TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129660
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026436
出願日
2024-02-26
発明の名称
鋼板部材及びその製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
47/01 20060101AFI20250829BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
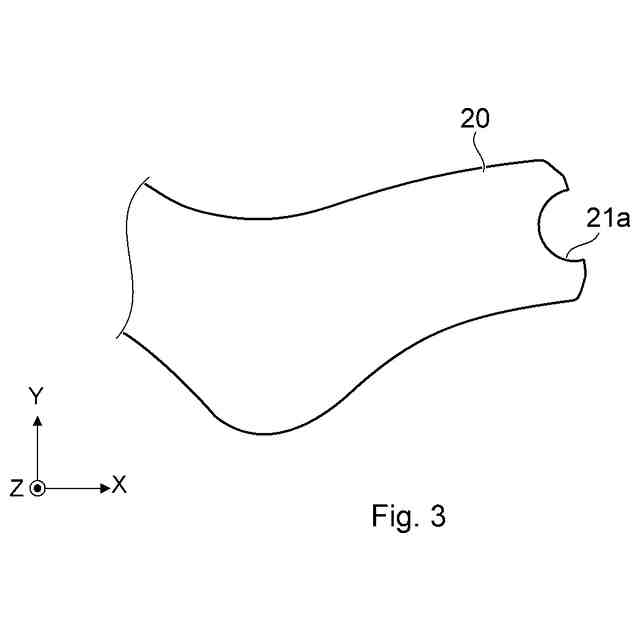
【課題】対向させた一対のフランジ部を同軸にする必要がなく、製造し易い鋼板部材の製造方法を提供する。
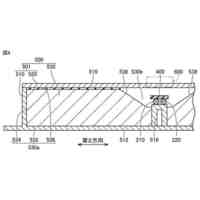
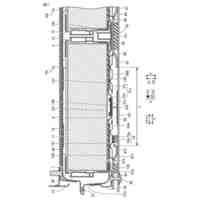
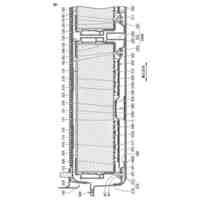
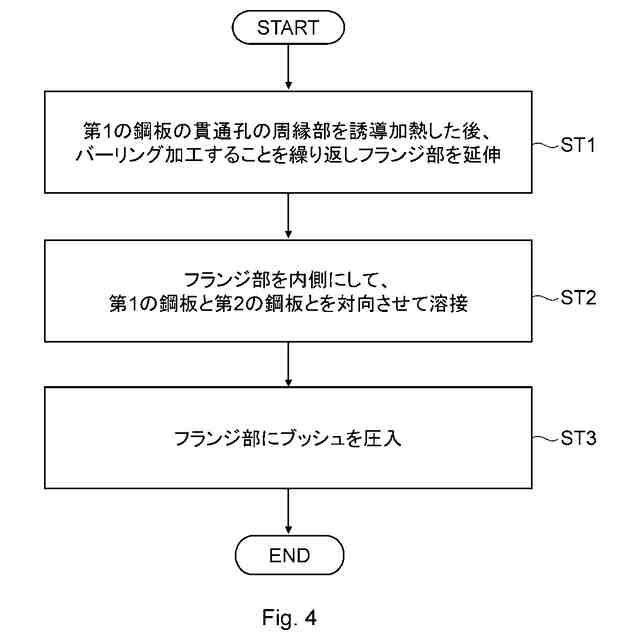
【解決手段】本開示の一態様に係る鋼板部材の製造方法は、第1の鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去した後、周縁部をバーリング加工してフランジ部を形成する工程と、一体化された第1の鋼板と第2の鋼板とをフランジ部を内側にして対向させて、フランジ部にブッシュを圧入する工程と、を備える。フランジ部を形成する工程において、周縁部の誘導加熱とバーリング加工とを繰り返して当該フランジ部を延伸し、ブッシュを圧入する工程において、第2の鋼板においてフランジ部と対向する部位には、ブッシュを通す貫通孔又は切欠部が設けられており、フランジ部のみによってブッシュが支持される。
【選択図】図4
特許請求の範囲
【請求項1】
第1の鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去した後、前記周縁部をバーリング加工してフランジ部を形成する工程と、
一体化された前記第1の鋼板と第2の鋼板とを前記フランジ部を内側にして対向させて、前記フランジ部にブッシュを圧入する工程と、を備え、
前記フランジ部を形成する工程において、
前記周縁部の誘導加熱とバーリング加工とを繰り返して当該フランジ部を延伸し、
前記ブッシュを圧入する工程において、
前記第2の鋼板において前記フランジ部と対向する部位には、前記ブッシュを通す貫通孔又は切欠部が設けられており、前記フランジ部のみによって前記ブッシュが支持される、
鋼板部材の製造方法。
続きを表示(約 620 文字)
【請求項2】
前記フランジ部を形成する工程よりも後であって、前記ブッシュを圧入する工程よりも前に、
前記フランジ部を内側にして、前記第1の鋼板と前記第2の鋼板とを対向させて互いに溶接する工程をさらに備える、
請求項1に記載の鋼板部材の製造方法。
【請求項3】
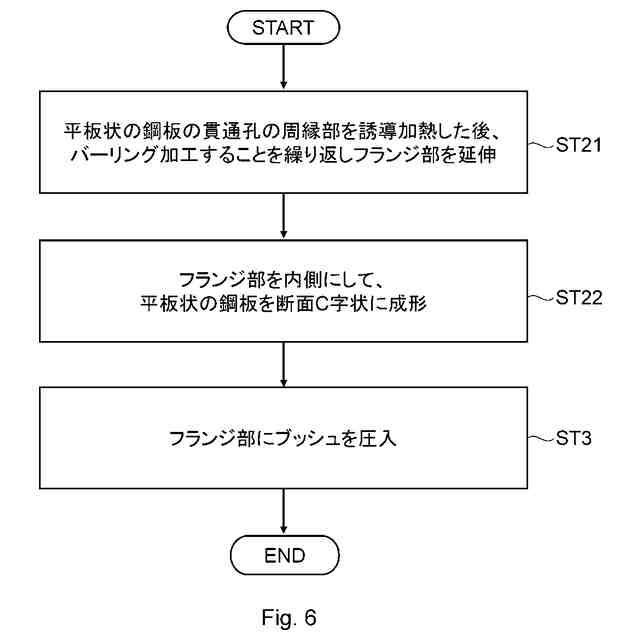
前記第1及び第2の鋼板は、1枚の平板から構成されており、
前記フランジ部を形成する工程よりも後であって、前記ブッシュを圧入する工程よりも前に、
前記フランジ部を内側にして前記平板を断面C字状に成形し、前記第1の鋼板と第2の鋼板とを対向させる、
請求項1に記載の鋼板部材の製造方法。
【請求項4】
前記周縁部の誘導加熱の際、当該貫通孔に誘導加熱コイルを挿入する、
請求項1~3のいずれか一項に記載の鋼板部材の製造方法。
【請求項5】
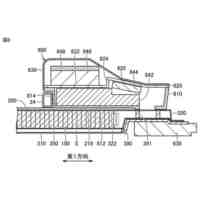
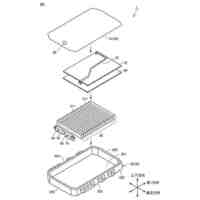
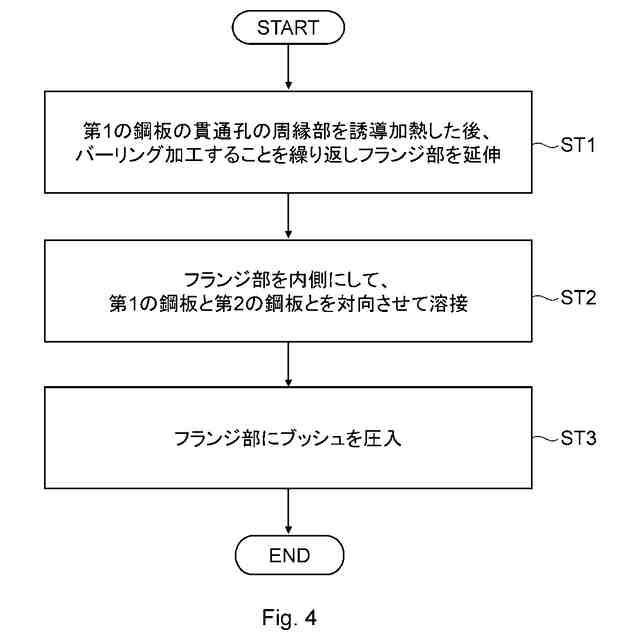
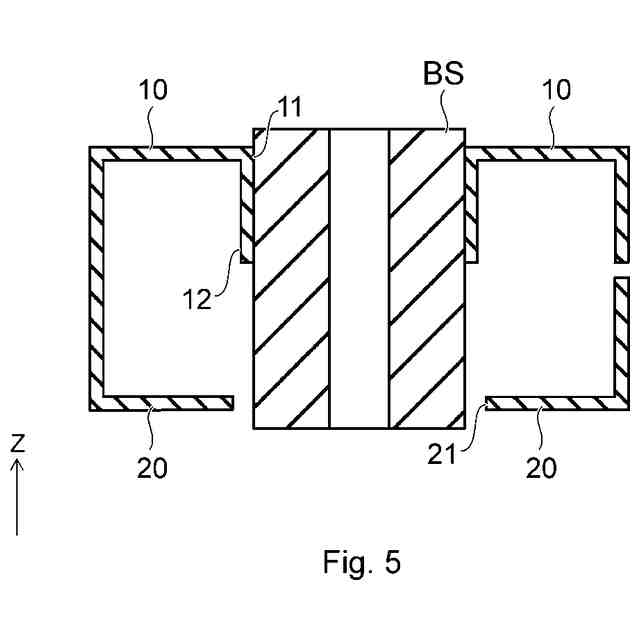
貫通孔と当該貫通孔の周縁部から立ち上がったフランジ部とを備える第1の鋼板と、
前記第1の鋼板の前記フランジ部側と対向配置された第2の鋼板と、
前記フランジ部に圧入されたブッシュと、を備え、前記第1及び第2の鋼板が一体化された鋼板部材であって、
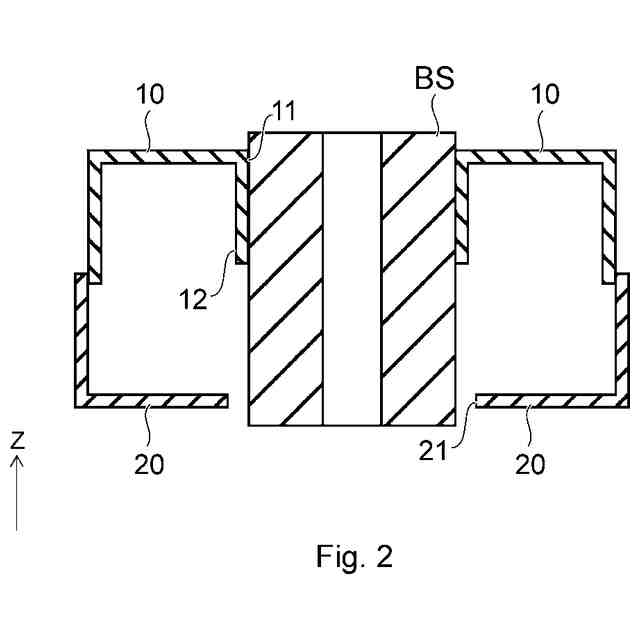
前記第2の鋼板において前記フランジ部と対向する部位には、前記ブッシュを通す貫通孔又は切欠部が設けられており、前記フランジ部のみによって前記ブッシュが支持される、
鋼板部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼板部材及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1に開示されているように、発明者らは、打ち抜き加工によって鋼板に形成した貫通孔の周縁部を誘導加熱によってひずみを除去した後、当該周縁部をバーリング加工する手法を開発した。バーリング加工は、伸びフランジ加工とも呼ばれる。
【先行技術文献】
【特許文献】
【0003】
特開2020-116635号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、バーリング加工によってフランジ部を形成した一対の鋼板のフランジ部同士を対向させ、対向させた一対のフランジ部にブッシュを圧入する鋼板部材の製造方法を検討していた。このような鋼板部材では、対向させた一対のフランジ部を同軸にする必要があり、製造し難いという問題があった。
【0005】
本開示は、このような事情に鑑みなされたものであって、対向させた一対のフランジ部を同軸にする必要がなく、製造し易い鋼板部材の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様に係る鋼板部材の製造方法は、
第1の鋼板に形成された貫通孔の周縁部を誘導加熱してひずみを除去した後、前記周縁部をバーリング加工してフランジ部を形成する工程と、
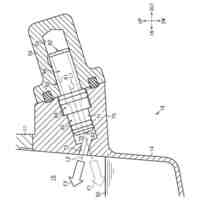
一体化された前記第1の鋼板と第2の鋼板とを前記フランジ部を内側にして対向させて、前記フランジ部にブッシュを圧入する工程と、を備え、
前記フランジ部を形成する工程において、
前記周縁部の誘導加熱とバーリング加工とを繰り返して当該フランジ部を延伸し、
前記ブッシュを圧入する工程において、
前記第2の鋼板において前記フランジ部と対向する部位には、前記ブッシュを通す貫通孔又は切欠部が設けられており、前記フランジ部のみによって前記ブッシュが支持される。
【0007】
本発明の一態様に係る鋼板部材の製造方法では、第1の鋼板にフランジ部を形成する工程において、誘導加熱とバーリング加工とを繰り返して当該フランジ部を延伸する。そして、フランジ部にブッシュを圧入する工程において、第2の鋼板において第1の鋼板のフランジ部と対向する部位には、ブッシュを通す貫通孔又は切欠部が設けられており、第1の鋼板のフランジ部のみによってブッシュが支持される。そのため、対向させた一対のフランジ部を同軸にする必要がなく、鋼板部材を製造し易い。
【0008】
前記フランジ部を形成する工程よりも後であって、前記ブッシュを圧入する工程よりも前に、前記フランジ部を内側にして、前記第1の鋼板と前記第2の鋼板とを対向させて互いに溶接する工程をさらに備えてもよい。このような構成によって、溶接工程においても、対向させた一対のフランジ部を同軸にする必要がなく、鋼板部材を製造し易い。
【0009】
前記第1及び第2の鋼板は、1枚の平板から構成されており、前記フランジ部を形成する工程よりも後であって、前記ブッシュを圧入する工程よりも前に、前記フランジ部を内側にして前記平板を断面C字状に成形し、前記第1の鋼板と第2の鋼板とを対向させてもよい。このような構成によって、溶接工程を省略でき、鋼板部材をより製造し易くなる。
【0010】
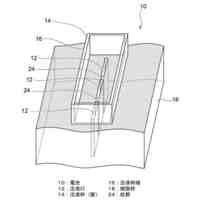
前記周縁部の誘導加熱の際、当該貫通孔に誘導加熱コイルを挿入してもよい。簡易な構成によって、貫通孔の周縁部を加熱できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
配管
11日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
ロータ
11日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
学習装置
10日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
エンジン
10日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
塗工装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
コネクタ
10日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
車両装置
2日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
制御装置
11日前
トヨタ自動車株式会社
製造設備
16日前
トヨタ自動車株式会社
判定装置
10日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
エンジン
11日前
トヨタ自動車株式会社
監視装置
16日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
反応容器
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ