TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103360
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220709
出願日
2023-12-27
発明の名称
板材保護シートの剥離用金型
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
28/36 20060101AFI20250702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板材保護シートに剥離用の切り込みを入れる際に板材表面への傷つきを防止し得る板材保護シートの剥離用金型を提供する。
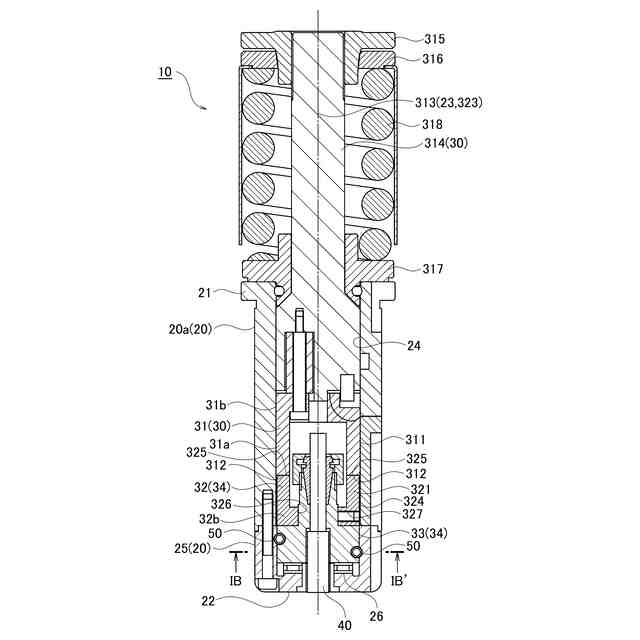
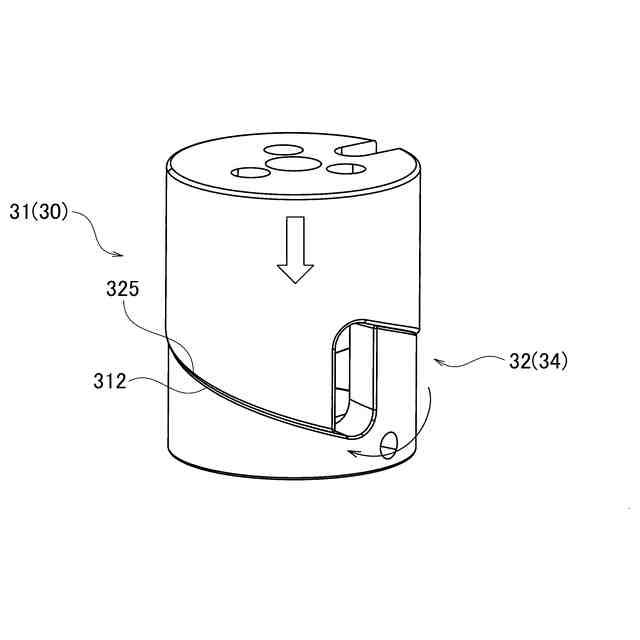
【解決手段】板材保護シートの剥離用金型10は、円筒形状の本体部20aと本体部20aの端部に着脱可能に取付けられるボトムホルダ25とを備えるパンチガイド20と、パンチガイド20の内部にパンチガイド20の円筒軸23に沿う軸方向に移動自在に配置されるパンチボディ30と、シート剥離用工具40が装着される工具ホルダ34とを備える。工具ホルダ34は、パンチボディ30の、前記軸方向に沿う直線運動を回転運動に変換することで、パンチガイド20の円筒軸23を回転軸として回転するように構成されている。
【選択図】図1A
特許請求の範囲
【請求項1】
円筒形状の本体部と前記本体部の端部に着脱可能に取付けられるボトムホルダとを備えるパンチガイドと、
前記パンチガイドの内部に前記パンチガイドの円筒軸に沿う軸方向に移動自在に配置されるパンチボディと、
シート剥離用工具が装着される工具ホルダとを備え、
前記工具ホルダが、前記パンチボディの前記軸方向に沿う直線運動を回転運動に変換することで、前記パンチガイドの円筒軸を回転軸として回転するように構成されている、板材保護シートの剥離用金型。
続きを表示(約 620 文字)
【請求項2】
前記パンチガイドの内部には、付勢力で前記パンチガイドの周方向に前記工具ホルダが付勢されるように弾性部材が配置されており、
前記パンチボディが前記パンチガイドの一端部の側から他端部の側に移動すると、前記工具ホルダが前記弾性部材による付勢力に抗して回転する、請求項1に記載の板材保護シートの剥離用金型。
【請求項3】
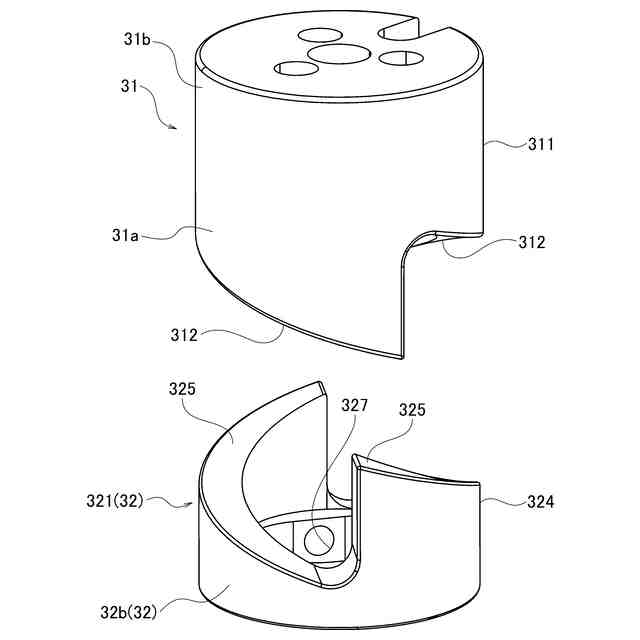
前記パンチボディが、円筒部を有する第1部材を備え、
前記工具ホルダが、円筒部を有する第2部材を備え、
前記第1部材の円筒部の端面と、前記第2部材の円筒部の端面とは、前記軸方向で互いに対向している請求項1又は2に記載の板材保護シートの剥離用金型。
【請求項4】
前記第1部材の円筒部の前記端面に、前記第1部材の円筒軸の軸方向に突出し周方向に沿って延びるカム面を備え、
前記第2部材の円筒部の前記端面には、前記カム面に対して摺動可能に当接する当接部が設けられている、請求項3に記載の板材保護シートの剥離用金型。
【請求項5】
前記カム面が、各周方向位置で前記第1部材の円筒軸に垂直な面に対して所定の傾斜角で傾斜した傾斜面であり、
前記当接部は、前記第2部材の円筒部の周方向に沿って延びて各周方向位置で前記第2部材の円筒軸に垂直な面に対して傾斜した傾斜面で形成されている、請求項4に記載の板材保護シートの剥離用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材保護シートの剥離用金型に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、タレットパンチプレスに装着可能である板材保護用シートのカット金型として、特許文献1の板材保護用シートのカット金型が知られている。このカット金型は、下端部に刃先が下向きとなるように切断刃を着脱自在に設けた上金型と、平坦な上面を有する下金型とを備える。このカット金型によれば、前記切断刃で板材表面に貼られた保護用シートをカットすることで板材表面に貼られた保護用シートの所望個所に予め切込操作ができる、とされている。
【先行技術文献】
【特許文献】
【0003】
特開2000-24991号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ただし、このようなカット金型では、保護用シートに剥離するための切り込みを入れる際、切断刃と板材上の保護用シートとの接触面積が狭くなるため、切込操作中に接触箇所に圧力が集中して板材が傷付く恐れがあった。また、切り込みを入れることは出来ても、保護用シートが板材表面に密着したままになって剥離作業が困難になる恐れがあった。
【課題を解決するための手段】
【0005】
1又はそれ以上の実施形態の一態様に係る板材保護シートの剥離用金型は、円筒形状の本体部と前記本体部の端部に着脱可能に取付けられるボトムホルダとを備えるパンチガイドと、前記パンチガイドの内部に前記パンチガイドの円筒軸に沿う軸方向に移動自在に配置されるパンチボディと、シート剥離用工具が装着される工具ホルダとを備える。前記工具ホルダは、前記パンチボディの前記軸方向に沿う直線運動を回転運動に変換することで、前記パンチガイドの円筒軸を回転軸として回転するように構成されている。
【0006】
1又はそれ以上の実施形態に係る板材保護シートの剥離用金型によれば、シート剥離用工具が保護シートに進入し工具ホルダの回転に伴い保護シートを剥離する。この剥離した保護シートの一部は材料表面に密着しない状態になるため、その後の手作業による保護シートの剥離が容易になる。さらに、保護シートを剥離する工程における板材の表面への傷つきを防止することができる。
【図面の簡単な説明】
【0007】
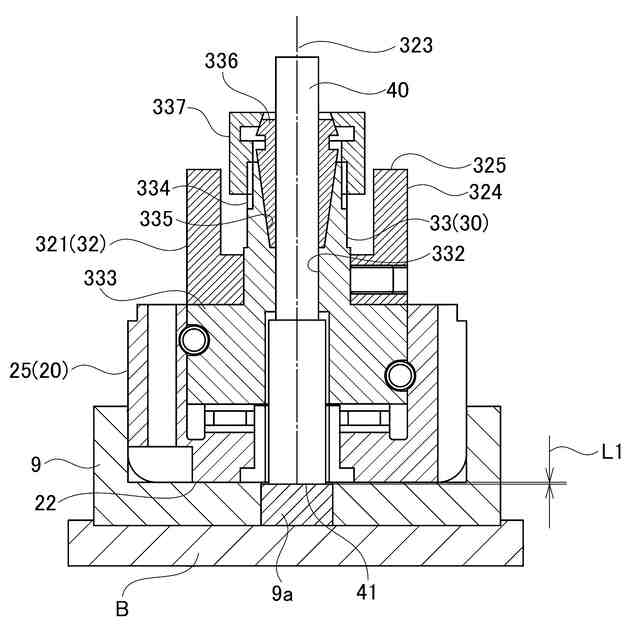
図1Aは、一実施形態に係る、板材保護シートの剥離用金型の円筒軸を含む断面図である。
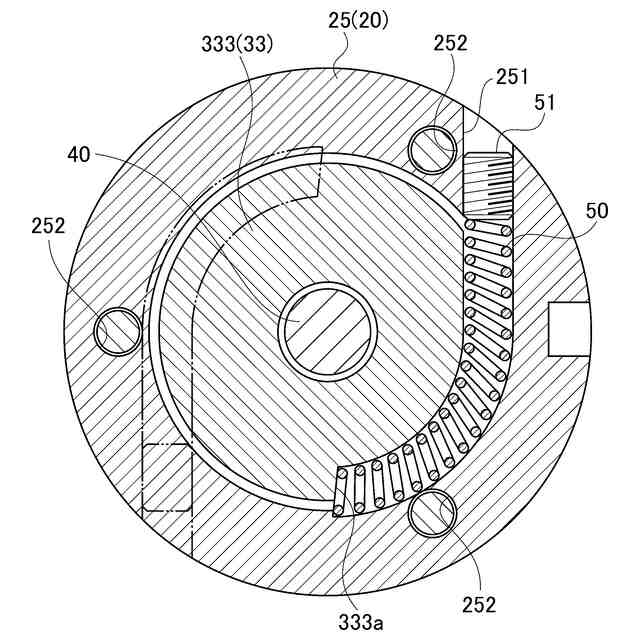
図1Bは、図1AにIB-IB′で示した位置における、板材保護シートの剥離用金型の円筒軸に垂直な面の断面図である。
図2は、パンチボディの第1部材及び工具ホルダの第2部材を示した分解斜視図である。
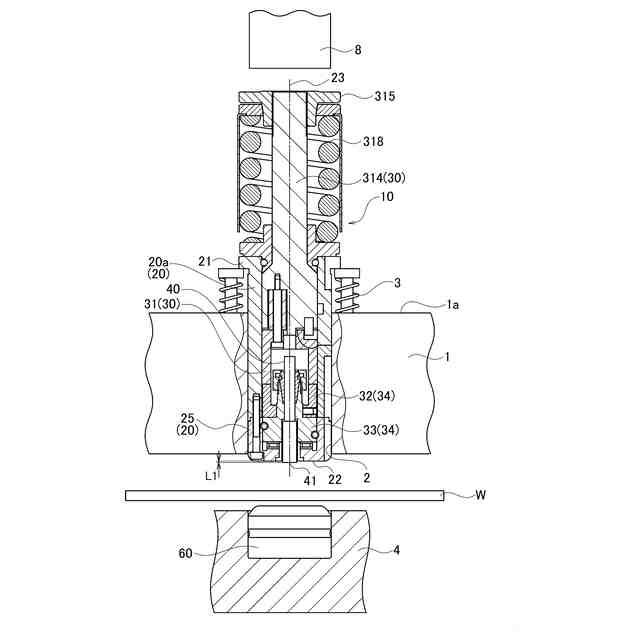
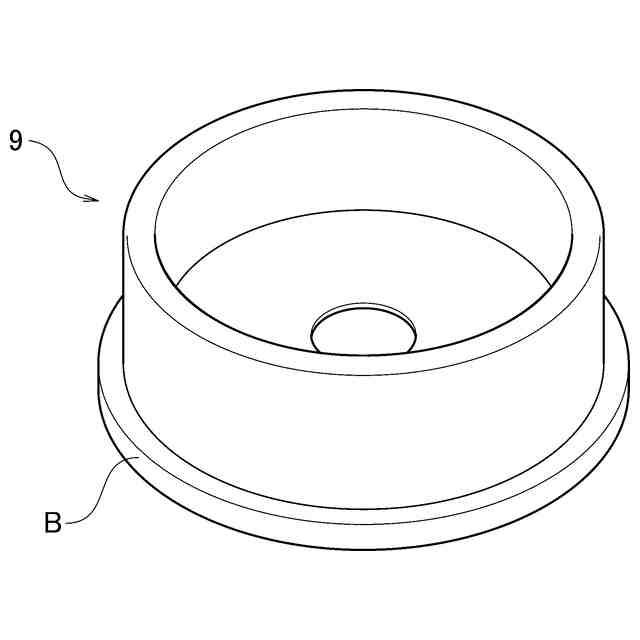
図3は、一実施形態に係るパンチプレスのパンチ金型、ワーク、及びワーク載置用用のダイを示した断面図である。
図4Aは、パンチボディの第1部材及び工具ホルダの第2部材で構成されたカム機構におけるシート剥離開始時の第1部材と第2部材との動作を模式的に示した説明図である。
図4Bは、前記カム機構におけるシート剥離完了前の第1部材と第2部材との動作を模式的に示した説明図である。
図5Aは、ボトムホルダからのシート剥離用工具の先端の突出を所定量とするために、ボトムホルダ及び第2部材を、治具に挿入した状態を示す断面説明図である。
図5Bは、図5Aに示された治具のみを示した斜視図である。
図6は、一実施形態におけるパンチボディの第1部材に組み合わせ得る工具ホルダの第2部材の一変更例の斜視図である。
図7は、一実施形態におけるパンチボディの第1部材に組み合わせ得る工具ホルダの第2部材の他の変更例の斜視図である。
図8は、一実施形態におけるパンチボディの第1部材に組み合わせ得る工具ホルダの第2部材のさらに他の変更例の斜視図である。
図9Aは、一実施形態の変更例に係る、パンチボディの第1部材又は工具ホルダの第2部材に用い得る、内周面にスロット溝が形成された円筒形状の部材の斜視図である。
図9Bは、一実施形態の変更例に係る、図9Aに示された前記円筒形状の部材と組み合わせて工具ホルダの第2部材又はパンチボディの第1部材に用い得る、外周面に突起が形成された円筒形状の部材の斜視図である。
図10Aは、一実施形態の変更例に係る、パンチボディの第1部材又は工具ホルダの第2部材に用い得る、内周面に突起が形成された円筒形状の部材の斜視図である。
図10Bは、一実施形態の変更例に係る、図10Aに示された前記円筒形状の部材と組み合わせて工具ホルダの第2部材又はパンチボディの第1部材に用い得る、外周面にスロット溝が形成された円筒形状の部材の斜視図である。
【発明を実施するための形態】
【0008】
以下、本実施形態の板材保護シートの剥離用金型を、図面に基づいて説明する。なお、同一の機能や構成には、同一又は類似の符号を付して、その説明を適宜省略する。
【0009】
図3に示すように、本実施形態に係る板材保護シートの剥離用金型10は、板状のワークWを保護するためにワークWの表面に貼付されたシートを、ワークWから剥離するための金型である。板材保護シートの剥離用金型10は、例えばタレットパンチプレス(図示省略)等のパンチプレスにおける上部タレット等の上型ホルダ1に対して着脱可能にかつ上下動自在に支持される。
【0010】
なお、本実施形態において、上下動とは、図3に示すように、上型ホルダ1に金型が装着された状態で打圧される鉛直方向の上下動である。また、上方向、下方向等の記載も同様に、上型ホルダ1に装着された状態の金型における鉛直方向の上方、下方である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
9日前
株式会社アマダ
曲げ金型
1か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社不二越
転造加工用平ダイス
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社TMEIC
制御システム
3か月前
株式会社エナテック
製品分離システム
6か月前
株式会社TMEIC
誘導加熱装置
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
19日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































