TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094746
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210479
出願日
2023-12-13
発明の名称
制御システム
出願人
株式会社TMEIC
代理人
弁理士法人iX
主分類
B21B
45/02 20060101AFI20250618BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】故障または異常の原因を迅速に把握可能とする制御システムを提供する。
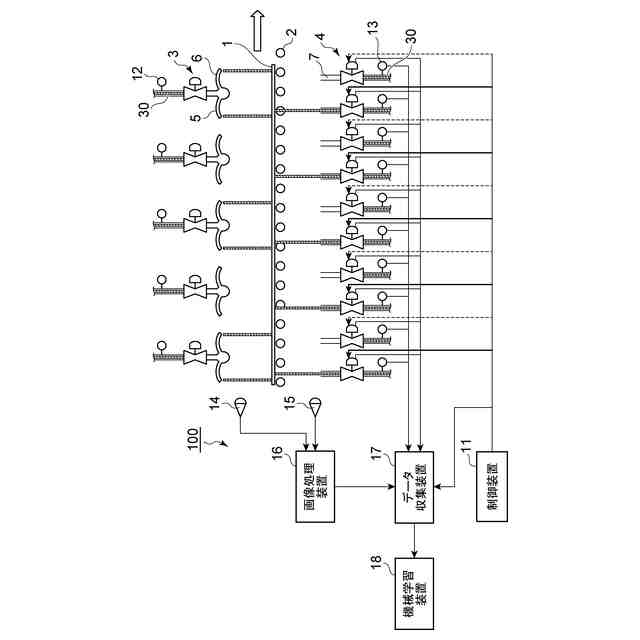
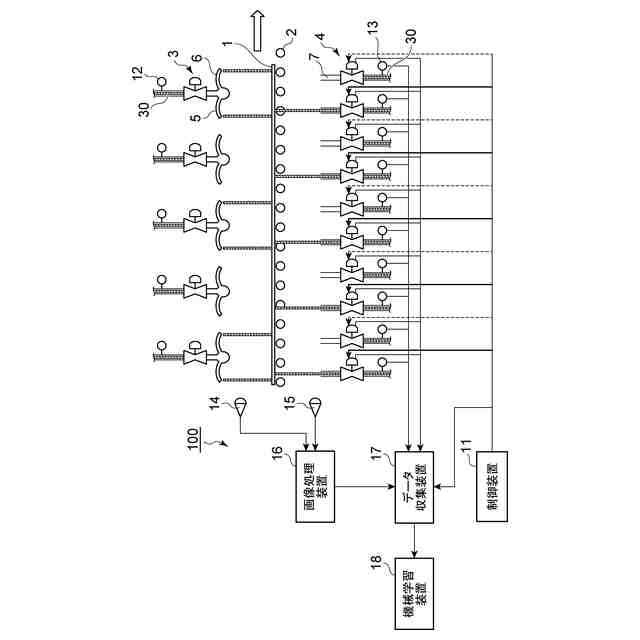
【解決手段】実施形態は、鋼板を冷却するスプレーノズルの開閉を制御する電磁バルブを制御する開閉指令を電磁バルブに出力する制御装置と、スプレーノズルから噴出する冷却水の様子を撮影して画像データを生成するカメラと、画像データを画像処理して噴出する冷却水の異常の有無を判定して判定結果を出力する画像処理装置と、開閉指令、判定結果、電磁バルブの駆動電流実績および開閉する電磁バルブの配管に流れる冷却水の流量実績データを収集して時刻同期して時系列データを出力する実績データ収集装置と、時系列データにもとづいて、故障または異常の内容を分類してデータベースを生成し、更新する不良判定モデルを生成する機械学習装置と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
鋼板が搬送されるランアウトテーブルに沿って配置された複数のスプレーノズルからの冷却水の噴出をそれぞれ制御する複数の電磁バルブをそれぞれ制御する複数の開閉指令を前記複数の電磁バルブに出力する制御装置と、
前記複数のスプレーノズルからの冷却水の噴出の状態を逐次撮影して画像データを生成するカメラと、
前記画像データを画像処理して、前記複数のスプレーノズルのそれぞれの冷却水の噴出状態を判定して1つ以上の判定結果を出力する画像処理装置と、
前記複数の開閉指令、前記複数のスプレーノズルに供給された冷却水の流量をそれぞれ検出し、複数の流量センサが出力する複数の流量実績、前記複数の電磁バルブにそれぞれ流れる複数の駆動電流実績、および、前記判定結果を時刻同期した複数の時系列データを収集するデータ収集装置と、
前記複数の時系列データにもとづいて、前記1つ以上の判定結果の故障または異常を分類してデータベースを生成する不良判定モデルを生成する機械学習装置と、
を備え、
前記機械学習装置は、前記複数の開閉指令のそれぞれ、前記複数の流量実績のそれぞれ、前記複数の駆動電流実績それぞれ、および前記判定結果を含むクラスタデータの時間経過における変動にもとづいて、前記1つ以上の判定結果の故障または異常を分類する制御システム。
続きを表示(約 180 文字)
【請求項2】
前記データベースは、前記故障または異常の分類と、前記故障または異常の前段階の状態の分類とを含む請求項1記載の制御システム。
【請求項3】
前記機械学習装置は、前記複数のスプレーノズルのうち、1つのスプレーノズルにおいて、前記1つ以上の判定結果の故障または異常を検出した場合に、故障通知を発報する請求項2記載の制御システム。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、熱間圧延ラインのランアウトテーブルにおいて鋼板を冷却する冷却システムの故障または異常を検出する制御システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、冷却システムの故障や異常は、複数の電磁バルブに共通に設置される圧力センサや流量センサの状態、あるいはスプレーノズルからの冷却水の噴出状態を目視等で監視することにより検出される。近年、各スプレーノズルから噴射される冷却水の噴射状態をカメラで撮影し画像処理装置により良否判定をする技術が開発されている(たとえば、特許文献1)。この技術では、冷却水の噴射状態が異常判定された場合に、制御装置により、故障または異常を生じた電磁バルブを制御系から切り離し、他の電磁バルブを開けて冷却水の流量を調整する。
【先行技術文献】
【特許文献】
【0003】
特開2018-158353号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ランアウトテーブルにおける鋼板の冷却工程は、熱間圧延ラインの終盤で行われるため、冷却工程において、冷却システムに故障や異常を生じた場合には、ライン全体への影響が大きい。熱間圧延ラインの停止や不良製品の発生を抑制するためには、冷却システムにおける電磁バルブ等の劣化状態を事前に把握し、故障や異常となる前に対策をとることが求められる。また、万一、冷却システムにおいて、故障や異常を生じた場合であっても、短期間で故障や異常を修復して、冷却システムを稼働率の低下を生じさせないことが重要である。故障や異常の内容は、複数種類あり得るので、良否判定のみならず、故障や異常の内容を記録し、記録を参照することによって、故障や異常からの修復を迅速化することが可能になる。
【0005】
本発明の実施形態は、故障または異常の原因を迅速に把握可能とする制御システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の実施形態に係る制御システムは、鋼板が搬送されるランアウトテーブルに沿って配置された複数のスプレーノズルからの冷却水の噴出をそれぞれ制御する複数の電磁バルブをそれぞれ制御する複数の開閉指令を前記複数の電磁バルブに出力する制御装置と、前記複数のスプレーノズルからの冷却水の噴出の状態を逐次撮影して画像データを生成するカメラと、前記画像データを画像処理して、前記複数のスプレーノズルのそれぞれの冷却水の噴出状態を判定して1つ以上の判定結果を出力する画像処理装置と、前記複数の開閉指令、前記複数のスプレーノズルに供給された冷却水の流量をそれぞれ検出し、複数の流量センサが出力する複数の流量実績、前記複数の電磁バルブにそれぞれ流れる複数の駆動電流実績、および、前記判定結果を時刻同期した複数の時系列データを収集するデータ収集装置と、前記複数の時系列データにもとづいて、前記1つ以上の判定結果の故障または異常を分類してデータベースを生成する不良判定モデルを生成する機械学習装置と、を備える。前記機械学習装置は、前記複数の開閉指令のそれぞれ、前記複数の流量実績のそれぞれ、前記複数の駆動電流実績それぞれ、および前記判定結果を含むクラスタデータの時間経過における変動にもとづいて、前記1つ以上の判定結果の故障または異常を分類する。
【発明の効果】
【0007】
本発明の実施形態によれば、故障または異常の原因を迅速に把握可能とする制御システムを提供することができる。
【図面の簡単な説明】
【0008】
実施形態に係る制御システムを例示する模式的なブロック図である。
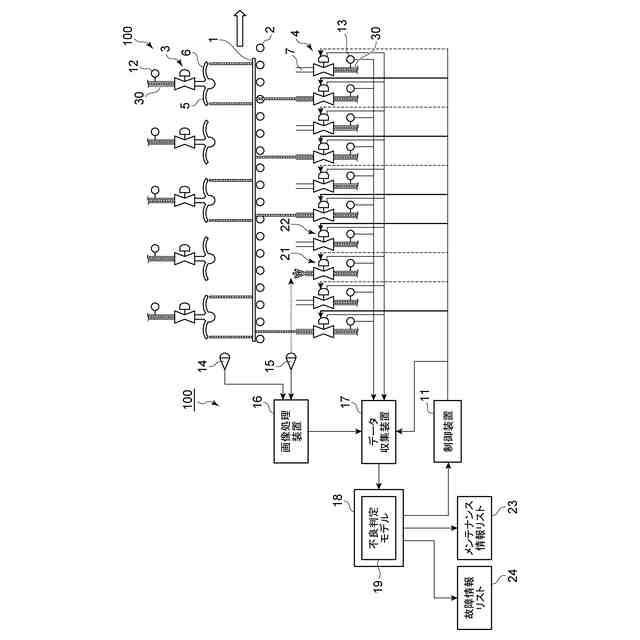
実施形態に係る制御システムの動作を説明するための模式的なブロック図である。
【発明を実施するための形態】
【0009】
以下、実施の形態について図面を参照しつつ説明する。
なお、図面は模式的または概念的なものであり、各部分の厚みと幅との関係、部分間の大きさの比率などは、必ずしも現実のものと同一とは限らない。また、同じ部分を表す場合であっても、図面により互いの寸法や比率が異なって表される場合もある。
なお、本願明細書と各図において、既出の図に関して前述したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
【0010】
図1は、実施形態に係る制御システムを例示する模式的なブロック図である。
図1に示すように、実施形態に係る制御システム100は、カメラ14、15と、制御装置11と、画像処理装置16と、データ収集装置17と、機械学習装置18と、を備える。図1には、制御システム100のほか、ランアウトテーブル2における冷却システムの構成も合わせて示されている。なお、図1には示さないが、ランアウトテーブル2の上流には、たとえば仕上げ圧延機が設けられている。ランアウトテーブル2には、仕上げ圧延機によって仕上げ圧延された鋼板1が搬送され、鋼板1は、冷却システムによって冷却される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ