TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025383
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130105
出願日
2023-08-09
発明の名称
有底筒状体加工装置
出願人
東洋製罐株式会社
代理人
個人
,
個人
主分類
B21D
51/26 20060101AFI20250214BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】設置スペースの極大化を伴うことなく有底筒状体に対して多数回のネック加工を施すことができ、しかも、簡単な構成で高さの異なる有底筒状体について煩雑な設定行為なしに共通して使用することができる有底筒状体加工装置を提供すること。
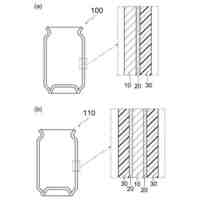
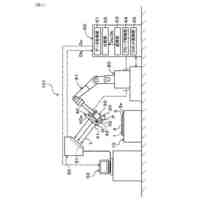
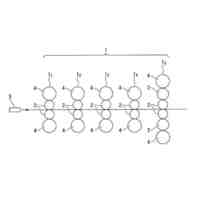
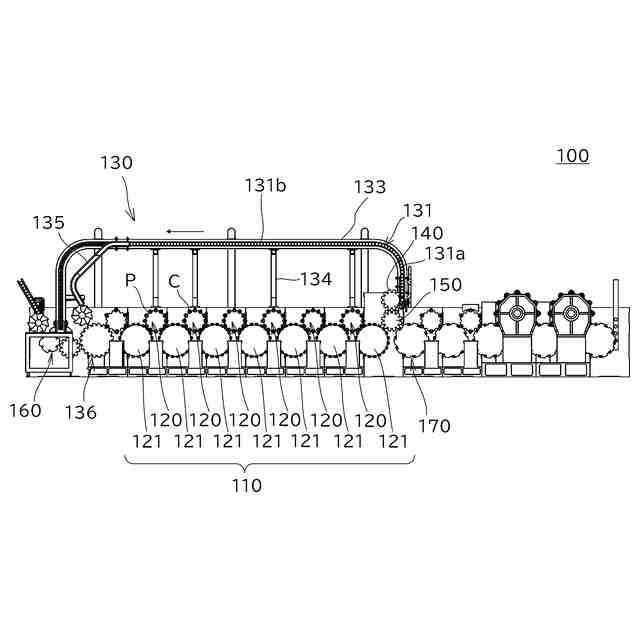
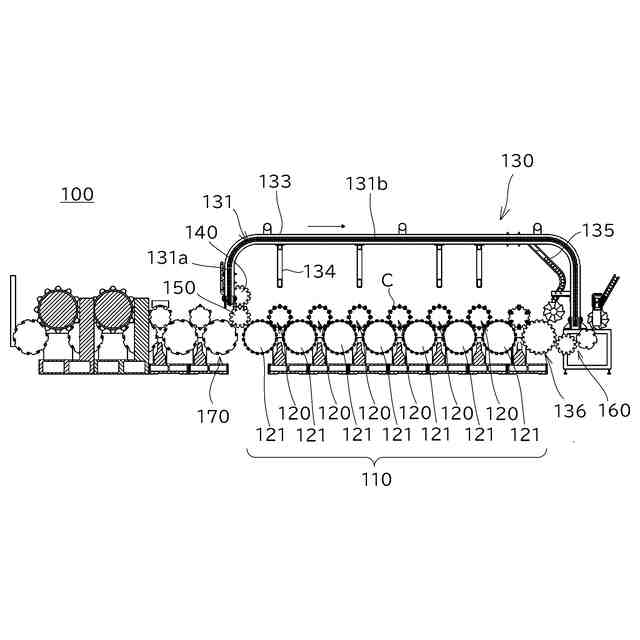
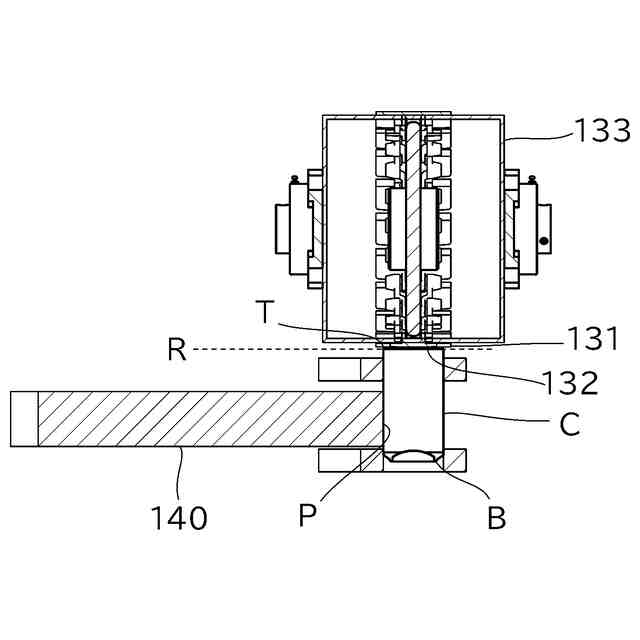
【解決手段】有底筒状体加工装置100は、複数のネック加工ユニットが搬送経路に沿って順に配置された多段階ネック加工部110と、下流側ネック加工ユニットから排出された有底筒状体Cを上流側ネック加工ユニットに再び供給する循環用コンベア131とを備え、循環用コンベアは、搬送面132に有底筒状体の開口端Tを吸着して搬送するものであり、ネック加工ユニットを構成する加工ターレット120の有底筒状体の底部を支持するボトムターレット124は、ネック加工を施すべき有底筒状体の筒軸方向高さに基づいて、位置調整機構によって軸方向に移動可能に構成されている。
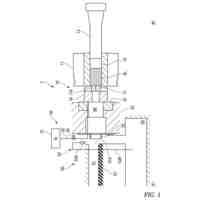
【選択図】図3
特許請求の範囲
【請求項1】
有底筒状体を搬送経路に沿って搬送しながら当該有底筒状体の開口端に複数回のネック加工を施す有底筒状体加工装置であって、
複数のネック加工ユニットが搬送経路に沿って順に配置された多段階ネック加工部と、
前記多段階ネック加工部の下流側に設けられた下流側ネック加工ユニットから排出された有底筒状体を、前記多段階ネック加工部の上流側に設けられた上流側ネック加工ユニットに再び供給する循環用コンベアと、を備え、
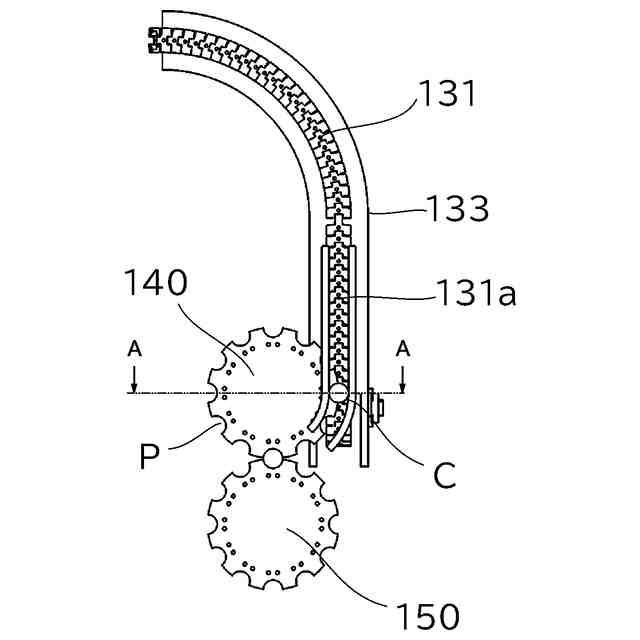
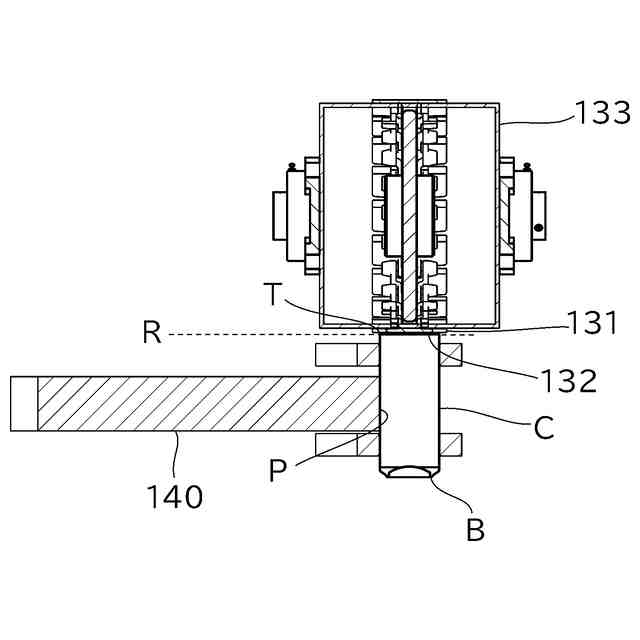
前記循環用コンベアは、搬送面を有し、当該搬送面が有底筒状体の開口端と対面するように配設されており、前記搬送面に有底筒状体の開口端を吸着して搬送するものであり、
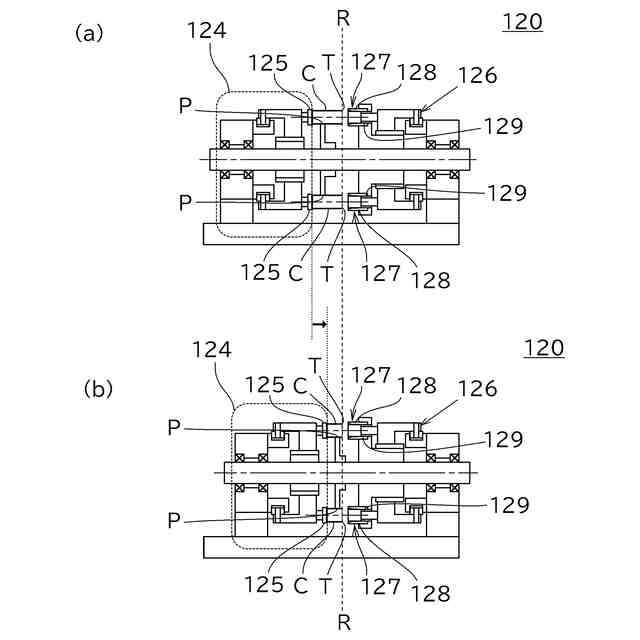
前記ネック加工ユニットは、前記有底筒状体にネック加工を行う加工ターレットを備え、
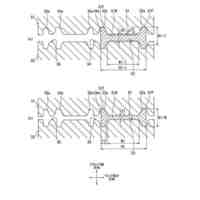
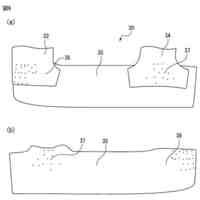
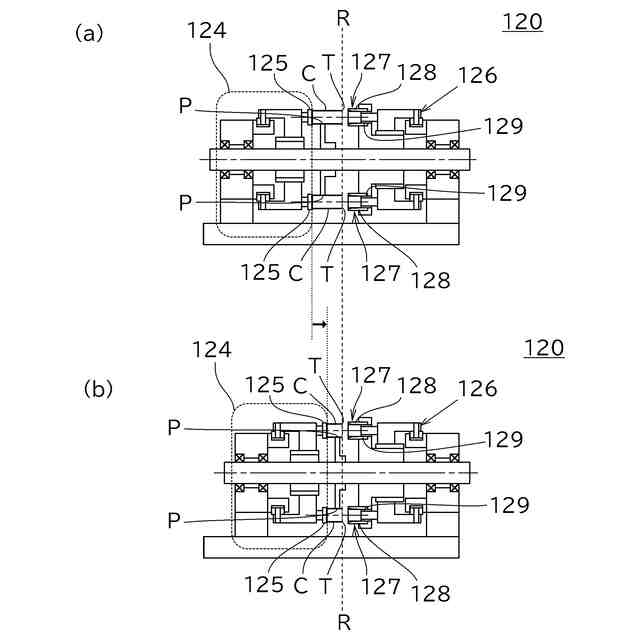
前記加工ターレットは、複数のポケットが周方向に配置され、前記ポケットに有底筒状体を保持するとともに有底筒状体の底部を支持するボトムターレットと、前記加工ターレットの軸方向一方側に配置された、有底筒状体に対してネック加工を施す加工ツールを有するツールターレットとを有し、
前記ボトムターレットは、ネック加工を施すべき有底筒状体の筒軸方向高さに基づいて、位置調整機構によって軸方向に移動可能に構成されていることを特徴とする有底筒状体加工装置。
続きを表示(約 1,100 文字)
【請求項2】
前記循環用コンベアは、前記搬送面に有底筒状体の開口端を吸引により吸着して搬送するものであり、
吸着のための負圧が-0.5~-11kPaの範囲にあることを特徴とする請求項1に記載の有底筒状体加工装置。
【請求項3】
前記多段階ネック加工部の下流側に設けられた下流側ネック加工ユニットから排出された有底筒状体を、前記循環用コンベアと対向する受け渡し位置まで移動させる受け渡しターレットを備え、
前記受け渡しターレットは、複数のポケットが周方向に配置されたものであり、
前記受け渡しターレットにおいて有底筒状体を保持した前記ポケットが前記循環用コンベアへの受け渡し位置にあるときに、有底筒状体と前記循環用コンベアの前記搬送面とのクリアランスが、15mm以内であることを特徴とする請求項1に記載の有底筒状体加工装置。
【請求項4】
前記循環用コンベアにおける搬送速度は、前記ネック加工ユニットの前記加工ターレットにおける搬送速度より小さいことを特徴とする請求項1に記載の有底筒状体加工装置。
【請求項5】
前記有底筒状体の搬送速度を減速させる減速ターレットを備え、
前記下流側ネック加工ユニットから排出された有底筒状体を前記循環用コンベアへ搬送するまでの間に備えられて有底筒状体を搬送するターレットのいずれかを前記減速ターレットとすることを特徴とする請求項1に記載の有底筒状体加工装置。
【請求項6】
前記受け渡しターレットは、有底筒状体の搬送速度を減速させる減速ターレットであり、
前記受け渡しターレットにおける搬送速度は、前記ネック加工ユニットの前記加工ターレットにおける搬送速度より小さく、前記循環用コンベアにおける搬送速度以上であることを特徴とする請求項3に記載の有底筒状体加工装置。
【請求項7】
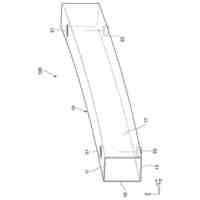
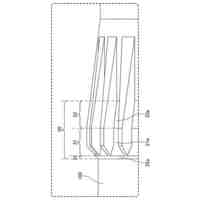
前記循環用コンベアの搬送面に吸着して搬送される有底筒状体の開口端は、縮径された状態のものであることを特徴とする請求項1に記載の有底筒状体加工装置。
【請求項8】
前記多段階ネック加工部の各ネック加工ユニットは、水平な一方向に直列的に配置され、
前記循環用コンベアは、前記多段階ネック加工部の上方において前記一方向に沿って延び、
前記循環用コンベアの搬送経路の後端から前記上流側ネック加工ユニットに有底筒状体を下方に移動させて供給するシュートが備えられ、
前記シュートは、有底筒状体の移動を補助するエアー機構を備えることを特徴とする請求項1に記載の有底筒状体加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、有底筒状体を搬送経路に沿って搬送しながら当該有底筒状体の開口端に複数回のネック加工を施す有底筒状体加工装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、飲料缶等に用いられる缶は、円形状に打ち抜いた金属製の板材に対して絞り・しごき加工などを施して有底円筒形状の缶胴を成形し、さらに缶胴の開口端に所定のネッキング、トリミング、必要に応じてねじ部成形やカール部成形などの口部成形工程を行うことによって製造される。
いわゆるネッキングと称される絞り加工は、缶胴を構成する金属材料が過度のストレスを受けないように、通常、複数工程に分けて段階的に行われる。このような段階的に複数回のネック加工を行う装置としては、例えば加工ターレットを複数、直列的に連結し、缶胴を順次搬送しながら1つの加工ターレットにつき1段階のネック加工を行い、1巡で複数工程のネック加工を施す装置がある。
しかしながら、このような装置には、所望のネック加工数と同数の加工ターレットを設ける必要があるので、多数回のネック加工を要する缶胴を製造する場合には装置や設備が長大化、極大化してより多くの設置スペースが必要になる、という問題がある。
【0003】
このような問題を解決するために、例えば特許文献1には、複数の加工ターレットが直列的に配置され、一端側に缶胴が供給される供給位置が設けられるとともに他端側に缶胴が排出される排出位置が設けられた装置において、供給位置から搬送されて各加工ターレットにおいて1巡目の複数工程の加工が順に施され、排出位置から排出された半加工状態の缶胴を、循環コンベアによって供給位置まで戻して、再度、複数の加工ターレットに搬送されて2巡目の複数加工を施す装置が開示されている。
このような循環コンベアを利用した装置においては、水平方向に並設される加工ターレット数を減少させることができ、設置スペース当たり施すことができる加工数を増大させることができる。
【先行技術文献】
【特許文献】
【0004】
欧州特許第2001617号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方、上記の循環コンベアを利用した装置においては、循環コンベアはその担持および搬送のしやすさから缶胴の底部を吸着して搬送させる構造であるため、高さ(ハイト)が異なる飲料缶の製造に転用する、いわゆる型替えをする場合に、加工ターレットから循環コンベアへの移載が困難となる、という問題がある。
具体的には、各加工ターレットは缶胴の開口端を加工するものであるため缶胴の開口端が確実に加工に供されるように基準トリム面に位置合わせされて順に搬送されるところ、ある高さの缶胴のみに対応した装置であれば初期設計として循環コンベアの搬送面が缶胴の底部に近接して対向するような位置に循環コンベアを配設すればよいが、同じ装置を高さが異なる缶胴、例えば高さが低い缶胴のネッキングにそのまま転用すると、1巡目の加工が終了した缶胴が循環コンベアへの乗り換え位置において循環コンベアとの距離が大きく離間してしまうため、循環コンベアへの移載が困難となるという問題が生じる。このような場合には、循環コンベア自体を移動させて搬送面の位置をずらすことによって対応することになるが、循環コンベアの大きさ上、大掛かりな設定となるため現実的ではなく、また、設定行為自体が煩雑化してしまう。
【0006】
本発明は、上記の問題点を解決するものであって、その目的は、設置スペースの極大化を伴うことなく有底筒状体に対して多数回のネック加工を施すことができ、しかも、簡単な構成で高さの異なる有底筒状体について煩雑な設定行為なしに共通して使用することができる有底筒状体加工装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明の有底筒状体加工装置は、有底筒状体を搬送経路に沿って搬送しながら当該有底筒状体の開口端に複数回のネック加工を施す有底筒状体加工装置であって、
複数のネック加工ユニットが搬送経路に沿って順に配置された多段階ネック加工部と、
前記多段階ネック加工部の下流側に設けられた下流側ネック加工ユニットから排出された有底筒状体を、前記多段階ネック加工部の上流側に設けられた上流側ネック加工ユニットに再び供給する循環用コンベアと、を備え、
前記循環用コンベアは、搬送面を有し、当該搬送面が有底筒状体の開口端と対面するように配設されており、前記搬送面に有底筒状体の開口端を吸着して搬送するものであり、
前記ネック加工ユニットは、前記有底筒状体にネック加工を行う加工ターレットを備え、
前記加工ターレットは、複数のポケットが周方向に配置され、前記ポケットに有底筒状体を保持するとともに有底筒状体の底部を支持するボトムターレットと、前記加工ターレットの軸方向一方側に配置された、有底筒状体に対してネック加工を施す加工ツールを有するツールターレットとを有し、
前記ボトムターレットは、ネック加工を施すべき有底筒状体の筒軸方向高さに基づいて、位置調整機構によって軸方向に移動可能に構成されていることを特徴とする。
【0008】
本発明の有底筒状体加工装置においては、前記循環用コンベアは、前記搬送面に有底筒状体の開口端を吸引により吸着して搬送するものであり、
吸着のための負圧が-0.5~-11kPaの範囲にある構成とすることができる。
【0009】
また、本発明の有底筒状体加工装置においては、前記多段階ネック加工部の下流側に設けられた下流側ネック加工ユニットから排出された有底筒状体を、前記循環用コンベアと対向する受け渡し位置まで移動させる受け渡しターレットを備え、
前記受け渡しターレットは、複数のポケットが周方向に配置されたものであり、
前記受け渡しターレットにおいて有底筒状体を保持した前記ポケットが前記循環用コンベアへの受け渡し位置にあるときに、有底筒状体と前記循環用コンベアの前記搬送面とのクリアランスが、15mm以内である構成とすることができる。
【0010】
また、本発明の有底筒状体加工装置においては、前記循環用コンベアにおける搬送速度は、前記ネック加工ユニットの前記加工ターレットにおける搬送速度より小さい構成とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
容器
1か月前
東洋製罐株式会社
充填包装方法
18日前
東洋製罐株式会社
金属容器の製造方法
6日前
東洋製罐株式会社
内容物充填済み容器の評価方法
15日前
東洋製罐株式会社
鉄系酸素吸収剤含有層を備えた多層容器
15日前
東洋製罐株式会社
成形条件調整方法、及び、成形条件調整装置
2か月前
東洋製罐株式会社
缶容器
7日前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
21日前
東洋製罐株式会社
塑性加工用樹脂被覆金属板及び該金属板を用いての金属製有底筒状体の製造方法
25日前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
12日前
オムロン株式会社
導線折り曲げ治具
19日前
株式会社アマダ
曲げ金型
18日前
株式会社三明製作所
転造装置
18日前
東京精密発條株式会社
金属板の曲げ加工装置
7日前
トヨタ自動車株式会社
金属部材の製造方法
8日前
トヨタ自動車株式会社
鋼板部材及びその製造方法
11日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
18日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
21日前
JFEスチール株式会社
H形鋼の製造方法
18日前
UBEマシナリー株式会社
押出プレス装置のシャーナイフスプレー装置
27日前
トヨタ車体株式会社
パネル成形装置
26日前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
21日前
東洋製罐株式会社
金属容器の製造方法
6日前
山陽特殊製鋼株式会社
マンネスマン穿孔法による継目無鋼管の製造方法
22日前
フタバ産業株式会社
プレス成形装置及びプレス成形品の製造方法
28日前
UBEマシナリー株式会社
押出プレス装置および押出プレス方法
18日前
JFEスチール株式会社
幅プレス制御方法及び幅プレス制御装置
29日前
株式会社JKB
順送プレス加工方法及びその加工システム
11日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
22日前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
11日前
JFEスチール株式会社
冷間圧延機、冷間圧延方法、及び鋼板の製造方法
28日前
JFEスチール株式会社
表面欠陥予測方法、鋼帯の製造方法及び表面欠陥予測装置
6日前
株式会社不二越
転造加工用平ダイスおよびそれを用いた転造加工方法
27日前
日本製鉄株式会社
プレス成形用ブランク
14日前
株式会社プロテリアル
特性推定システム、良否判定システム、特性推定方法、および良否判定方法
15日前
株式会社TMEIC
タンデム圧延機の板厚スケジュール計算方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ