TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169500
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074210
出願日
2024-05-01
発明の名称
鋼線の連続伸線方法
出願人
個人
代理人
主分類
B21C
1/00 20060101AFI20251107BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】直進式連続伸線機によって高抗張力鋼線を製造する際、鋼線の昇温に起因する歪み時効硬化(脆化)をより少なくし、伸線高速化を支え、且つ線癖を改善する。
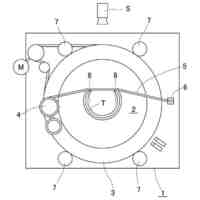
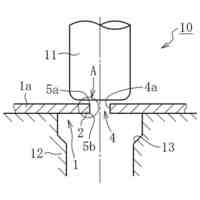
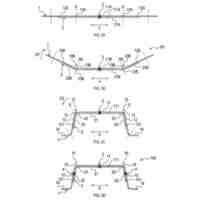
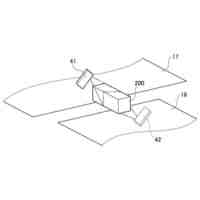
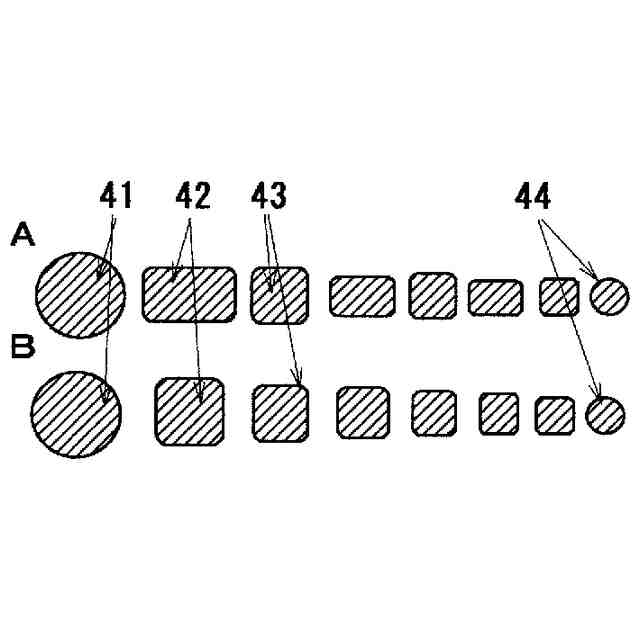
【解決手段】伸線に際して、少なくとも最終パスを除く残り引抜パスにおいて孔ダイス又はローラーダイスを使用し、ダイスの出口における被加工材の断面形状を円ではなく直線部を持つ楕円状、又は角の丸い方形状として、該直線部を引抜釜に接して巻き付け巻き上げることにより被加工材の転動(捻り)を拘束し、且つ伸線釜による接触冷却を強化し、時効硬化を抑制する。逆張力の作用により加工発熱も低減する。捻りの拘束は線癖を改善する。
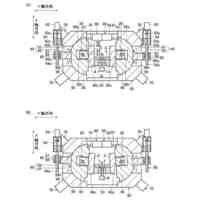
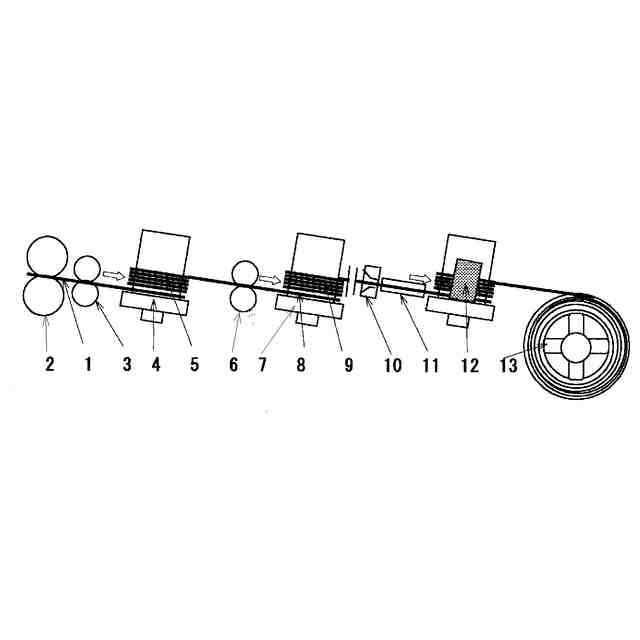
【選択図】図1
特許請求の範囲
【請求項1】
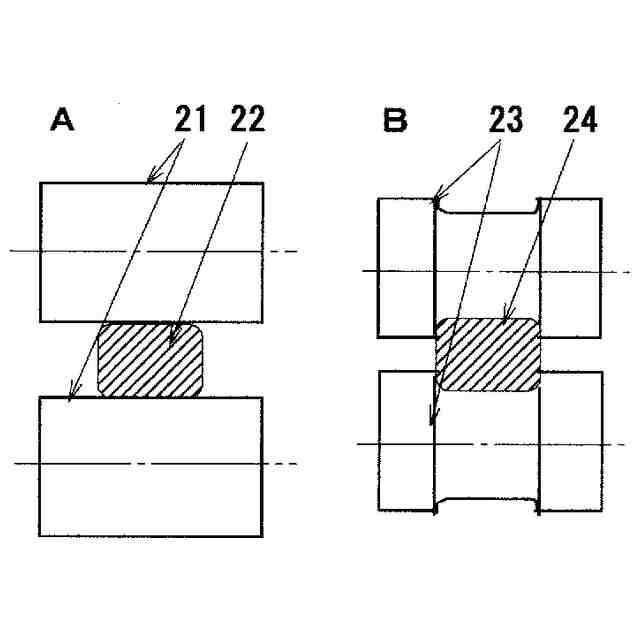
高抗張力鋼線を逆張力が作用する直進式連続伸線機によって製造するに際して、少なくとも最終パスを除く残り引抜パスにおいて、孔ダイス又はローラーダイスを使用し、ダイス出口における被加工材の断面形状を円ではなく直線部を持つ楕円状、又は角の丸い方形状とし、該直線部を引抜釜に接して巻き付け巻き上げることにより、被加工材の捻りを拘束し、且つ引抜釜による接触冷却を強化することを特徴とする高抗張力鋼線の連続伸線方法。
続きを表示(約 210 文字)
【請求項2】
最終パスを通過した被加工材を直ちに水冷すること及び引抜釜上の整列巻きを押さえ付けて被加工材の転動を拘束する転動拘束ローラーを設けることを特徴とする請求項1に記載した高抗張力鋼線の連続伸線方法。
【請求項3】
逆張力の大きさを引抜前の被加工材の降伏力の40%以上とし、引抜直後の被加工材の温度を145℃以下に抑制することを特徴とする請求項1又は請求項2に記載した高抗張力鋼線の連続伸線方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は高炭素鋼線材を引抜いて高抗張力鋼線とする際の連続伸線方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鋼線は線材を孔ダイスにより引抜き、所望寸法と所望機械的性質に加工したもので、その際多数のパスを要し、直列配置した単頭引抜釜を順次無停止で通過する連続伸線機(以下連伸機と称する)が多用される。
連伸機における問題の一つは加工温度が高くなりがち、他は鋼線の曲がり癖・捻り癖が単頭伸線機よりも劣ると言う問題がある。
【0003】
前者の問題に関して、引抜に伴う加工熱により鋼線は昇温する。昇温した鋼線は巻回された引抜釜との接触により徐々に冷却するが、連伸機ではその冷却過程で次パスに達し、加工前温度が前段よりも上昇し、その分加工後温度も上昇する。昇温が反復累積され、加工硬化とは別の鋼線の硬化・脆化(歪み時効脆化と称される)を併発する。
特に高抗張力鋼線ではその強度故に延靭性が不足傾向にあり、その上降伏力が大きいために加工発熱・昇温が大きく脆化が進行し易い。当該品質問題に対して冷却の強化と発熱の抑制の両面から種々の策が講じられている。
【0004】
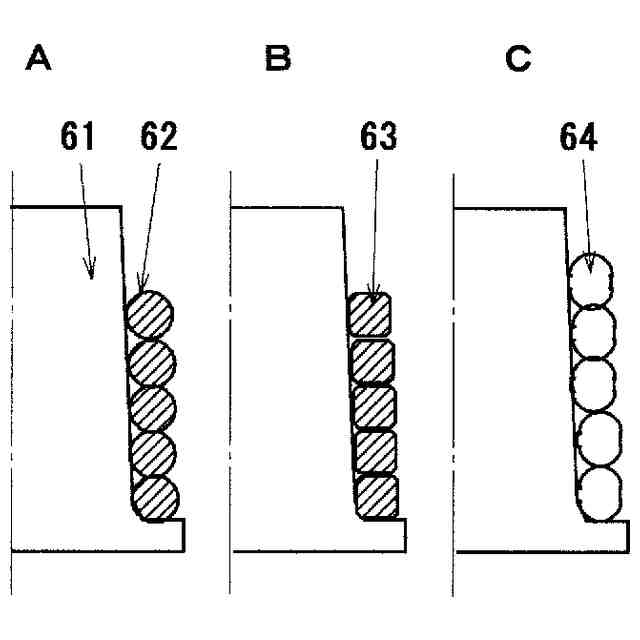
通常引抜釜内面の水冷強化や釜への捲回数の増加による冷却時間稼ぎ等が採用される。引抜釜への捲回には2種の方式がある。一つは蓄線式で、重合して釜に巻回し充分な蓄積量を持ち、その結果冷却時間が長く伸線温度制御に対処し易い。また釜間の速度調整が簡単である。品質に対して厳しくない製品に多用される。
【0005】
他は直進式で鋼線は釜に整列捲きされ、且つ常時張力状態で釜間を渡り歩く。逆張力が作用し、ダイス面圧が下がりダイス寿命に良い、ネジレが入りにくく蓄線式よりも線癖が良い、キズが付きにくい、潤滑が安定する等品質には有利である。他方張力の制御不適による断線(そのため逆張力は比較的大きくしない)や、冷却が不足傾向(対策として作業的には伸線速度の抑制、巻き数増、設備的には釜の大型化等がなされる)、釜間の速度調整を正確に行うための制御機構が複雑になる等の問題がある。本願発明は品質に有利な該直進式を対象としている。
【0006】
他方発熱の抑制に対しては、パス当たりの加工度(減面率)の軽負荷化がなされるがパス数増加による釜数不足が生ずることがある。製品の高抗張力化は加工度の増加を必要とするのでパス数を増加させなければならない。そのため最新の連伸機では連結釜数が増加する傾向にあり設備費の負担が極めて大きい。
高性能潤滑剤の採用(低摩擦による発熱の減少)はそれなりの効果があるが充分ではない。有効な策が無いのが実態である。勘違いで伸線速度を下げることがなされているが冷却には効果があっても昇温には無効である。
【0007】
特許文献1には伸線温度をある水準以下に制御することにより鋼線の脆化を防止することが開示されている。所定温度に制御する方法としては減面率の減少による昇温の抑制の他は冷却の強化、伸線の減速化等が上げられているがいずれも公知公用の手段である。
【0008】
特許文献2には直進式伸機において張力調整と速度調整がやり易い新機構が開示されている。逆張力の安定により伸線の作業性には優れるが逆張力の意義について従来の知見を越えるものは何も示唆されていない。
【0009】
特許文献3には、直進式連伸機において歪み時効による脆化を抑制するため引抜釜の釜径の軸方向傾斜(釜形状を円錐台型にする)を適切に設定することにより鋼線と釜との接触を良くして、重ね巻きを防止し、従って整列巻きを維持し、接触冷却の低下を防止すること、即ち冷却能を上げることが開示されている。本方法は冷却にはそれなりに有効であるが昇温には無関係である。
【0010】
特許文献4には、逆張力を従来と比較して過大に設定することにより引抜力を軽減し、発熱・昇温を抑制すること、及びその安定化方法が開示されている。本方法によりかなりの効果が期待されるが、過大な逆張力の精密制御にはそれなりの困難を要する。逆張力が限界を超えると円錐型破面の断線が発生する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
27日前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
3か月前
株式会社FTS
注入口の形成方法
1日前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
3か月前
フジテック株式会社
金属棒曲げ工具
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
3か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社アマダ
皿モミ加工方法
6日前
オーエスジー株式会社
転造工具ユニット
7日前
トヨタ自動車株式会社
金属部材の製造方法
3か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
3か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
ダイハツ工業株式会社
曲げ加工方法
2日前
東陽建設工機株式会社
鉄筋曲機
1か月前
銓益盛機械有限公司
転造盤の調整装置
6日前
トリックス株式会社
セレーションの製造方法
4か月前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
株式会社SIMA.I
転造盤
2か月前
フタバ産業株式会社
成形品の製造方法
27日前
フタバ産業株式会社
成型品の製造方法
27日前
三菱製鋼株式会社
測定装置及び方法
2か月前
フタバ産業株式会社
成形品の製造方法
6日前
株式会社放電精密加工研究所
位置補正情報処理装置
4か月前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
3か月前
株式会社レゾナック
スクロール部材の製造方法
4か月前
愛知製鋼株式会社
中空シャフト部材の製造方法
1か月前
株式会社アイシン
金属製筐体の製造方法および押出成型用金型
2か月前
JFEスチール株式会社
H形鋼の製造方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ