TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171031
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024075987
出願日
2024-05-08
発明の名称
電池
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
10/0585 20100101AFI20251113BHJP(基本的電気素子)
要約
【課題】本開示は、第1の集電体層を残しつつ、体積効率が向上した電池を提供することを目的とする。
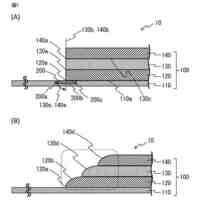
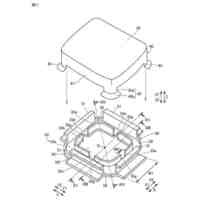
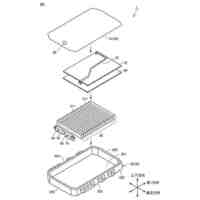
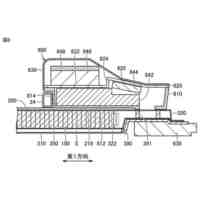
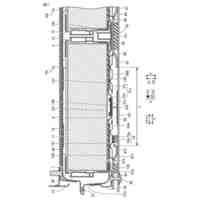
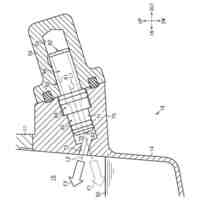
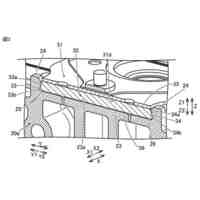
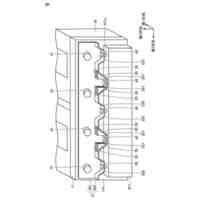
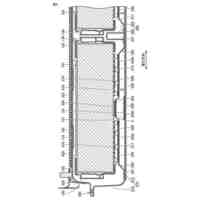
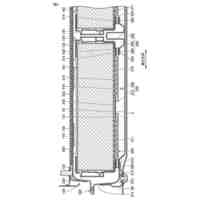
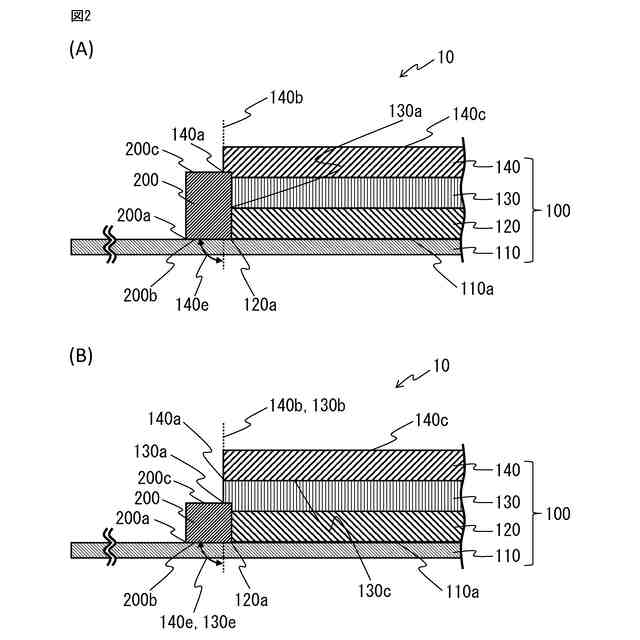
【解決手段】第1の集電体層110、第1の電極活物質層120、電解質層130、及び第2の電極活物質層140がこの順で積層されている積層体100、及び硬質部材200を有し、かつ積層体100の少なくとも1つの端部において、積層体100が、硬質部材200と接触しており、第1の電極活物質層の先端120a、電解質層の先端130a、及び第2の電極活物質層の先端140aが、硬質部材の先端200aよりも内側に存在し、硬質部材の第2の面200cが、第1の電極活物質層120と接触しており、かつ/又は第2の電極活物質層の表面140cと第1の集電体層の第1の接触面110aとの間に存在し、かつ第2の電極活物質層の先端における接線方向と、第1の集電体層の表面の面方向との角度が、60~120°である、電池。
【選択図】図1
特許請求の範囲
【請求項1】
第1の集電体層、第1の電極活物質層、電解質層、及び第2の電極活物質層がこの順で積層されている積層体、並びに硬質部材を有し、かつ
前記積層体の少なくとも1つの端部において、
前記積層体が、前記硬質部材と接触しており、
前記第1の電極活物質層の先端、前記電解質層の先端、及び前記第2の電極活物質層の先端が、前記硬質部材の先端よりも内側に存在し、
前記硬質部材が、前記第1の集電体層側の第1の面と、前記第1の面と対向する第2の面とを有し、
前記第1の集電体層が、前記第1の電極活物質層と接触する第1の接触面を有し、
前記硬質部材の前記第2の面が、前記第1の電極活物質層と接触しており、かつ/又は前記第2の電極活物質層の表面と前記第1の集電体層の前記第1の接触面との間に存在し、かつ
前記第2の電極活物質層の先端における接線方向と、前記第1の集電体層の表面の面方向との角度が、60~120°である、
電池。
続きを表示(約 440 文字)
【請求項2】
前記第2の電極活物質層の先端が、切断面である、請求項1に記載の電池。
【請求項3】
前記第2の電極活物質層の先端と、前記電解質層の先端とが、面一である、請求項1に記載の電池。
【請求項4】
前記硬質部材が、アルミナ、ジルコニア、炭化ケイ素、チタン、及びそれらの組み合わせから選択される、請求項1に記載の電池。
【請求項5】
下記工程を含む、請求項1~4のいずれか一項に記載の電池の製造方法:
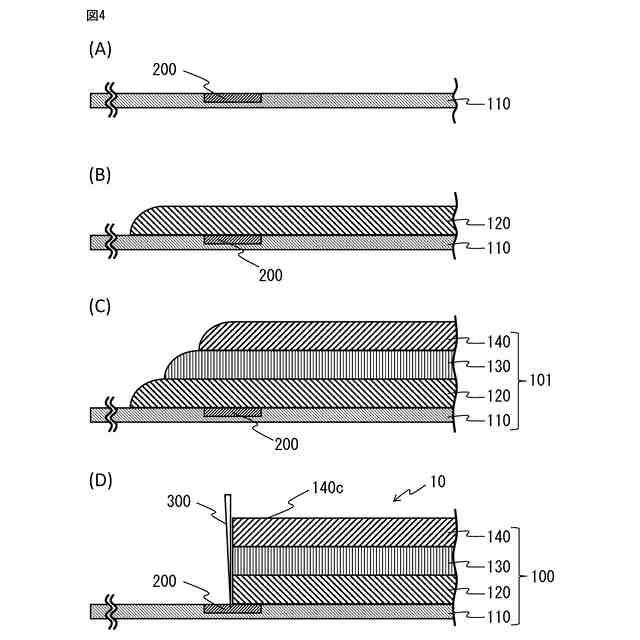
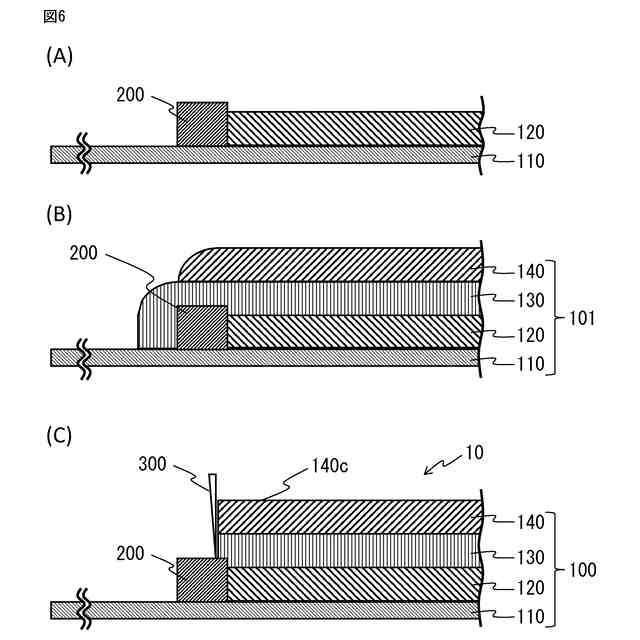
前記第1の集電体層に、前記硬質部材を形成し、次いで前記第1の電極活物質層を形成すること、又は前記第1の集電体層に、前記硬質部材及び前記第1の電極活物質層を同時に形成すること、
前記第1の電極活物質層の表面に、前記電解質層、及び前記第2の電極活物質層をこの順で積層し、予備積層体を提供すること、及び、
前記硬質部材上において、前記予備積層体の前記第2の電極活物質層を切断し、前記積層体を形成すること。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
電池は、例えば特許文献1に示すように、積層体の端部を切断して製造される。そして、この積層体は、一般的には、集電体層の表面に電極合材スラリー等を塗工し、各層を形成して製造される。このような電極合材スラリーを塗工して得られる電極活物質層において、電極合材スラリー塗工膜の端部は、電極合材スラリー塗工膜が乾燥されるまでにぬれ広がり、それによって、電極活物質層にいわゆるダレ部が生じることがある。そのため、例えば特許文献2や特許文献3のような、電極活物質層のダレ部の発生を抑制する製造装置や塗工装置が知られている。
【0003】
特許文献1には、電極活物質と、ガラス質の固体電解質材料と、溶媒とを含んだ電極スラリーを、塗工方向に沿って集電箔上に塗工し、乾燥して、正極および負極をそれぞれ作製する工程と、前記正極、前記負極およびキャリアシートの少なくとも一つの表面に、ガラス質の固体電解質材料を含んだ固体電解質層を成形する工程と、前記正極および前記負極を、前記固体電解質層を介在させた状態で積層し、積層方向からプレスすることで、積層体を作製する工程と、前記積層体を、前記塗工方向に対して10°以上40°以下の切り込み角度となるように切断する工程と、を包含する、全固体電池の製造方法が開示されている。特許文献1の全固体電池の製造方法によると、従来の製造方法に比べて材料の無駄を低減すると共に、製造工程を簡素化することができ、全固体電池の生産性を向上することができるとされている。
【0004】
特許文献2には、活物質ペーストを基材に塗工する電池の製造装置であって、ダイラタンシー性を発現する活物質ペーストを吐出する吐出口を有する塗工部を備え、前記吐出口は、前記吐出口の延在方向の両端部に、前記延在方向に直交する方向の長さが縮小された第1縮小部を有し、前記第1縮小部の間に位置する中央部においてせん断粘度の低い状態で前記活物質ペーストを吐出し、前記第1縮小部においてせん断粘度の高い状態で前記活物質ペーストを吐出する電池の製造装置が開示されている。特許文献2の電池の製造装置によると、電池の活物質の利用率を高めることができるとされている。
【0005】
特許文献3には、塗工液を吐出するスリットの両側に形成されたリップ部を一端とし、前記塗工液を箔に塗工するダイを備え、前記リップ部の幅方向が前記箔の幅方向に対して傾いている塗工装置が開示されている。特許文献3の塗工装置によると、ダイによって箔に塗工液を塗工する塗工装置において、ダレの発生により生じる塗工領域の目付のばらつきを抑制することができるとされている。
【先行技術文献】
【特許文献】
【0006】
特開2019-139921号公報
特開2022-139404号公報
特開2015-020098号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
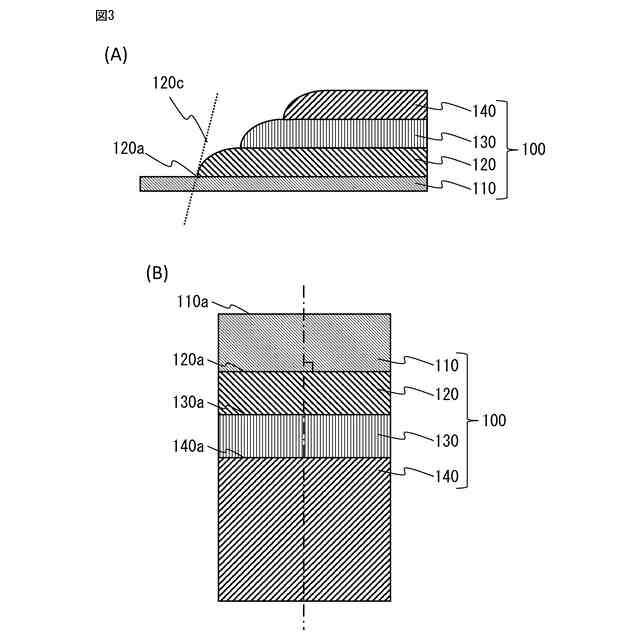
例えば、第1の集電体層に、第1の電極活物質層、電解質層、及び第2の電極活物質層をこの順で塗工して積層された電池を製造する場合には、電池の短絡を防止するため、具体的には、第2の電極活物質層が第1の集電体層や第1の電極活物質層に接触することを防止するため、各層のダレ部を考慮して、それぞれの層を形成する合材スラリーを塗工する必要がある。このような電池では、各層のダレ部が多段構成となり、電池の体積効率が減少する。
【0008】
これに対して、電池の体積効率を向上させるため、電極活物質層及び電解質層のダレ部を切断し除去することが考えられる。しかしながら、このような電池において、第1の集電体層は、外部と接続するため延出していることが望まれているにもかかわらず、上記ダレ部を切断して除去するときに、上記ダレ部だけではなく、第1の集電体層も切断する虞がある。
【0009】
そこで本開示は、第1の集電体層を残しつつ、体積効率が向上した電池を提供することを目的とする。
【課題を解決するための手段】
【0010】
本開示は、以下の手段によって、上記目的を達成するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
配管
22日前
トヨタ自動車株式会社
電池
27日前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
方法
6日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
方法
今日
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
21日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電動車
21日前
トヨタ自動車株式会社
ロータ
22日前
トヨタ自動車株式会社
タンク
6日前
トヨタ自動車株式会社
電動車
22日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
蓄電装置
14日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
受電装置
今日
トヨタ自動車株式会社
制御装置
22日前
トヨタ自動車株式会社
エンジン
22日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
車両装置
13日前
トヨタ自動車株式会社
蓄電装置
14日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
塗工装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
制御装置
13日前
トヨタ自動車株式会社
処理装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ