TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071627
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2023181955
出願日
2023-10-23
発明の名称
プレス金型装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
28/14 20060101AFI20250428BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】強度低下を抑制できるプレス金型装置を提供する。
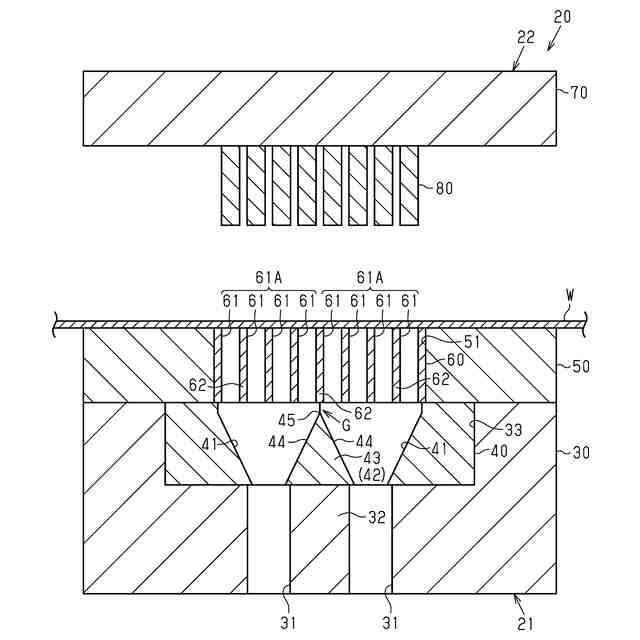
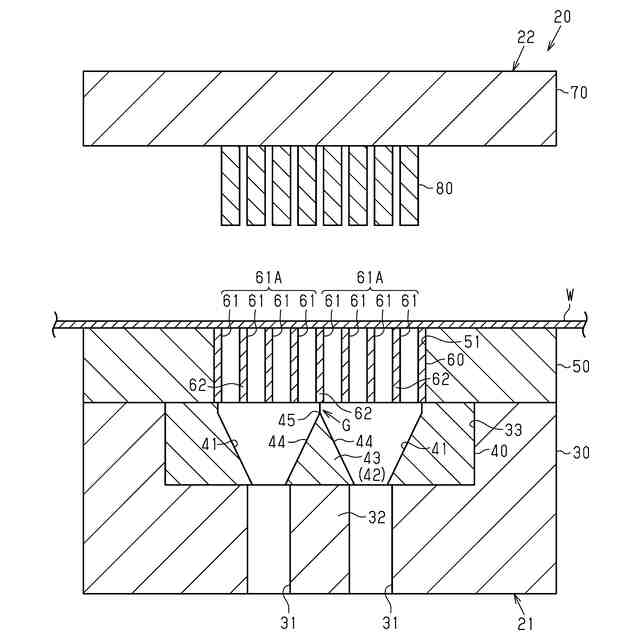
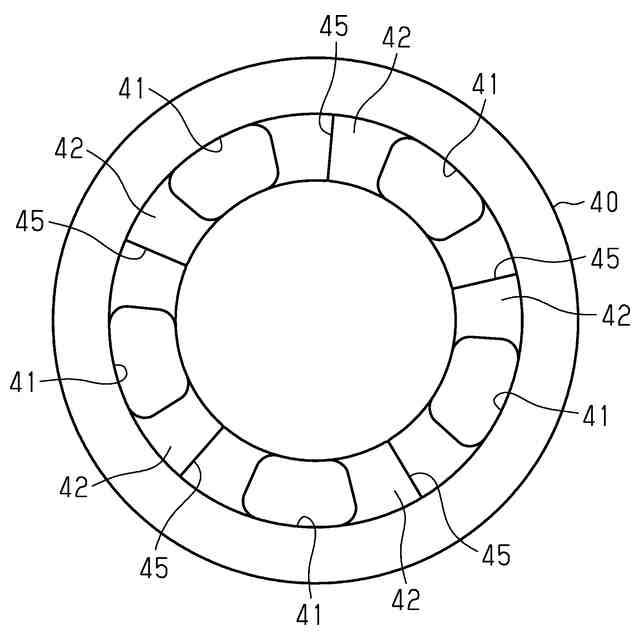
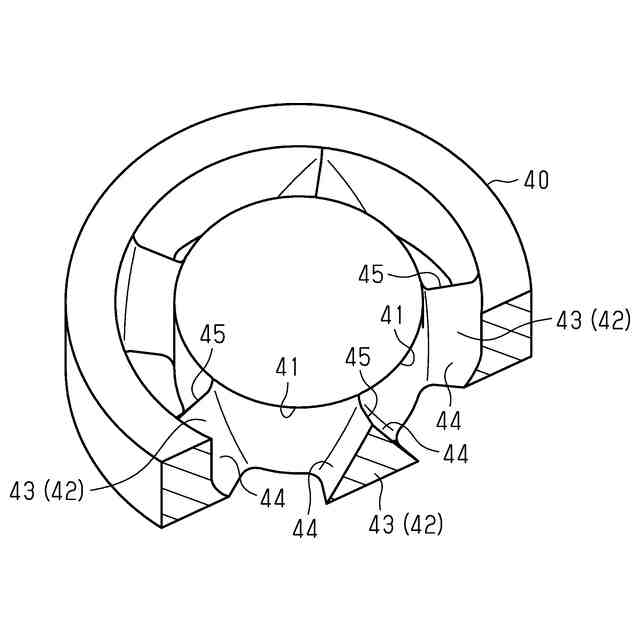
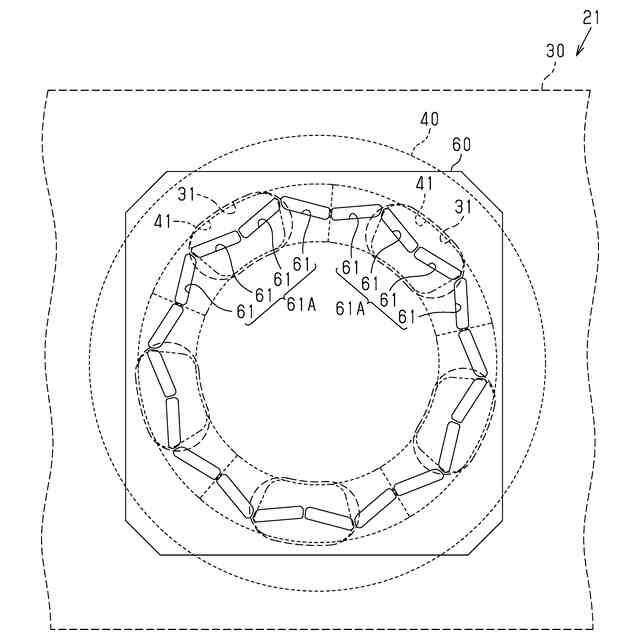
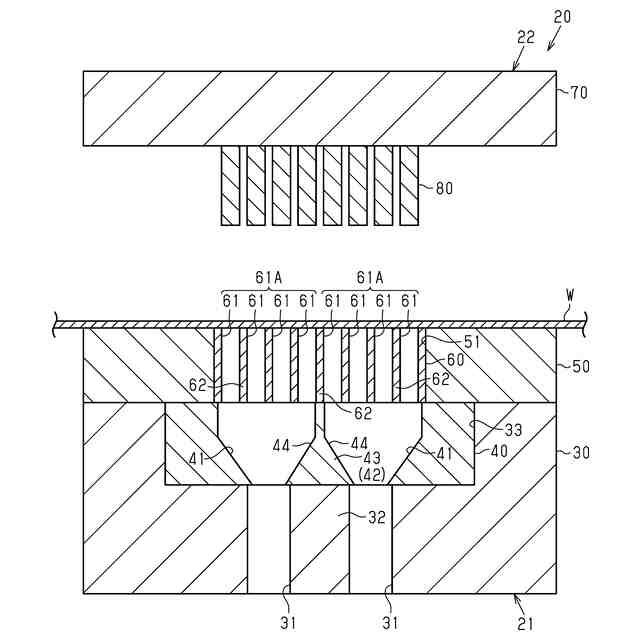
【解決手段】プレス金型装置20は、ワークWを打ち抜く複数のパンチ80が挿抜される複数のダイ孔61と、ダイ孔61同士を隔てる第1隔壁62とを有するダイ60と、ダイ60に隣接してダイ60を支持するバッキングプレート40とを備える。ダイ60は、互いに隣り合う複数のダイ孔61を含むダイ孔群61Aを複数有している。バッキングプレート40は、複数のダイ孔群61Aにそれぞれ連通する複数のバッキング孔41と、バッキング孔41同士を隔てる第2隔壁42とを有している。第2隔壁42は、ダイ60から離れるほど連続的または段階的に幅が広くなる幅広部43を有している。幅広部43の最大幅は、第1隔壁62の最大幅よりも大きい。
【選択図】図2
特許請求の範囲
【請求項1】
ワークを打ち抜く複数のパンチが挿抜される複数のダイ孔と、前記ダイ孔同士を隔てる第1隔壁と、を有するダイと、
前記ダイに隣接して前記ダイを支持するバッキングプレートと、を備えるプレス金型装置であって、
前記ダイは、互いに隣り合う複数の前記ダイ孔を含むダイ孔群を複数有しており、
前記バッキングプレートは、前記複数のダイ孔群にそれぞれ連通する複数のバッキング孔と、前記バッキング孔同士を隔てる第2隔壁と、を有しており、
前記第2隔壁は、前記ダイから離れるほど連続的または段階的に幅が広くなる幅広部を有しており、
前記幅広部の最大幅は、前記第1隔壁の幅よりも大きい、
プレス金型装置。
続きを表示(約 480 文字)
【請求項2】
前記バッキング孔の内面のうち前記幅広部を構成する部分は、前記ダイから離れるほど前記バッキング孔の内側に位置するように傾斜した傾斜面を有している、
請求項1に記載のプレス金型装置。
【請求項3】
前記幅広部における前記ダイが位置する側の端部には、互いに隣り合う前記バッキング孔の前記傾斜面同士が連続して接続されることにより形成された縁部が設けられている、
請求項2に記載のプレス金型装置。
【請求項4】
前記バッキングプレートに隣接して前記バッキングプレートを支持するダイホルダを備え、
前記ダイホルダは、
前記複数のバッキング孔にそれぞれ連通する複数のホルダ孔と、
前記ホルダ孔同士を隔てる第3隔壁と、を有しており、
前記第3隔壁の幅は、前記第1隔壁の幅よりも大きい、
請求項1に記載のプレス金型装置。
【請求項5】
前記複数のダイ孔は、円形状に並んでいる、
請求項1~請求項4のいずれか一項に記載のプレス金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、複数のパンチと、複数のパンチが挿抜される複数のダイ孔を有するダイと、ダイの直下に隣接してダイを支持するバッキングプレートとを備えるプレス加工装置が開示されている。なお、バッキングプレートは、特許文献1においてはダイホルダと称される。
【0003】
バッキングプレートは、複数のダイ孔にそれぞれ連通する複数の排出孔を有している。ダイ及びパンチによって金属板から打ち抜かれた打ち抜き部材は、各ダイ孔を通じて各排出孔から排出される。
【先行技術文献】
【特許文献】
【0004】
特開2021-37528号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、金属板における打ち抜き部分同士が近接している場合、これら打ち抜き部分に対応するダイ孔同士が近接する。その結果、ダイ孔に連通する排出孔同士も近接する。排出孔同士が近接するほど、排出孔同士を隔てる隔壁の幅が小さくなる。この場合、ダイを支持するために必要なバッキングプレートの強度、ひいてはプレス金型装置の強度が低下するおそれがある。
【課題を解決するための手段】
【0006】
上記課題を解決するためのプレス金型装置は、ワークを打ち抜く複数のパンチが挿抜される複数のダイ孔と、前記ダイ孔同士を隔てる第1隔壁と、を有するダイと、前記ダイに隣接して前記ダイを支持するバッキングプレートと、を備えるプレス金型装置であって、前記ダイは、互いに隣り合う複数の前記ダイ孔を含むダイ孔群を複数有しており、前記バッキングプレートは、前記複数のダイ孔群にそれぞれ連通する複数のバッキング孔と、前記バッキング孔同士を隔てる第2隔壁と、を有しており、前記第2隔壁は、前記ダイから離れるほど連続的または段階的に幅が広くなる幅広部を有しており、前記幅広部の最大幅は、前記第1隔壁の幅よりも大きい。
【0007】
上記構成によれば、複数のダイ孔がバッキング孔に連通するため、バッキングプレートに全ての第1隔壁に対応する隔壁を設けなくて済む。そして、バッキング孔同士を隔てる第2隔壁は、ダイの第1隔壁の幅よりも最大幅が大きい幅広部を有している。このため、ダイ孔同士が近接している場合であっても、第2隔壁の幅が小さくなることを抑制できる。したがって、バッキングプレートの強度の低下、ひいてはプレス金型装置の強度低下を抑制できる。
【図面の簡単な説明】
【0008】
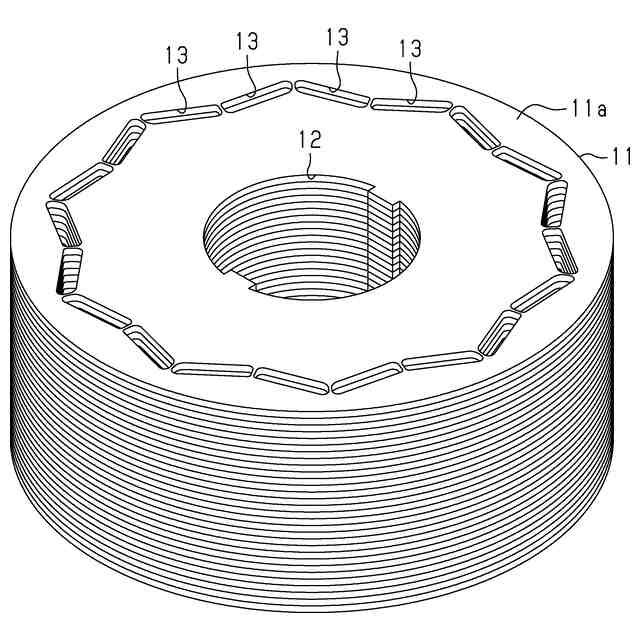
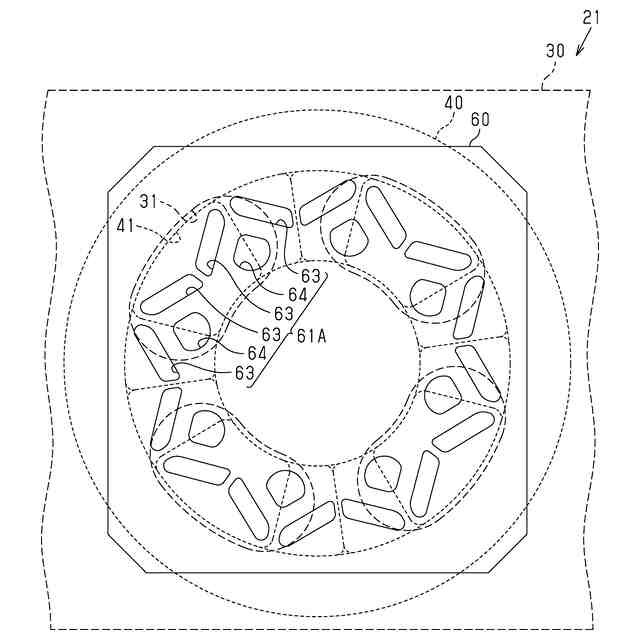
図1は、一実施形態のロータコアを示す斜視図である。
図2は、一実施形態のプレス金型装置の概略構成を示す断面図である。
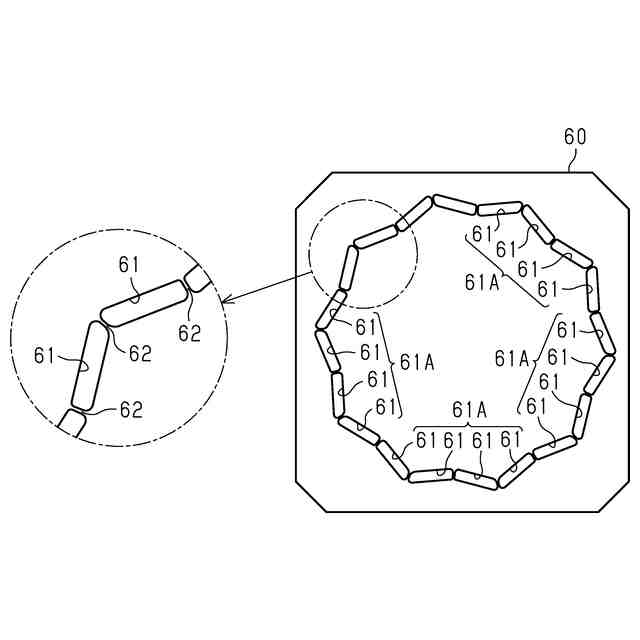
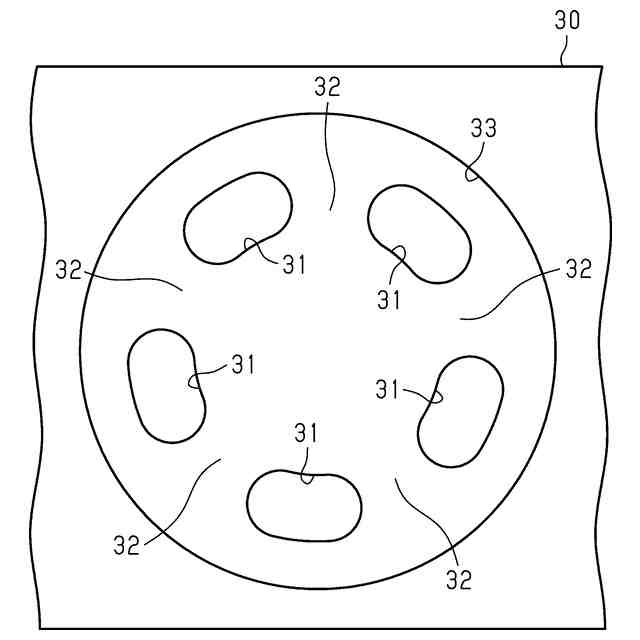
図3は、図2のダイを示す平面図である。
図4は、図2のバッキングプレートを示す平面図である。
図5は、図2のバッキングプレートの一部を断面で示す断面斜視図である。
図6は、図2のダイホルダを示す平面図である。
図7は、図2のダイ、バッキングプレート、及びダイホルダを示す平面図である。
図8は、変更例のダイ、バッキングプレート、及びダイホルダを示す平面図である。
図9は、変更例のプレス金型装置の概略構成を示す断面図である。
【発明を実施するための形態】
【0009】
以下、図1~図7を参照して、プレス金型装置の一実施形態について説明する。本実施形態では、回転電機のロータコアの製造に用いられるプレス金型装置20について説明する。
【0010】
(ロータコア11)
まず、ロータコア11について説明する。
図1に示すように、ロータコア11は、略円筒状をなしている。ロータコア11は、複数の鉄心片11aが積層されることにより構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
2か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
株式会社アマダ
曲げ金型
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社TMEIC
監視装置
6か月前
日鉄建材株式会社
成形装置
27日前
トヨタ自動車株式会社
打ち抜き加工装置
13日前
株式会社アマダ
曲げ加工機
4か月前
株式会社アマダ
曲げ加工機
7か月前
株式会社トラバース
パンチング加工装置
6か月前
株式会社吉野機械製作所
プレス機械
4か月前
フジテック株式会社
金属棒曲げ工具
29日前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
株式会社三明製作所
転造装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
14日前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
トヨタ自動車株式会社
鋼板部材の製造方法
14日前
株式会社不二越
転造加工用平ダイス
7か月前
株式会社アマダ
プレスブレーキ
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































