TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129526
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026211
出願日
2024-02-26
発明の名称
スプラインの形成装置及びスプラインの形成方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21J
5/12 20060101AFI20250829BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高い硬度を有する材料からなるワークへの刻設においても、ひび割れ等の問題を伴わずにスプラインを形成する。
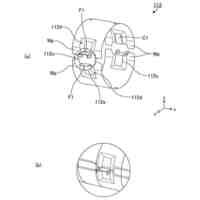
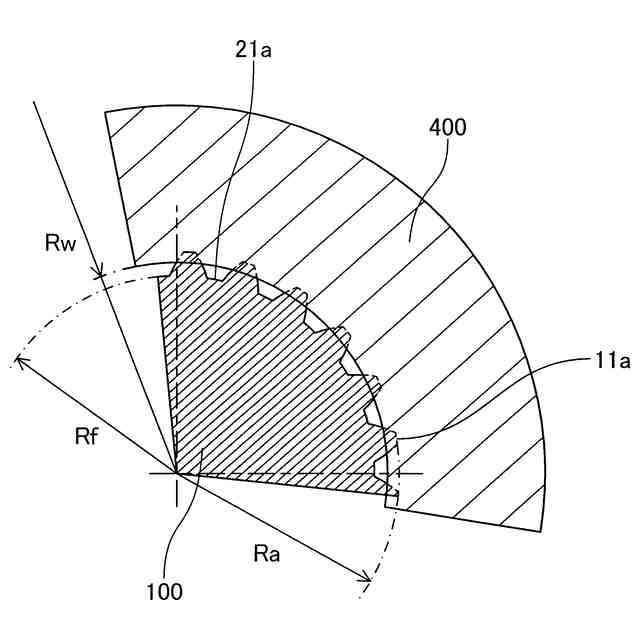
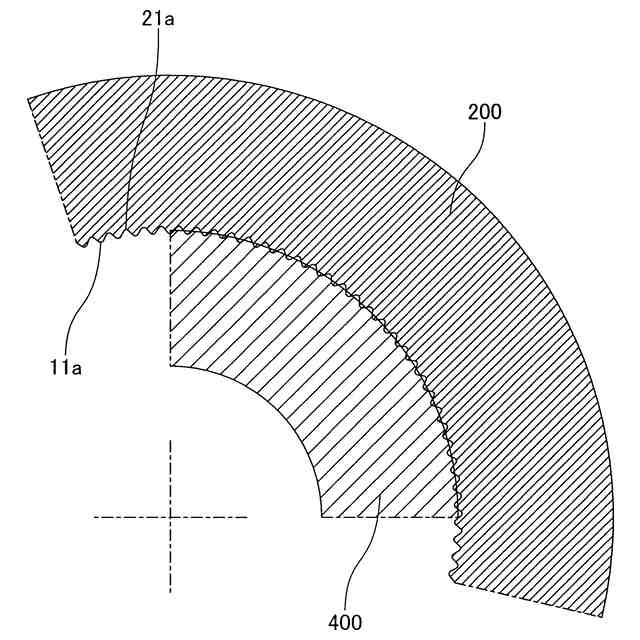
【解決手段】ダイス、ダイスの孔に収容されたパンチ、ダイスの孔の内周面とパンチの外周面との間の賦形空間及び筒状のワークを賦形空間に押し込む駆動機構を備え、ダイスの孔の内周面及び/又はパンチの外周面に軸方向に延在し且つ周方向において隣り合う複数条の第1刻設部が設けられたスプラインの形成装置において、隣り合う第1刻設部の間において軸方向に延在し且つ第1刻設部の頂面よりも低い頂面を有する複数条の第2刻設部を、軸方向における第2刻設部の頂面の範囲と第1刻設部の頂面の範囲とが少なくとも部分的に重なるように配置する。好ましくは、ワークの押し込み時に第2刻設部の頂面と第1刻設部の頂面とが同時にワークに接触するか或いは第2刻設部の頂面が第1刻設部の頂面よりも早くワークに接触するように構成する。
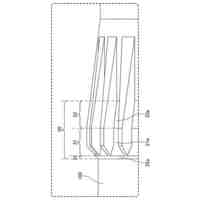
【選択図】図3
特許請求の範囲
【請求項1】
孔が形成されたダイスと、前記孔に収容されたパンチと、前記孔の内周面と前記パンチの外周面との間の筒状の空間である賦形空間と、筒状のワークを前記賦形空間に軸方向における一方の側である上流側から押し込むことができるように構成された機構である駆動機構と、を備え、
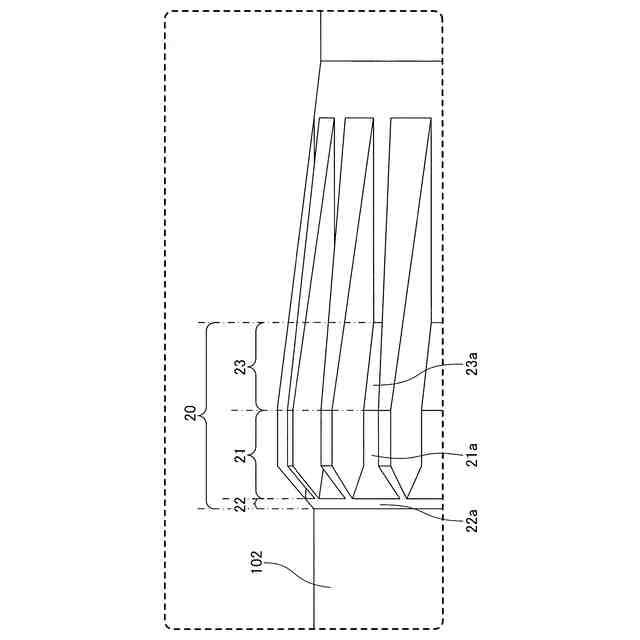
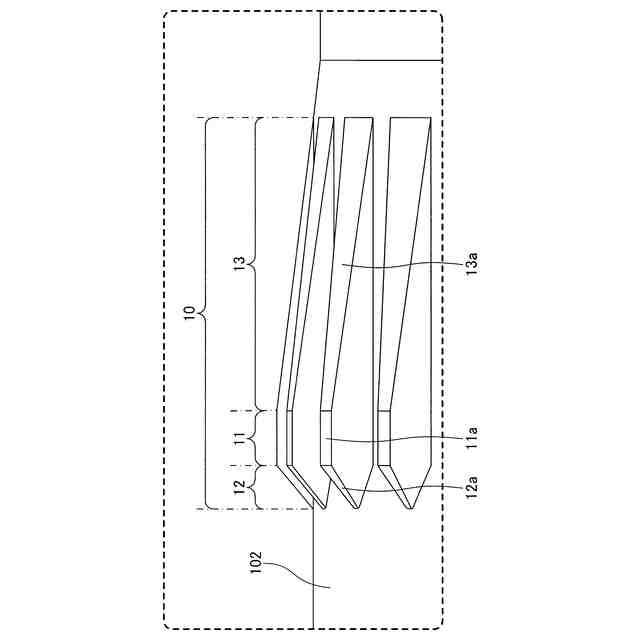
前記内周面及び前記外周面の何れか一方又は両方の面である賦形面には、前記軸方向における所定の範囲に亘って延在すると共に前記賦形空間に向かって突出し且つ周方向において隣り合う複数条の凸部である第1刻設部が設けられており、
前記第1刻設部は、前記軸方向における所定の範囲に亘って延在し且つ前記軸方向に平行な頂面である第1頂面を有する部分である第1ランド部と、前記第1ランド部の前記上流側に隣接し且つ前記第1頂面と前記賦形面とを連続的に接続する面である第1導入面を含む部分である第1歯部と、前記第1ランド部の前記上流側とは反対の側である下流側に隣接し且つ前記第1頂面と前記賦形面とを連続的に接続する面である第1逃げ面を含む部分である第1逃げ部と、を含む、
スプラインの形成装置であって、
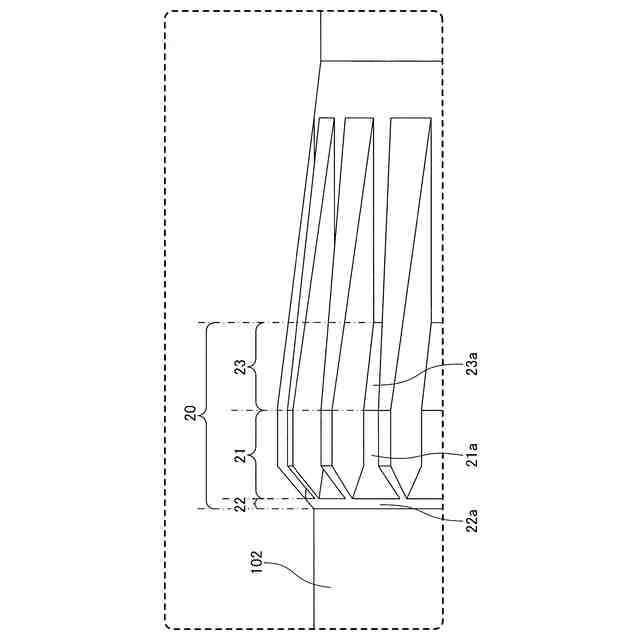
隣り合う前記第1刻設部の間には、前記軸方向における所定の範囲に亘って延在すると共に前記賦形空間に向かって突出し且つ周方向において隣り合う複数条の凸部である第2刻設部が更に設けられており、
前記第2刻設部は、前記軸方向における所定の範囲に亘って延在し且つ前記軸方向に平行な前記第1頂面よりも低い頂面である第2頂面を有する部分である第2ランド部と、前記第2ランド部の前記上流側に隣接し且つ前記第2頂面と前記賦形面とを連続的に接続する面である第2導入面を含む部分である第2歯部と、前記第2ランド部の前記下流側に隣接し且つ前記第2頂面と前記賦形面とを連続的に接続する面である第2逃げ面を含む部分である第2逃げ部と、を含み、
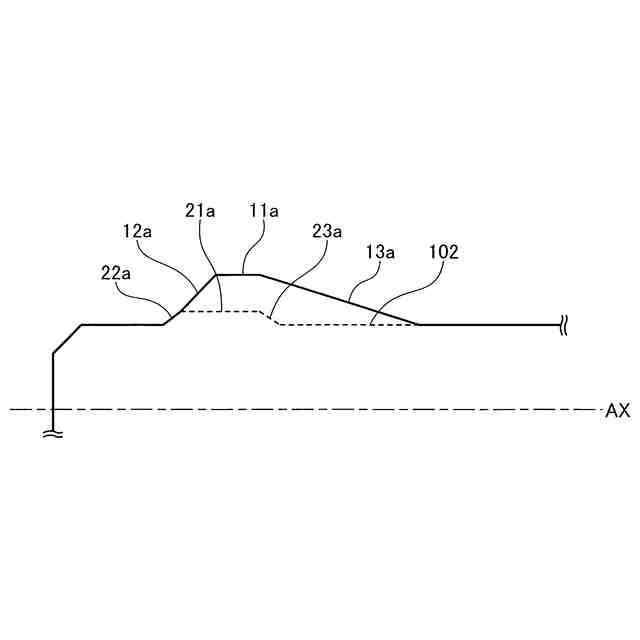
前記軸方向において、前記第1頂面が延在する範囲と前記第2頂面が延在する範囲とが少なくとも部分的に重なる、
スプラインの形成装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載されたスプラインの形成装置であって、
前記軸方向において、前記第2頂面の前記上流側の端部である第2先端が前記第1頂面の前記上流側の端部である第1先端と同じ位置又は前記第1先端よりも前記上流側に位置する、
スプラインの形成装置。
【請求項3】
請求項1又は請求項2に記載されたスプラインの形成装置であって、
前記賦形面は、前記内周面及び前記外周面の何れか一方の面であり、
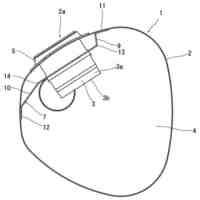
前記内周面及び前記外周面のうち前記賦形面ではない方の面である非賦形面には、少なくとも前記軸方向において前記第1頂面が設けられている領域に対して径方向において対向する領域である第1領域において前記賦形空間に向かって全周に亘って突出する環状の凸部である環状膨出部が設けられている、
スプラインの形成装置。
【請求項4】
請求項3に記載されたスプラインの形成装置であって、
前記第1領域は、前記第1導入面の法線及び前記第1頂面の法線と前記非賦形面とが交わる領域である、
スプラインの形成装置。
【請求項5】
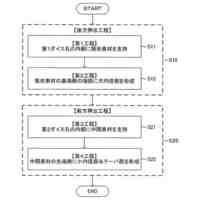
請求項1又は請求項2に記載されたスプラインの形成装置を用いて前記筒状のワークの内周面及び/又は外周面にスプラインを形成する、スプラインの形成方法であって、
前記駆動機構に前記ワークをセットする第1工程と、
前記賦形空間と前記ワークとが同軸状である状態にて前記駆動機構により前記上流側から前記賦形空間へと前記ワークを押し込む第2工程と、
を含み、
前記スプラインの歯底の位置及び形状が前記第1頂面によって定まり、前記スプラインの歯先の位置及び形状が前記第2頂面によって定まる、
スプラインの形成方法。
【請求項6】
請求項5に記載されたスプラインの形成方法であって、
請求項3に記載されたスプラインの形成装置を用いて前記筒状のワークの内周面及び外周面の何れか一方にスプラインを形成する、
スプラインの形成方法。
【請求項7】
請求項6に記載されたスプラインの形成方法であって、
請求項4に記載されたスプラインの形成装置を用いて前記筒状のワークの内周面及び外周面の何れか一方にスプラインを形成する、
スプラインの形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スプラインの形成装置及びスプラインの形成方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
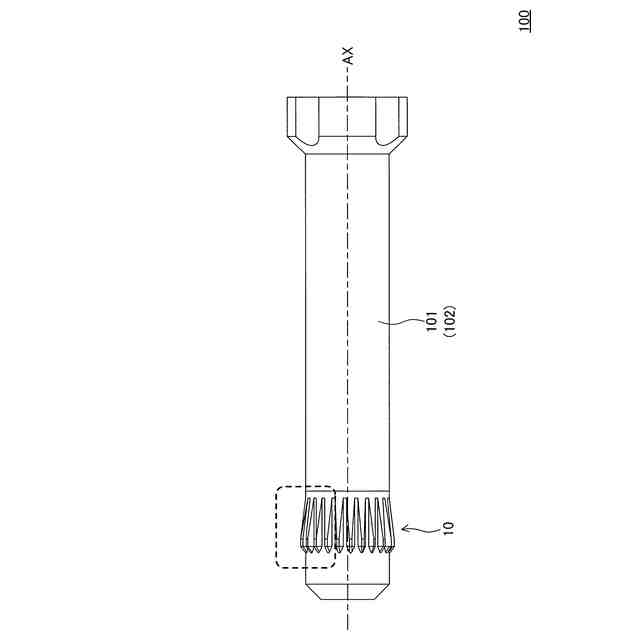
当該技術分野においては、例えばコア等の回転体とシャフトとの嵌合を目的として、回転体の孔の内周面及び/又はシャフトの外周面にスプライン(嵌合用凸凹)を押出加工によって刻設することが知られている。刻設とは、加工部材(例えば、パンチ、マンドレル又はダイス等)に設けられた歯及び歯に続くランドを被加工部材(ワーク)の表面に押し付けた状態において両者を相対移動させることによって行われる押出加工である。刻設により、被加工部材を構成する材料が塑性流動して、被加工部材の表面に凹部が形成される。例えば、複数条の歯及びランドが外周面に設けられたパンチ又はマンドレルを回転体の孔に挿通することにより、回転体の孔の内周面にスプラインを刻設することができる。或いは、複数条の歯及びランドが孔の内周面に設けられたダイスの孔にシャフトを挿通させることにより、シャフトの外周面にスプラインを刻設することができる。
【0003】
斯かる技術の具体例としては、例えば、特許第3150045号公報(特許文献1)において、リング状のワークの内周面及び外周面に同時にスプラインを形成する(賦形する)工法が開示されている。当該工法においては、ダイス5に形成された孔の内周面及びマンドレル11の外周面の両方に複数条の歯及びランドが設けられている。更に、ダイス5の外周面はダイホルダ2によって拘束されており、加工時の反力によるダイスの5変形(径方向における外側への拡がり)が抑止されている。
【0004】
他の具体例としては、例えば、特開平11-254083号公報(特許文献2)において、複数条の歯及びランドが孔の内周面に斜めに設けられたダイス13を用いてヘリカルギアを形成する工法が開示されている。当該工法においては、ダイスホルダ11の中心部に圧入される楔状の締め金12によってダイス13の外周面が拘束されており、加工時の反力によるダイス13の変形(径方向における外側への拡がり)が抑止されている。
【0005】
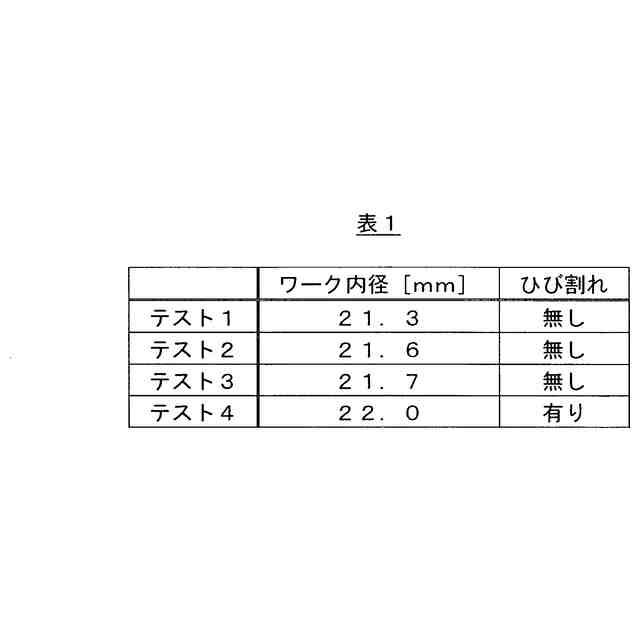
上記工法を始めとする従来技術に係るスプラインの形成方法(刻設方法)は、一般的な(即ち、比較的低い硬度を有する)材料からなるワークへのスプラインの刻設には有効であるが、高い硬度を有する(即ち、硬く、脆く且つ変形能が低い)材料からなるワークへのスプラインの刻設においては問題を惹起する。具体的には、加工部材の表面に設けられた複数条の歯及びランドにおいて隣り合う歯及びランドの間の谷状(溝状)の部分の底面である一般面とワークとの摺動により、両者の接触及び摩擦等に起因する摩擦力がワークの表面に作用する。当該摩擦力が過大になると、ワークに刻設されるスプラインの歯先等において、ひび割れ等の欠陥が発生する場合がある。
【先行技術文献】
【特許文献】
【0006】
特許第3150045号公報
特開平11-254083号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したように、当該技術分野においては、高い硬度を有する材料からなるワークへの刻設においても、ひび割れ等の問題を伴わずにスプラインを形成することが可能な技術に対する要求が存在する。
【課題を解決するための手段】
【0008】
上記課題に鑑み、本発明者は、鋭意研究の結果、スプラインをワークに形成するための複数条の第1の刻設部が設けられたダイスの孔の内周面及び/又はパンチの外周面において、第1の刻設部よりも低い第2の刻設部を第1の刻設部の間に設けることにより、上記課題を解決することができることを見出した。
【0009】
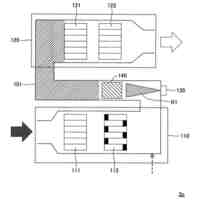
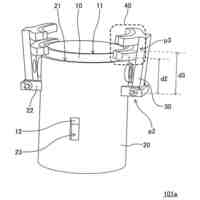
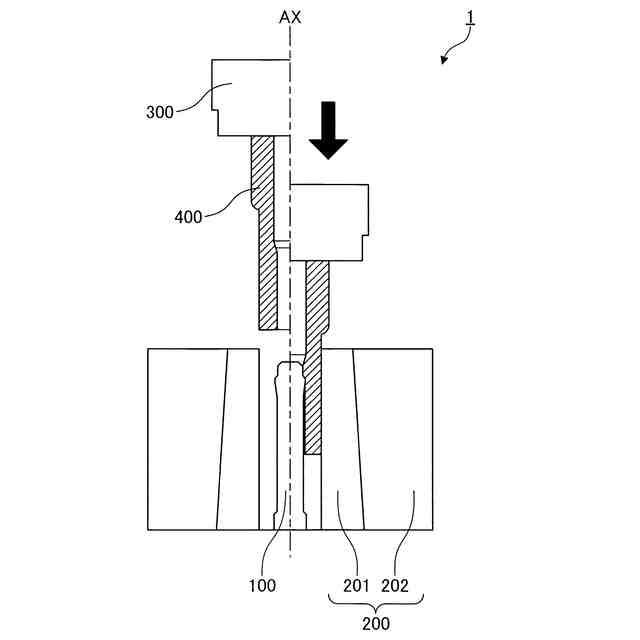
具体的には、本発明に係るスプラインの形成装置(以降、「本発明装置」と称呼される場合がある。)は、孔が形成されたダイスと、ダイスの孔に収容されたパンチと、ダイスの孔の内周面とパンチの外周面との間の筒状の空間である賦形空間と、筒状のワークを賦形空間に軸方向における一方の側である上流側から押し込むことができるように構成された機構である駆動機構と、を備える。
【0010】
ダイスの孔の内周面及びパンチの外周面の何れか一方又は両方の面である賦形面には、軸方向における所定の範囲に亘って延在すると共に賦形空間に向かって突出し且つ周方向において隣り合う複数条の凸部である第1刻設部が設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
2か月前
株式会社三五
排気装置
2か月前
株式会社三五
排気浄化装置
7日前
株式会社三五
ドライブシャフト
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
20日前
株式会社三五
配管用マーキング装置
2か月前
株式会社三五
管材のインシュレータ
3か月前
株式会社三五
二重テーパ部の製造方法
3か月前
株式会社三五
ハイブリッド車の排気システム
8日前
株式会社三五
テーパ部を有する円筒体の成形方法
22日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
2か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
29日前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
13日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
8か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
8か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ