TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025032826
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023138312
出願日
2023-08-28
発明の名称
鍛造用金型
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B21J
13/02 20060101AFI20250305BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】剛性を高めることができ、それに伴って、成形面における凹状成形部を広く形成することが可能となる鍛造用金型を提供する。
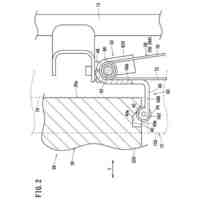
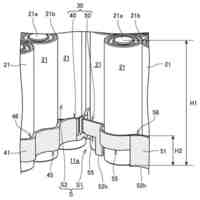
【解決手段】鍛造用金型10は、固定部材161によって下型18が下側ホルダ141に固定される。下型18は、第1成形面221と、第1成形面221に対して窪んだ第1凹状成形部281と、下側ホルダ141に当接する第1保持面241と、第1成形面221の外縁部と第1保持面241の外縁部を繋ぐ側面321とを備える。下型18の側面321には、第1成形面221の外縁部に連なる第1側面部341と、第1保持面241の外縁部に連なる第2側面部342とを備える。下型18の側面321は、第1側面部341及び第2側面部342に対して水平方向に窪んだ第1固定用溝部301を有する。第1固定用溝部301には、下側ホルダ141に固定された固定部材161が係合される。
【選択図】図2
特許請求の範囲
【請求項1】
下型と、前記下型に対して上下方向に移動可能に設けられる上型とを備え、前記下型と前記上型の一方である第1型と、前記下型と前記上型の他方である第2型との各々が、成形面を有し、前記第1型の前記成形面と前記第2型の前記成形面とが向かい合い、前記第1型と前記第2型の各々が固定部材によってホルダに固定される鍛造用金型であって、
少なくとも前記第1型は、
前記成形面に対して成形品の形状に対応して窪んだ凹状成形部と、
前記上型の移動方向と交差する前記ホルダの支持面に当接する保持面と、
前記成形面の外縁部と前記保持面の外縁部を繋ぐ側面と、
を備え、
前記側面は、前記成形面の前記外縁部に連なる第1側面部と、
前記保持面の前記外縁部に連なる第2側面部と、
前記第1側面部及び前記第2側面部との間に設けられ、且つ前記第1側面部及び前記第2側面部に対して水平方向に窪み、前記固定部材が係合される固定用溝部を備える、鍛造用金型。
続きを表示(約 930 文字)
【請求項2】
請求項1記載の鍛造用金型において、
前記固定用溝部は、前記水平方向における溝深さDを有し、
前記凹状成形部は、前記固定用溝部を有する前記側面に最も近い端部成形溝を有し、
前記溝深さと、前記端部成形溝から前記側面までの距離である成形面長さLとが、D/L≦0.229の関係を満たす、鍛造用金型。
【請求項3】
請求項1記載の鍛造用金型において、
前記凹状成形部は、前記固定用溝部を有する前記側面に最も近い端部成形溝を有し、
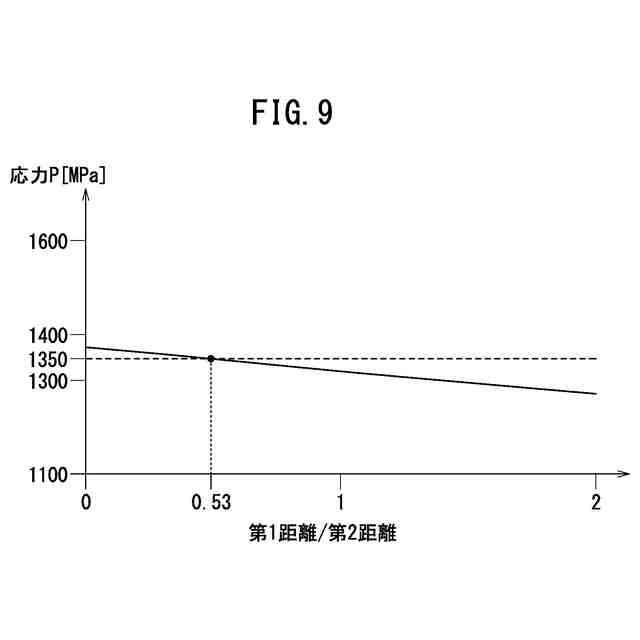
前記上型の前記移動方向において、前記成形面から最も離間した前記第1側面部の端部と前記成形面との距離である第1距離H1と、前記成形面から前記端部成形溝の最深部までの距離である第2距離H2とが、H1/H2≧0.53の関係を満たす、鍛造用金型。
【請求項4】
請求項1記載の鍛造用金型において、
前記固定用溝部は、溝深さ方向において前記側面から最も離間した底部を有し、
前記溝深さ方向において、前記底部に対する前記第1側面部の高さは、前記底部に対する前記第2側面部の高さの1/2以上である、鍛造用金型。
【請求項5】
請求項1記載の鍛造用金型において、
前記固定用溝部は、溝深さ方向において前記側面から最も離間した底部を有し、
前記溝深さ方向において、前記底部に対する前記第1側面部の高さと、前記底部に対する前記第2側面部の高さとが同じである、鍛造用金型。
【請求項6】
請求項3記載の鍛造用金型において、
前記上型の前記移動方向において、前記第1距離H1と前記第2距離H2とが、H1≧H2の関係を満たす、鍛造用金型。
【請求項7】
請求項1記載の鍛造用金型において、
前記第1側面部は、前記固定用溝部の溝深さ方向と直交し、且つ前記上型の移動方向と直交する水平方向である幅方向に延在する、鍛造用金型。
【請求項8】
請求項7記載の鍛造用金型において、
前記幅方向において、前記第1側面部の幅が、前記凹状成形部の幅以上である、鍛造用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍛造用金型に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1の鍛造用金型は、下側成形面を有した下型と、下型に向かい合う上側成形面を有した上型と、下型の下面に当接するボルスターと、ボルスターに固定される下ホルダとを備える。下型の側面には、側面から内方に向けて窪んだ凹部を有し、凹部は、下型の高さ方向中央から下側成形面まで延在している。下ホルダの上部に設けられた固定部材が、凹部の上部に係合されることで下型が下ボルスターに対して固定されている。
【先行技術文献】
【特許文献】
【0003】
実開昭60-28938号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の鍛造用金型は、下側成形面まで延在する凹部に固定部材を係合させることで、下型を下方に向けて付勢して下型を下ボルスターに固定している。そのため、凹部の分だけ下側成形面の面積が小さくなり、それに伴って、下側成形面で成形可能な成形品の大きさが小さくなるという問題がある。上型は、上側成形面まで延在する凹部に固定部材を係合させることで、上型を上方に向けて付勢して上型を上ボルスターに固定している。そのため、凹部の分だけ上側成形面の面積が小さくなるという問題がある。また、下型の側面が上方(下側成形面)に向けてテーパ状となる台形形状であり、上型の側面が下方(上側成形面)に向けてテーパ状となる台形形状で形成された構成であっても、上側成形面及び下側成形面の各々の面積が小さくなるという問題がある。
【0005】
本発明は、上述した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
本発明の態様は、下型と、前記下型に対して上下方向に移動可能に設けられる上型とを備え、前記下型と前記上型の一方である第1型と、前記下型と前記上型の他方である第2型との各々が、成形面を有し、前記第1型の前記成形面と前記第2型の前記成形面とが向かい合い、前記第1型と前記第2型の各々が固定部材によってホルダに固定される鍛造用金型であって、少なくとも前記第1型は、前記成形面に対して成形品の形状に対応して窪んだ凹状成形部と、前記上型の移動方向と交差する前記ホルダの支持面に当接する保持面と、前記成形面の外縁部と前記保持面の外縁部を繋ぐ側面と、を備え、前記側面は、前記成形面の前記外縁部に連なる第1側面部と、前記保持面の前記外縁部に連なる第2側面部と、前記第1側面部及び前記第2側面部との間に設けられ、且つ前記第1側面部及び前記第2側面部に対して水平方向に窪み、前記固定部材が係合される固定用溝部を備える。
【発明の効果】
【0007】
本発明によれば、鍛造用金型において、成形面の外縁部に連なる第1側面部が、固定用溝部よりも水平方向に突出している。このため、固定部材を係合させるための固定用溝部を成形面まで延在させる構成、及び、下型及び上型が成形面に向かってテーパ状となる台形形状で形成される構成と比較し、第1型の成形面の面積を大きく確保することができる。これにより、少なくとも第1型の剛性を高めることができ、それに伴って、成形面における凹状成形部を広く形成することが可能となる。
【図面の簡単な説明】
【0008】
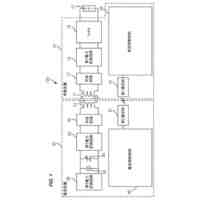
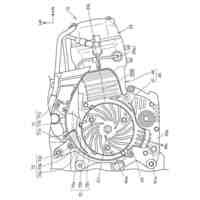
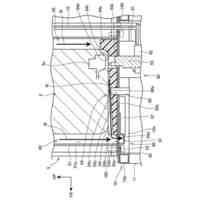
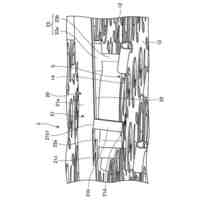
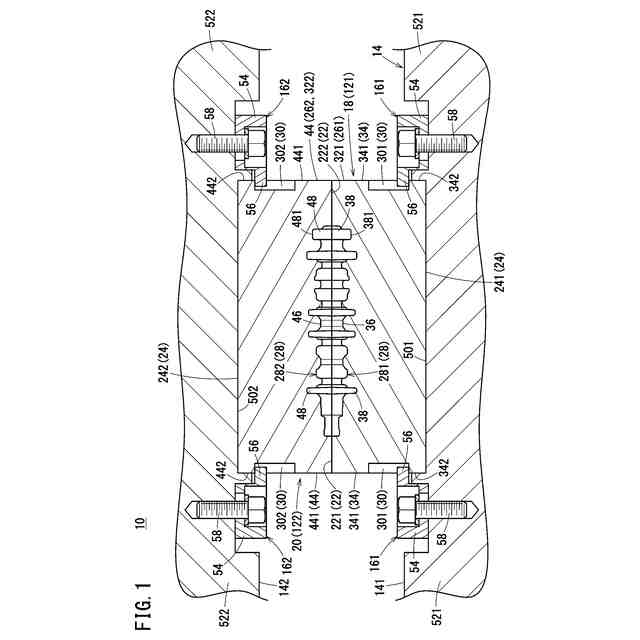
図1は、本発明の実施形態に係る鍛造用金型を示す全体断面図である。
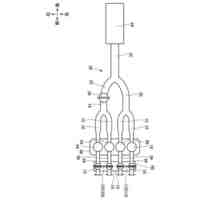
図2は、図1に示す鍛造用金型の上型を型開きした状態の全体構成図である。
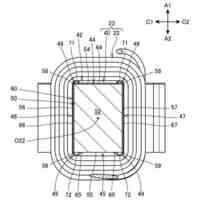
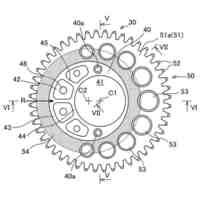
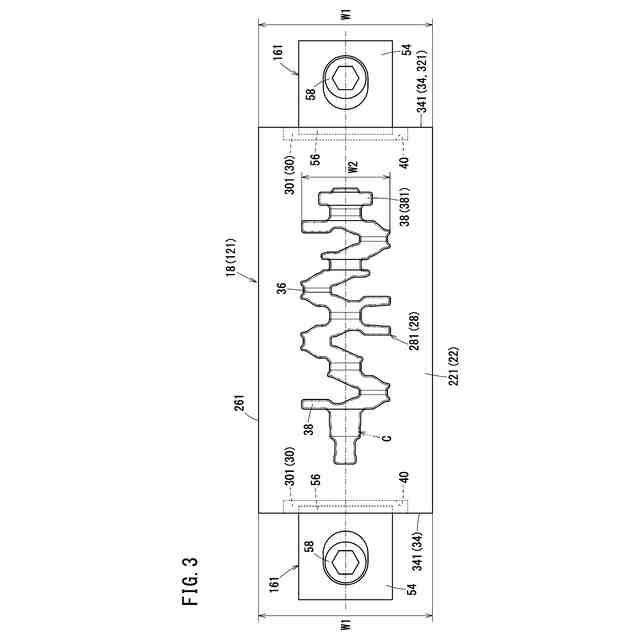
図3は、第1成形面から見た下型の平面図である。
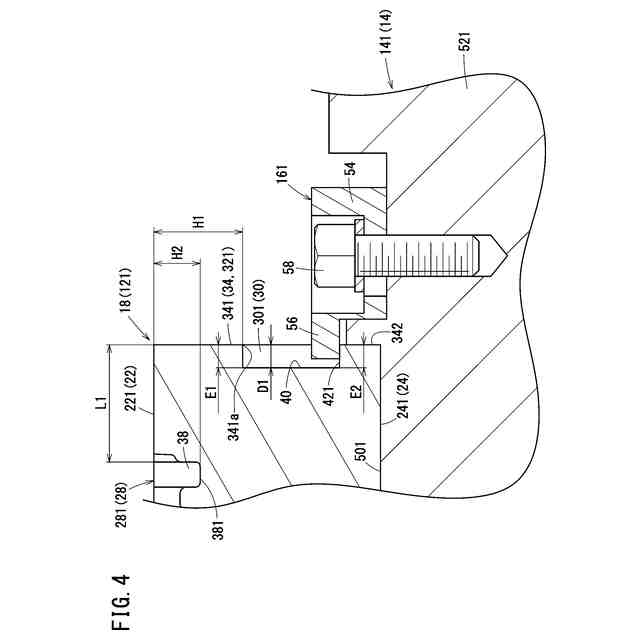
図4は、図2に示す下型の第1端部側面の近傍を示す拡大断面図である。
図5は、成形品の成形時において側面で発生する応力と、固定用溝部の溝深さと成形面長さとの比率との関係を示す特性線図である。
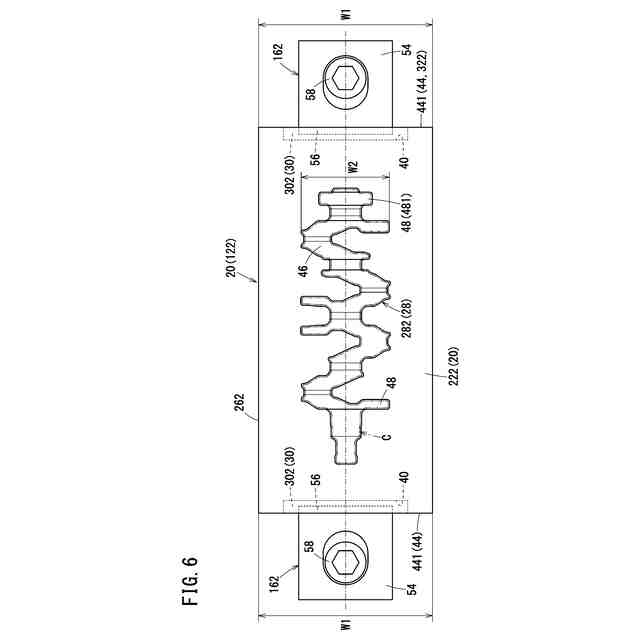
図6は、第2成形面から見た上型の平面図である。
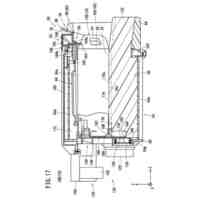
図7は、図6に示す上型の第2端部側面の近傍を示す拡大断面図である。
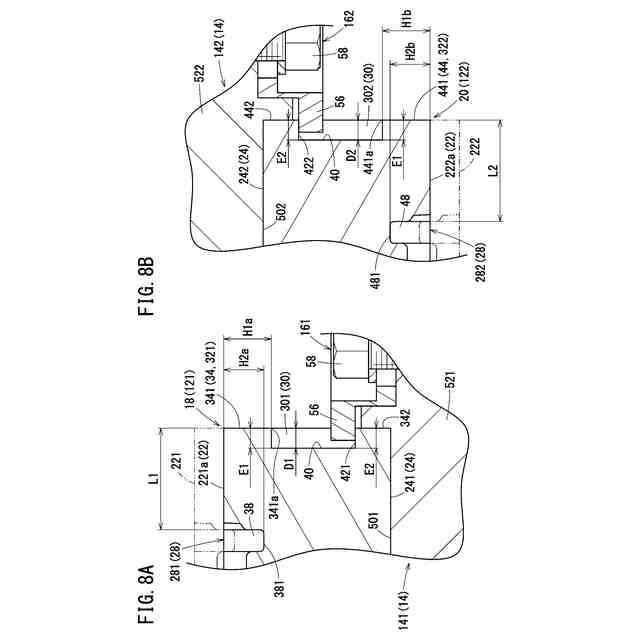
図8Aは、下型の第1成形面をリシンク加工した場合を示す拡大断面図である。図8Bは、上型の第2成形面をリシンク加工した場合を示す拡大断面図である。
図9は、成形品の成形時において側面で発生する応力と、第1距離と第2距離との比率との関係を示す特性線図である。
【発明を実施するための形態】
【0009】
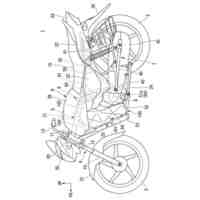
図1に示されるように、本実施形態に係る鍛造用金型10は、第1型121と、第1型121に向かい合う第2型122と、ホルダ14と、固定部材161、162とを備える。鍛造用金型10は、第1型121と第2型122とを接近させて型閉めを行うことで成形品C(図2参照)を得る。図2に示すように、成形品Cは、例えば、内燃機関に用いられるクランクシャフトである。なお、成形品Cは、クランクシャフトである場合に限定されない。
【0010】
図1に示すように、第1型121は、下型18及び下型18の上方に配置される上型20のいずれか一方である。第2型122は、下型18及び上型20のいずれか他方である。以下、第1型121が、鍛造用金型10において下部に配置される下型18であり、第2型122が、下型18の上方に配置される上型20である場合について説明する。第1型121を下型18といい、第2型122を上型20という。下型18及び上型20は、金属材料(例えば、合金工具鋼鋼材)から形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
車両
4日前
本田技研工業株式会社
車両
4日前
本田技研工業株式会社
車両
3日前
本田技研工業株式会社
車両
3日前
本田技研工業株式会社
移動体
5日前
本田技研工業株式会社
モータ
14日前
本田技研工業株式会社
飛行体
4日前
本田技研工業株式会社
内燃機関
4日前
本田技研工業株式会社
排気装置
3日前
本田技研工業株式会社
受電装置
12日前
本田技研工業株式会社
電気部品
4日前
本田技研工業株式会社
排気装置
3日前
本田技研工業株式会社
清掃装置
4日前
本田技研工業株式会社
収容装置
4日前
本田技研工業株式会社
会話装置
10日前
本田技研工業株式会社
固体電池
5日前
本田技研工業株式会社
内燃機関
17日前
本田技研工業株式会社
排気装置
3日前
本田技研工業株式会社
電気機器
5日前
本田技研工業株式会社
制御装置
3日前
本田技研工業株式会社
保管装置
12日前
本田技研工業株式会社
保管装置
12日前
本田技研工業株式会社
バッテリ
11日前
本田技研工業株式会社
固体電池
3日前
本田技研工業株式会社
内燃機関
3日前
本田技研工業株式会社
バッテリ
11日前
本田技研工業株式会社
除草装置
3日前
本田技研工業株式会社
保持装置
11日前
本田技研工業株式会社
電気機器
5日前
本田技研工業株式会社
車両構造
14日前
本田技研工業株式会社
断続装置
12日前
本田技研工業株式会社
電気機器
4日前
本田技研工業株式会社
電気機器
4日前
本田技研工業株式会社
車両構造
14日前
本田技研工業株式会社
ステータ
10日前
本田技研工業株式会社
エンジン
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ