TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024156288
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2023070631
出願日
2023-04-24
発明の名称
加工システム
出願人
日伸工業株式会社
代理人
個人
,
個人
主分類
B21D
43/00 20060101AFI20241029BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工装置による加工の流れの中で加工品(検査対象品)の両面を検査することができる加工システムを提供すること。
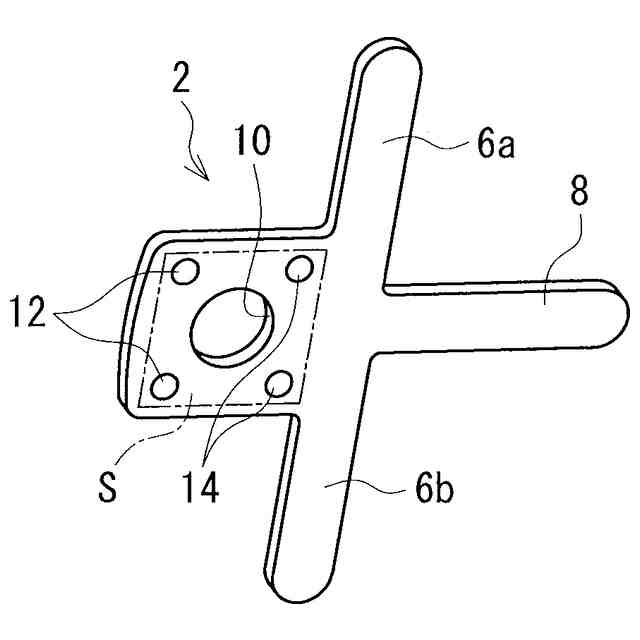
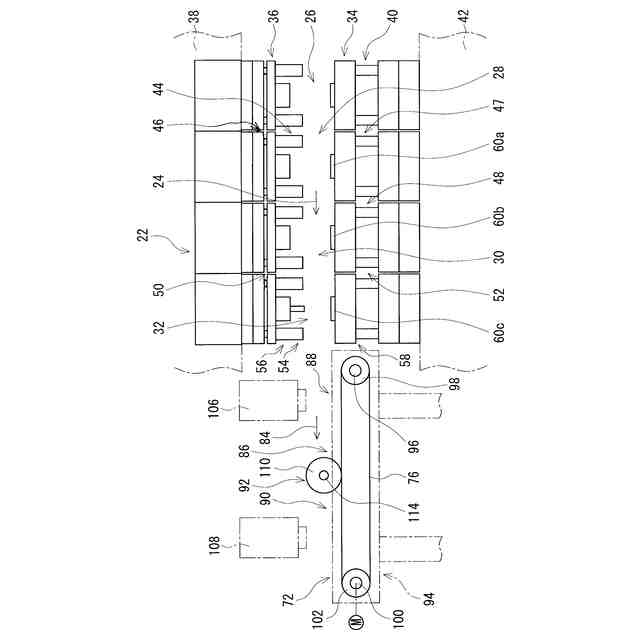
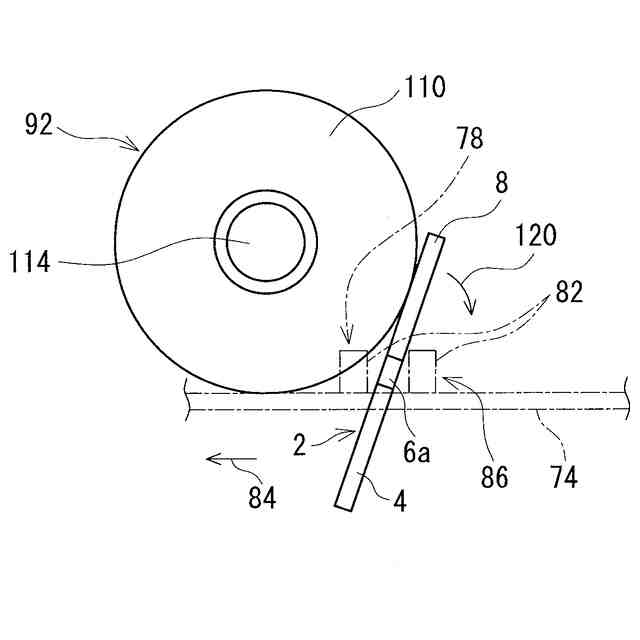
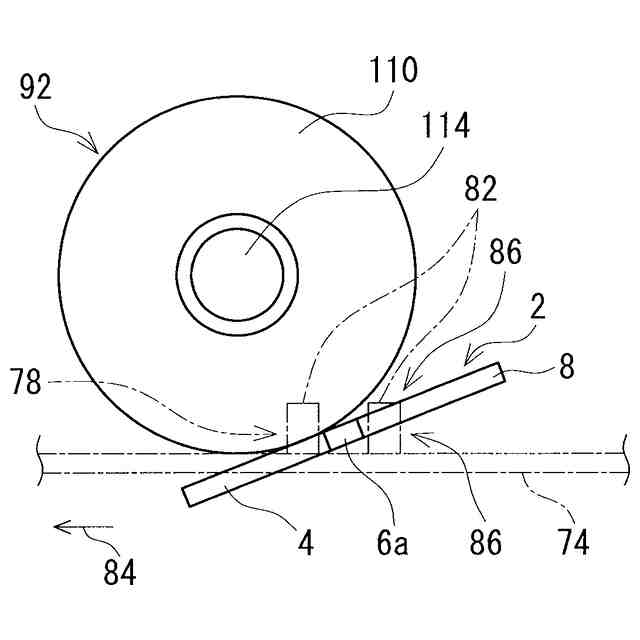
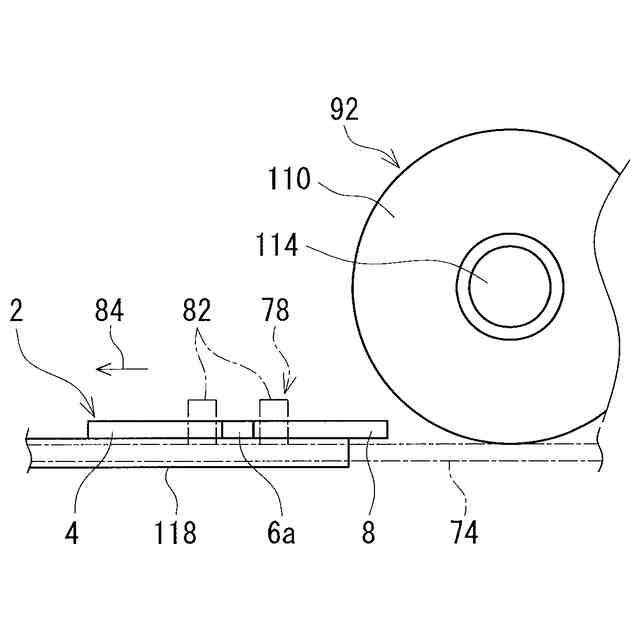
【解決手段】一対の腕部6a,6bを有する加工品2を形成するプレス装置22と、加工品2を検査する検査装置とを備えた加工システム。プレス装置22の下流側に搬送機構72が設けられ、検査装置は、加工品2の片面側を検査する第1検査域に配設された第1検査装置と、加工品2の他面側を検査する第2検査域に配設された第2検査装置とを含み、第1検査域と第2検査域の間に反転域86が設けられ、この反転域86に反転機構92(反転ローラ110)に加工品2を反転させるための反転機構92が配設されている。搬送機構72は一対の腕部6a,6bに作用して搬送方向下流側に搬送し、反転機構92は一対の腕部6a,6bを支点として加工品2を反転させる。
【選択図】図3
特許請求の範囲
【請求項1】
両側に突出する一対の腕部を有する加工品を形成する加工装置と、前記加工装置により加工した前記加工品を検査する検査装置とを備えた加工システムであって、
前記加工品の流れ方向において、前記加工装置の下流側に前記加工品を搬送する搬送機構が設けられ、前記検査装置は、前記加工品の片面側を検査する第1検査装置と、前記加工品の他面側を検査する第2検査装置とを含み、前記搬送機構の反転域に前記加工品を反転させるための反転機構が配設されており、
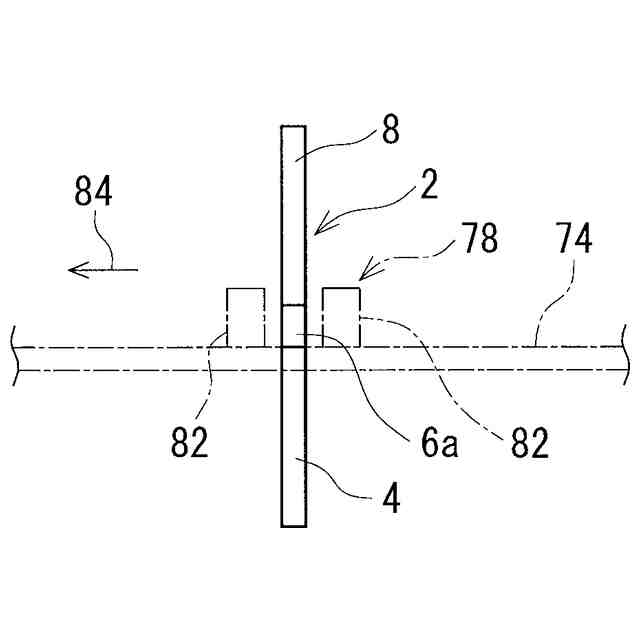
前記搬送機構は前記一対の腕部に作用して前記加工品を搬送方向下流側に搬送し、前記反転機構は前記一対の腕部を支点として前記加工品を反転させるように構成されており、
また、前記加工品の流れ方向に見て前記反転機構よりも上流側に第1検査域が設けられ、前記第1検査域に前記第1検査装置が配設され、また前記加工品の流れ方向に見て前記反転機構よりも下流側に第2検査域が設けられ、前記第2検査域に前記第2検査装置が配設されていることを特徴とする加工システム。
続きを表示(約 3,900 文字)
【請求項2】
前記加工装置はプレス加工を施すプレス装置であり、前記搬送機構は、前記プレス装置により加工された前記加工品を前記搬送方向に前記第1検査域、前記反転域及び前記第2搬送域を通して搬送し、前記反転機構は、前記加工品の前記搬送方向下流側への移動に伴って前記一対の腕部を支点として前記加工品を反転させる反転ローラを含んでいることを特徴とする請求項2に記載の加工システム。
【請求項3】
前記搬送機構は、幅方向に間隔をおいて配設された一対の搬送ベルトと、前記一対の搬送ベルト間に配設された第1及び第2支持部材とを備え、前記一対の搬送ベルトには、前記加工品の前記一対の腕部を受け入れるための複数の搬送受け部が前記搬送方向に間隔をおいて設けられ、また前記第1支持部材は前記第1検査域に対応して配設され、前記第2支持部材は前記第2検査域に対応して配設されており、前記加工品は、前記第1検査域においては前記第1支持部材に支持され且つ前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、前記反転域においては前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、また前記第2検査域においては前記第2支持部材に支持され且つ前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動されることを特徴とする請求項2に記載の加工システム。
【請求項4】
前記プレス装置で加工された前記加工品は、前記一対の腕部を支点として片側部が他側部よりも重くなっており、前記加工品は、前記第1検査域を通して移動されるときには前記第1支持部材に支持されながら前記加工品の前記他側部が前記搬送方向下流側を向いた状態で移動され、前記反転域の上流側域において前記第1支持部材から外れて前記加工品の前記片側部が自重により下側に垂れ下がった状態で移動され、前記反転域において前記反転ローラによって前記加工品の前記他側部が押し下げられてその前記片側部が前記搬送方向下流側に向くように反転された後に前記第2支持部材に支持され、そして前記第2検査域を通して移動されるときには前記第2支持部材に支持されながら前記加工品の前記片側部が前記搬送方向下流側を向いた状態で移動されることを特徴とする請求項3に記載の加工システム。
【請求項5】
前記プレス装置で加工された前記加工品は、前記一対の腕部を支点として片側部が他側部よりも重くなっており、前記加工品は、前記第1検査域を通して移動されるときには前記第1支持部材に支持されながら前記加工品の前記片側部が前記搬送方向下流側を向いた状態で移動され、前記反転域の上流側域において前記第1支持部材から外れて前記加工品の前記片側部が自重により下側に垂れ下がった状態で移動され、前記反転域において前記反転ローラによって前記加工品の前記片側部が持ち上げられてその前記他側部が前記搬送方向下流側に向くように反転された後に前記第2支持部材に支持され、そして前記第2検査域を通して移動されるときには前記第2支持部材に支持されながら前記加工品の前記他側部が前記前記搬送方向下流側を向いた状態で移動されることを特徴とする請求項3に記載の加工システム。
【請求項6】
両側に突出する一対の腕部を有する一次加工品を形成する第1加工装置と、前記一次加工品に加工を施して二次加工品を形成する第2加工装置と、前記第1加工装置にて形成された前記一次加工品を前記第2加工装置に搬送する搬送機構と、前記第1加工装置により加工された前記一次加工品を検査する検査装置とを備えた加工システムであって、
前記搬送機構には、第1及び第2反転域に前記一次加工品を反転させるための第1及び第2反転機構が設けられ、前記検査装置は、前記一次加工品の片面側を検査する第1検査装置と前記一次加工品の他面側を検査する第2検査装置を含んでおり、
前記搬送機構は前記一対の腕部に作用して前記一次加工品を搬送方向下流側に搬送し、前記第1及び第2反転機構は前記一対の腕部を支点として前記一次加工品を反転させるように構成されており、
また、前記一次加工品の流れ方向に見て前記第1反転機構よりも上流側に第1検査域が設けられ、前記第1検査域に前記第1検査装置が配設され、前記一次加工品の流れ方向に見て前記第1反転機構と前記第2反転機構との間に第2検査域が設けられ、前記第2検査域に前記第2検査装置が配設されていることを特徴とする加工システム。
【請求項7】
前記第1及び第2加工装置はプレス加工を施す第1及び第2プレス装置であり、前記搬送機構は、前記第1プレス装置により加工された前記一次加工品を前記搬送方向に前記第1検査域、前記第1反転域、前記第2検査域及び前記第2反転域を通して順に搬送し、前記第1反転機構は、前記一次加工品の前記搬送方向下流側への移動に伴って前記一対の腕部を支点として前記一次加工品を所定方向に回動させて反転させる第1反転ローラを含み、前記第2反転機構は、前記一次加工品の前記搬送方向下流側への移動に伴って前記一対の腕部を支点として前記一次加工品を前記所定方向と反対方向に回動させて反転させる第2反転ローラを含んでいることを特徴とする請求項に記載の加工システム。
【請求項8】
前記搬送機構は、幅方向に間隔をおいて配設された一対の搬送ベルトと、前記一対の搬送ベルト間に配設された第1、第2及び第3支持部材とを備え、前記一対の搬送ベルトには、前記一次加工品の前記一対の腕部を受け入れるための複数の搬送受け部が前記搬送方向に間隔をおいて設けられ、また前記第1支持部材は前記第1検査域に対応して配設され、前記第2支持部材は前記第2検査域に対応して配設され、前記第3支持部材は前記第2反転域の下流側に配設されており、前記一次加工品は、前記第1検査域においては前記第1支持部材に支持され且つ前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、前記第1反転域においては前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、前記第2検査域においては前記第2支持部材に支持され且つ前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、前記第2反転域においては前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動され、前記第2反転域の下流側においては前記第3支持部材に支持され且つ前記一対の腕部が前記一対の搬送ベルトの前記搬送受け部に受け入れられた状態にて移動されることを特徴とする請求項7に記載の加工システム。
【請求項9】
前記プレス装置で加工された前記一次加工品は、前記一対の腕部を支点として片側部が他側部よりも重くなっており、前記一次加工品は、前記第1検査域を通して移動されるときには前記第1支持部材に支持されながら前記一次加工品の前記他側部が前記搬送方向下流側を向いた状態で移動され、前記第1反転域の上流側域において前記第1支持部材から外れて前記一次加工品の前記片側部が自重により下側に垂れ下がった状態で移動され、前記第1反転域において前記第1反転ローラによって前記一次加工品の前記他側部が押し下げられてその前記片側部が前記搬送方向下流側に向くように反転された後に前記第2支持部材に支持され、そして前記第2検査域を通して移動されるときには前記第2支持部材に支持されながら前記一次加工品の前記片側部が前記搬送方向下流側を向いた状態で移動され、更に前記第2反転域の上流側域において前記第2支持部材から外れて前記一次加工品の前記片側部が再び自重により下側に垂れ下がった状態で移動され、前記第2反転域において前記第2反転ローラによって前記一次加工品の前記片側部が持ち上げられてその前記他側部が前記搬送方向下流側に向くように反転された後に前記第3支持部材に支持されて移動されることを特徴とする請求項8に記載の加工システム。
【請求項10】
前記プレス装置で加工された前記一次加工品は、前記一対の腕部を支点として片側部が他側部よりも重くなっており、前記一次加工品は、前記第1検査域を通して移動されるときには前記第1支持部材に支持されながら前記一次加工品の前記片側部が前記搬送方向下流側を向いた状態で移動され、前記第1反転域の上流側域において前記第1支持部材から外れて前記一次加工品の前記片側部が自重により下側に垂れ下がった状態で移動され、前記第1反転域において前記第1反転ローラによって前記一次加工品の前記片側部が持ち上げられてその前記他側部が前記搬送方向下流側に向くように反転された後に前記第2支持部材に支持され、そして前記第2検査域を通して移動されるときには前記第2支持部材に支持されながら前記一次加工品の前記他側部が前記搬送方向下流側を向いた状態で移動され、更に前記第2反転域の上流側域において前記第2支持部材から外れて前記一次加工品の前記片側部が再び自重により下側に垂れ下がった状態で移動され、前記第2反転域において前記第2反転ローラによって前記一次加工品の前記他側部が押し下げられてその前記片側部が前記搬送方向下流側に向くように反転された後に前記第3支持部材に支持されて移動されることを特徴とする請求項8に記載の加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工品を検査する検査装置を備え、加工装置により加工された加工品を加工の流れの中で検査する加工システムに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
例えば、プレス加工された加工品を検査する検査装置を備えた加工システムが提案されている(例えば、特許文献1参照)。この加工システムは、帯状材料にプレス加工を施すプレス装置と、このプレス装置により加工された帯状加工物を検査する検査装置を備え、この検査装置は、プレス加工の流れの中で加工物を検査するように構成されている。
【0003】
この検査装置では、加工前に正常品としての加工物(正規部品)の撮像画像情報に基づき正規部品の基準ピッチ及びテンプレートを作成し、加工中に検査品としての加工品(検査対象部品)の撮像画像情報に基づき検査対象部品の計測ピッチを演算し、正規部品の基準ピッチと検査対象部品の計測ピッチを対比して検査対象部品の良否を判定している。
【0004】
具体的には、この検査装置は、加工物を撮像する撮像手段(例えば、CCDカメラ)と、正規部品の画像情報を取得する正規部品画像取得部と、正規部品画像取得手段により取得した正規部品画像情報に基づき基準ピッチを算出する基準ピッチ作成手段と、この正規部品画像情報に基づいてテンプレートを作成するテンプレート作成手段とを備え、更に検査対象部品を加工の流れの中で検査するために、検査対象部品の画像情報を取得する検査対象部品画像取得手段と、検査対象部品の計測ピッチを算出する計測ピッチ算出手段と、基準ピッチと計測ピッチに基づき加工対象部品の良否を判定する良否判定手段とを含み、この計測ピッチ算出手段は、画像取得手段により取得した検査対象部品の画像情報からテンプレートを利用したテンプレートマッチングにより抽出してこの検査対象部品の計測ピッチを算出している。
【先行技術文献】
【特許文献】
【0005】
特許第5672918号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、この加工システムの検査装置では、帯状に連続する検査対象部品における特定形状の計測ピッチを算出し、この計測ピッチと基準ピッチに基づいて加工の良否を判定しているために、この計測ピッチが変化する加工不良、例えば加工の際に生じる変形、欠損、大きな傷などは検知して不良と判定することができるが、例えば検査対象部品の表面に生じた加工不良、例えば表面の傷、表面の変形、表面の加工の位置ズレなどを検知することがでず、更には検査対象部品の両面の加工不良も検知することができない。
【0007】
本発明の目的は、加工装置による加工の流れの中で加工品(検査対象品)の両面を検査することができる加工システムを提供することである。
【課題を解決するための手段】
【0008】
本発明の第1の発明の加工システムは、両側に突出する一対の腕部を有する加工品を形成する加工装置と、前記加工装置により加工した前記加工品を検査する検査装置とを備えた加工システムであって、
前記加工品の流れ方向において、前記加工装置の下流側に前記加工品を搬送する搬送機構が設けられ、前記検査装置は、前記加工品の片面側を検査する第1検査装置と、前記加工品の他面側を検査する第2検査装置とを含み、前記搬送機構の反転域に前記加工品を反転させるための反転機構が配設されており、
前記搬送機構は前記一対の腕部に作用して前記加工品を搬送方向下流側に搬送し、前記反転機構は前記一対の腕部を支点として前記加工品を反転させるように構成されており、
また、前記加工品の流れ方向に見て前記反転機構よりも上流側に第1検査域が設けられ、前記第1検査域に前記第1検査装置が配設され、また前記加工品の流れ方向に見て前記反転機構よりも下流側に第2検査域が設けられ、前記第2検査域に前記第2検査装置が配設されていることを特徴とする。
【0009】
この加工システムはプレス装置に適用され、プレス装置により加工された加工品を搬送方向に第1検査域、反転域及び第2検査域を通して搬送し、加工品の搬送方向下流側への移動に伴って一対の腕部を支点として反転ローラにより反転させるのが好ましく、このように構成することによって、簡単な構成で確実に反転させることができる。
【0010】
また、この加工システムの搬送機構を一対の搬送ベルトと一対の搬送ベルト間に配設された第1及び第2支持部材とから構成し、一対の搬送ベルトに加工品の一対の腕部を受け入れるための複数の搬送受け部を設けるのが好ましく、このように構成することにより、一対の搬送ベルトの移動に伴って加工品を搬送方向に移動させることができる。また、第1及び第2検査域に対応して第1及び第2支持部材を配設するのが好ましく、このように構成することによって、第1及び第2検査域においては第1及び第2支持部材に支持された状態で加工品を移動させることができ、これによって、第1検査域においては加工品を第1支持部材により安定して支持してその一表面を検査することができ、また第2検査域においては加工品を第2支持部材により安定して支持してその他表面を検査することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
16日前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
26日前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社トラバース
パンチング加工装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
株式会社三明製作所
転造装置
6か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
ユニオンツール株式会社
転造ダイスセット
24日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
25日前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
制御システム
1か月前
株式会社エナテック
製品分離システム
4か月前
株式会社カネミツ
歯付円筒体形成方法
6か月前
株式会社TMEIC
誘導加熱装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































