上部テーブルまたは前記下部テーブルを昇降させるテーブル昇降機構と、板金を前記パンチと前記ダイとで挟んだ状態で、前記テーブル昇降機構によって前記上部テーブルまたは前記下部テーブルを昇降させて前記板金を曲げるときの、前記板金の前記パンチ及び前記ダイよりも前方側の第1のフランジの角度を計測する第1の角度センサ、及び前記板金の前記パンチ及び前記ダイよりも後方側の第2のフランジの角度を計測する第2の角度センサとを備えるプレスブレーキを制御する制御装置が、
前記上部テーブルを下降させるか前記下部テーブルを上昇させるよう前記テーブル昇降機構を制御して前記板金を所定の角度に曲げた後に、前記上部テーブルを1またはそれ以上の段階で上昇させるか前記下部テーブルを1またはそれ以上の段階で下降させるよう前記テーブル昇降機構を制御して前記板金を除荷するとき、
前記1またはそれ以上の段階における最新の段階と、前記板金を除荷する前の前記板金を所定の角度に曲げた時点または前記1またはそれ以上の段階における直前の段階とで、前記第1の角度センサが計測した前記第1のフランジの角度または前記第2の角度センサが計測した前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する
プレスブレーキ制御方法。
【請求項5】
前記制御装置は、前記板金を目標曲げ角度よりも広い所定の仮曲げ角度に曲げる仮曲げ期間に続く、前記仮曲げ角度に曲げられた前記板金のスプリングバック量を算出するための除荷期間において、前記第1のフランジの角度または前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する請求項4に記載のプレスブレーキ制御方法。
【請求項6】
前記制御装置は、前記板金を目標曲げ角度に曲げる追い込み期間に続く、前記板金の最終的な曲げ角度を算出する最終角度計測期間において、前記第1のフランジの角度または前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定する請求項4または5に記載のプレスブレーキ制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレスブレーキ及びプレスブレーキ制御方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
プレスブレーキは、パンチを装着する上部テーブルとダイを装着する下部テーブルとを備え、上部テーブルを下部テーブルへと下降させて、ダイの上に配置された板金をパンチとダイとで挟んで曲げる(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第4280332号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
プレスブレーキによって板金を目標曲げ角度に曲げても、スプリングバックによって曲げられた板金の曲げ角度は目標曲げ角度よりも広くなる。そこで、板金を目標曲げ角度に曲げるためには、板金を、スプリングバック量を考慮して目標曲げ角度よりも狭い曲げ角度で曲げる必要がある。
【0005】
このように、プレスブレーキによって板金を所望の目標曲げ角度に曲げるためには、スプリングバック量の算出のための除荷動作が必要となる。スプリングバック量の算出のための除荷期間は、板金の曲げを開始してから曲げを完了するまでの一連の工程内で、板金を実際に曲げ加工するのに要する時間以外の付加的な時間の1つである。一連の工程内で、他の付加的な時間が必要となることもある。このような板金を曲げ加工する一連の工程内の付加的な時間は一連の工程よりなる加工時間を長くする要因となる。板金を曲げ加工するときの加工時間をできるだけ短縮することが望まれている。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の第1の態様は、パンチを装着する上部テーブルと、ダイを装着する下部テーブルと、前記上部テーブルまたは前記下部テーブルを昇降させるテーブル昇降機構と、板金を前記パンチと前記ダイとで挟んだ状態で、前記テーブル昇降機構によって前記上部テーブルまたは前記下部テーブルを昇降させて前記板金を曲げるときの、前記板金の前記パンチ及び前記ダイよりも前方側の第1のフランジの角度を計測する第1の角度センサ、及び前記板金の前記パンチ及び前記ダイよりも後方側の第2のフランジの角度を計測する第2の角度センサと、前記第1及び第2の角度センサが計測した前記第1及び第2のフランジの角度に基づいて前記板金の曲げ角度を算出し、前記テーブル昇降機構による前記上部テーブルまたは前記下部テーブルの昇降を制御する制御装置とを備え、前記制御装置は、前記上部テーブルを下降させるか前記下部テーブルを上昇させるよう前記テーブル昇降機構を制御して前記板金を所定の角度に曲げた後に、前記上部テーブルを1またはそれ以上の段階で上昇させるか前記下部テーブルを1またはそれ以上の段階で下降させるよう前記テーブル昇降機構を制御して前記板金を除荷するとき、前記1またはそれ以上の段階における最新の段階と、前記板金を除荷する前の前記板金を所定の角度に曲げた時点または前記1またはそれ以上の段階における直前の段階とで、前記第1の角度センサが計測した前記第1のフランジの角度または前記第2の角度センサが計測した前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定するプレスブレーキを提供する。
【0007】
1またはそれ以上の実施形態の第2の態様は、パンチを装着する上部テーブルと、ダイを装着する下部テーブルと、前記上部テーブルまたは前記下部テーブルを昇降させるテーブル昇降機構と、板金を前記パンチと前記ダイとで挟んだ状態で、前記テーブル昇降機構によって前記上部テーブルまたは前記下部テーブルを昇降させて前記板金を曲げるときの、前記板金の前記パンチ及び前記ダイよりも前方側の第1のフランジの角度を計測する第1の角度センサ、及び前記板金の前記パンチ及び前記ダイよりも後方側の第2のフランジの角度を計測する第2の角度センサとを備えるプレスブレーキを制御する制御装置が、前記上部テーブルを下降させるか前記下部テーブルを上昇させるよう前記テーブル昇降機構を制御して前記板金を所定の角度に曲げた後に、前記上部テーブルを1またはそれ以上の段階で上昇させるか前記下部テーブルを1またはそれ以上の段階で下降させるよう前記テーブル昇降機構を制御して前記板金を除荷するとき、前記1またはそれ以上の段階における最新の段階と、前記板金を除荷する前の前記板金を所定の角度に曲げた時点または前記1またはそれ以上の段階における直前の段階とで、前記第1の角度センサが計測した前記第1のフランジの角度または前記第2の角度センサが計測した前記第2のフランジの角度の変化量または変化率に基づいて、前記板金の除荷が完了しているか否かを判定するプレスブレーキ制御方法を提供する。
【発明の効果】
【0008】
1またはそれ以上の実施形態に係るプレスブレーキ及びプレスブレーキ制御方法によれば、板金を曲げ加工するときの加工時間を短縮することができる。
【図面の簡単な説明】
【0009】
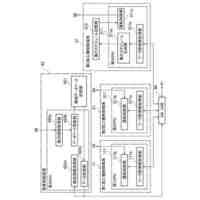
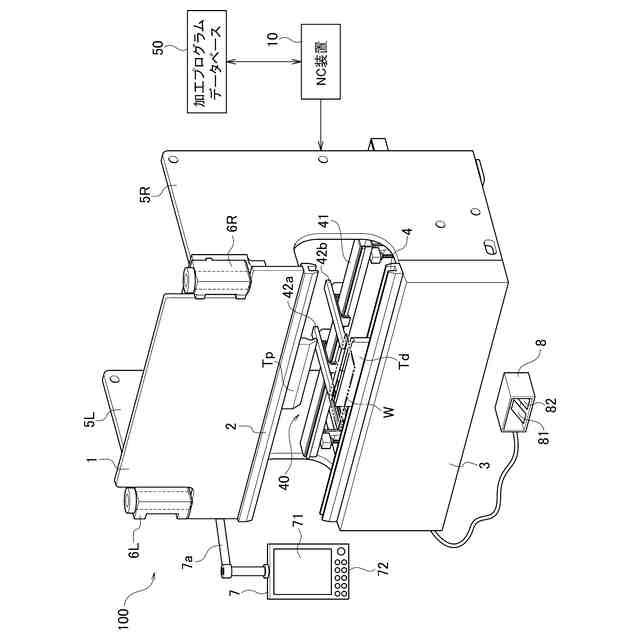
図1は、1またはそれ以上の実施形態に係るプレスブレーキの全体構成を示す図である。
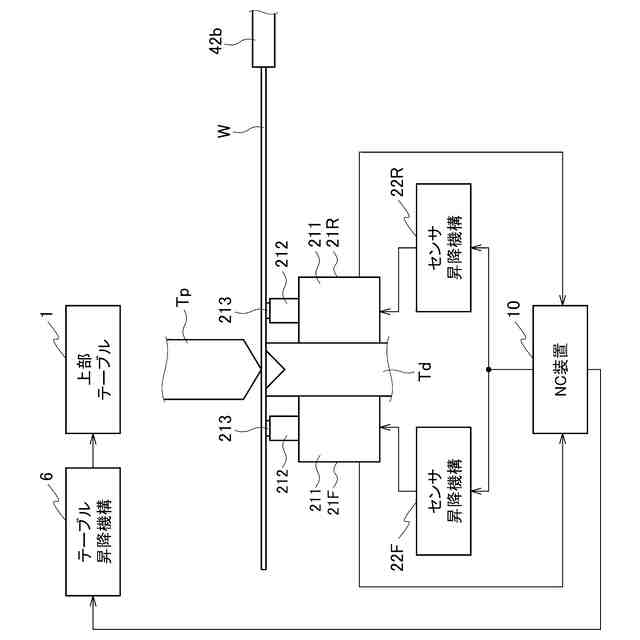
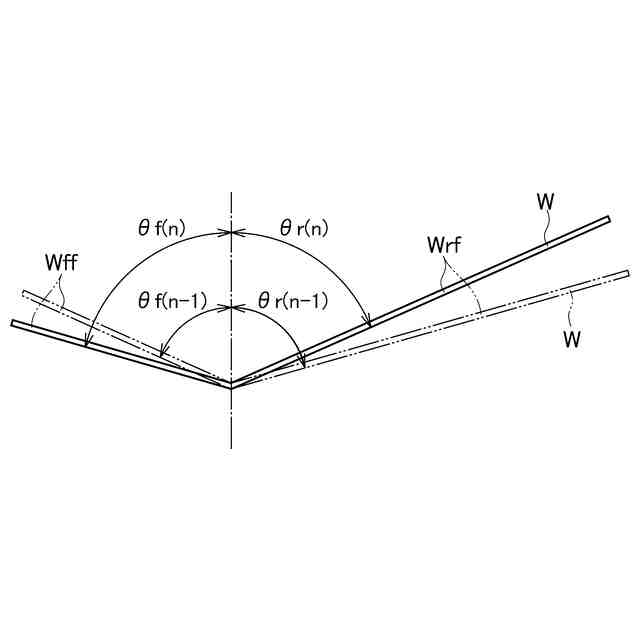
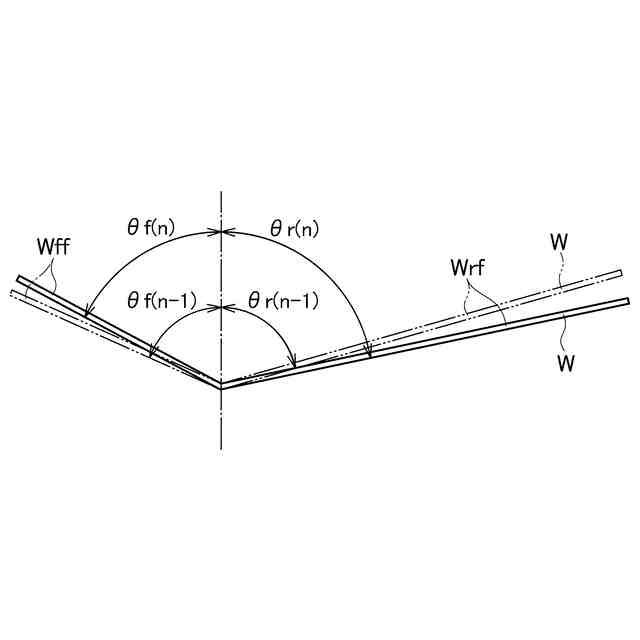
図2は、1またはそれ以上の実施形態に係るプレスブレーキが備える角度センサの構成例を示す図である。
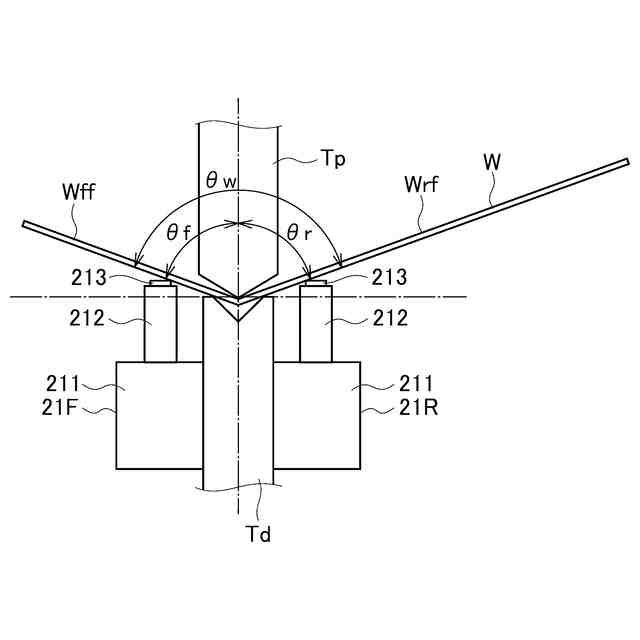
図3は、図2に示す角度センサが検出する板金の角度を示す図である。
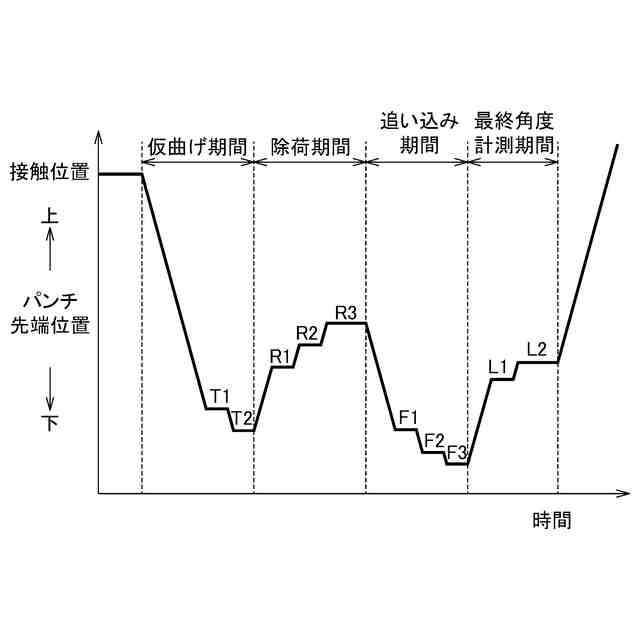
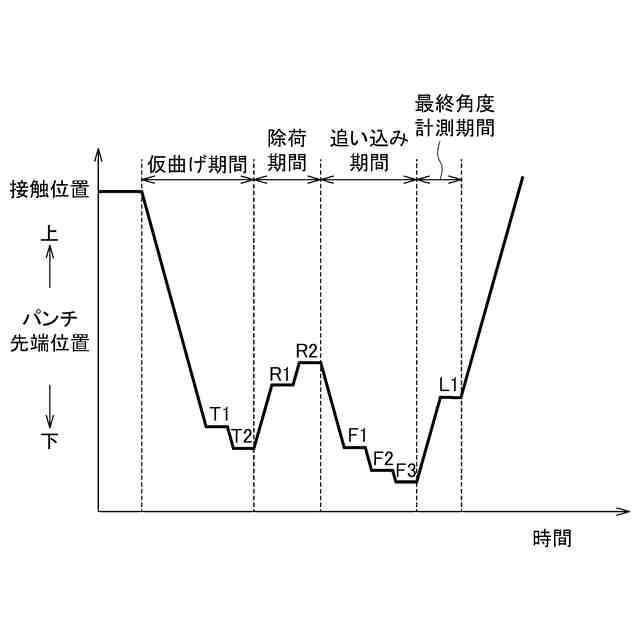
図4は、1またはそれ以上の実施形態に係るプレスブレーキが備えるNC装置による制御動作の一例であり、板金を実際に曲げ加工するのに要する時間以外の付加的な時間を、1またはそれ以上の実施形態に係るプレスブレーキが実行する特有の時間短縮方法によって短縮させていない状態を示す図である。
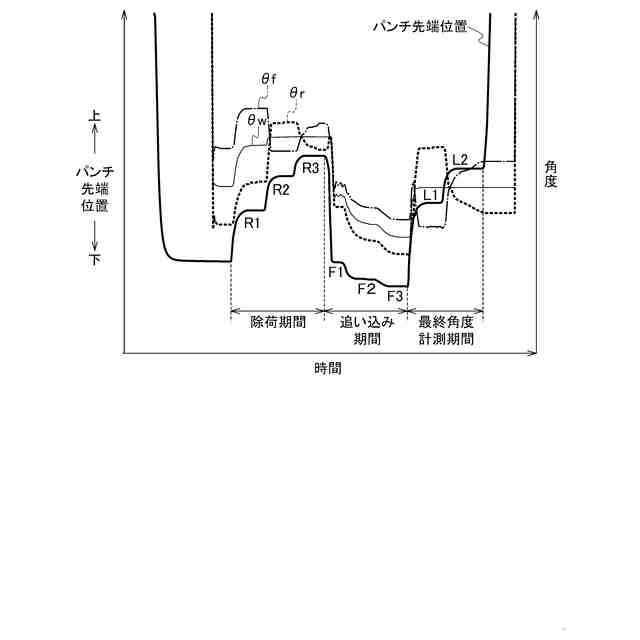
図5は、NC装置が板金を曲げ加工するために上部テーブルを下降及び上昇させるようテーブル昇降機構を制御したときの、パンチの先端の位置、前方フランジ及び後方フランジの角度、板金の曲げ角度の実測値の一例を示す図である。
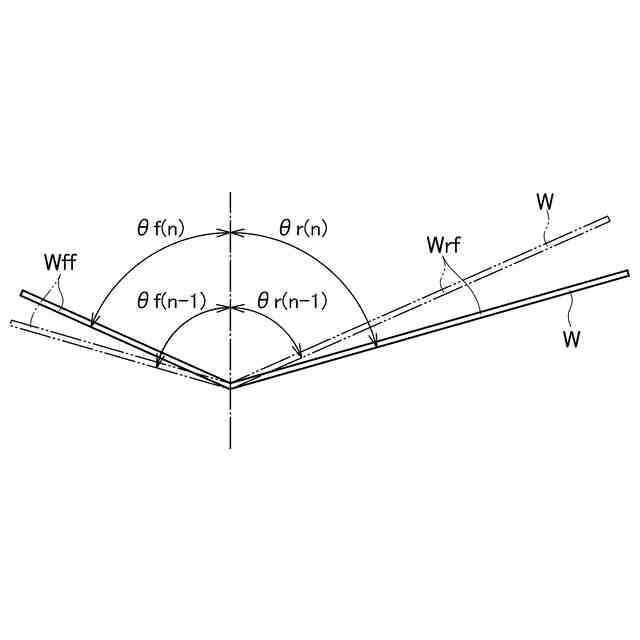
図6Aは、曲げられている板金が除荷によって前方側により傾いた状態から後方側により傾いた状態へと変化した状態を示す概念図である。
図6Bは、曲げられている板金が除荷によって後方側により傾いた状態から前方側により傾いた状態へと変化した状態を示す概念図である。
図6Cは、曲げられている板金が除荷によって後方側により傾いた状態からさらに後方側へと傾きが増加するように変化した状態を示す概念図である。
図7は、1またはそれ以上の実施形態に係るプレスブレーキが備えるNC装置による制御動作の一例であり、板金を実際に曲げ加工するのに要する時間以外の付加的な時間を、1またはそれ以上の実施形態に係るプレスブレーキが実行する特有の時間短縮方法によって短縮させた状態を示す図である。
図8は、1またはそれ以上の実施形態に係るプレスブレーキの動作及び1またはそれ以上の実施形態に係るプレスブレーキ制御方法を示すフローチャートである。
図9は、図8のステップS3及びS8の具体的な処理を示すフローチャートである。
図10は、1またはそれ以上の実施形態に係るプレスブレーキが備えるNC装置による制御動作の好ましい第1の例を示す図である。
図11は、1またはそれ以上の実施形態に係るプレスブレーキが備えるNC装置による制御動作の好ましい第2の例を示す図である。
図12は、1またはそれ以上の実施形態に係るプレスブレーキが備えるNC装置による制御動作の好ましい第3の例を示す図である。
【発明を実施するための形態】
【0010】
以下、1またはそれ以上の実施形態に係るプレスブレーキ及びプレスブレーキ制御方法について、添付図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
4日前
株式会社アマダ
工作機械制御装置
4日前
株式会社アマダ
見積り作成システム
5日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
11日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
4日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
6日前
個人
ヘッダー加工機
4か月前
株式会社不二越
NC転造盤
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
24日前
株式会社アマダ
曲げ金型
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
日鉄建材株式会社
成形装置
3日前
株式会社トラバース
パンチング加工装置
5か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社三明製作所
転造装置
1か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
フジテック株式会社
金属棒曲げ工具
5日前
株式会社不二越
転造加工用平ダイス
6か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
株式会社アマダ
プレスブレーキ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ