TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025167805
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072732
出願日
2024-04-26
発明の名称
中空シャフト部材の製造方法
出願人
愛知製鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
41/04 20060101AFI20251030BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】軸部に対するフランジ部の後付けが不要で、材料選択の自由度が高い中空シャフト部材の製造方法を提供することを課題とする。
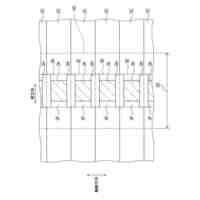
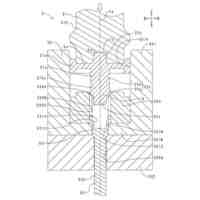
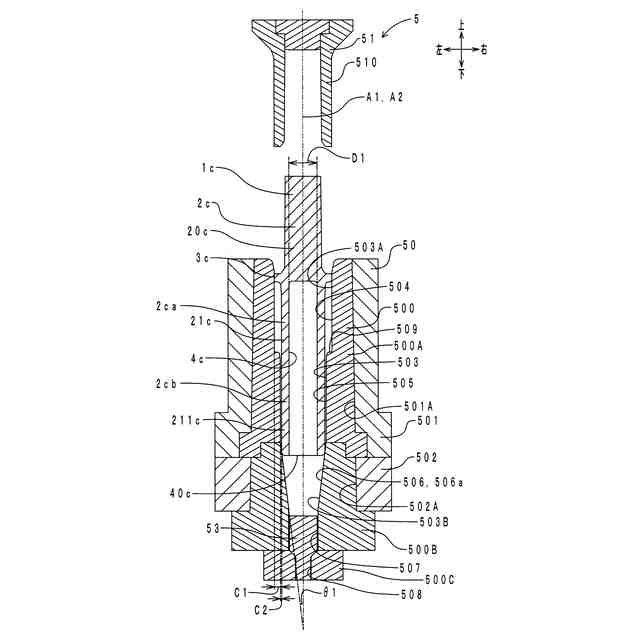
【解決手段】中空ワーク1cは一体物である。軸部2cとフランジ部3cとは一体的に連なっている。成形孔503は、フランジ部ガイド部504と、軸部ガイド部505と、口絞り部506と、を有している。中空シャフト部材1dの製造方法においては、中空ワーク1cを成形孔503に押し込むことにより、中空シャフト部材1dの軸部2dにテーパー部211dを成形する。当該製造方法は、口絞り工程を有している。口絞り工程においては、鍛造により中空ワーク1cを成形孔503に押し込む際に、フランジ部ガイド部504でフランジ部3cをガイドすることにより中空ワーク1cの姿勢を安定化させながら、口絞り部506で中空部4cの開口40cに口絞り加工を施し、軸部2dにテーパー部211dを成形する。
【選択図】図2
特許請求の範囲
【請求項1】
軸部と、前記軸部から径方向外側に突出するフランジ部と、前記軸部の軸方向一端に開口する中空部と、を備える中空ワークを、ダイの成形孔に押し込むことにより、前記軸部にテーパー部を成形する中空シャフト部材の製造方法であって、
前記中空ワークは一体物であって、前記軸部と前記フランジ部とは一体的に連なっており、
前記軸部の軸方向であって前記成形孔に対する前記中空ワークの押込方向を押込方向、前記軸方向一端側であって前記押込方向の前側を前側、前記押込方向の後側を後側として、
前記成形孔は、フランジ部ガイド部と、前記フランジ部ガイド部の前記前側に配置され前記フランジ部ガイド部よりも内径が小径の軸部ガイド部と、前記軸部ガイド部の前記前側に配置され前記後側から前記前側に向かって内径が縮径する口絞り部と、を有し、
鍛造により前記中空ワークを前記成形孔に押し込む際に、前記フランジ部ガイド部で前記フランジ部をガイドすることにより前記中空ワークの姿勢を安定化させながら、前記口絞り部で前記中空部の開口に口絞り加工を施し、前記軸部に前記テーパー部を成形する口絞り工程を有することを特徴とする中空シャフト部材の製造方法。
続きを表示(約 330 文字)
【請求項2】
前記軸部が前記口絞り部に押し込まれる前の状態を未圧入状態として、
前記未圧入状態において、前記軸部と前記軸部ガイド部との間には、1.0mm以上2.5mm以下の隙間が確保される請求項1に記載の中空シャフト部材の製造方法。
【請求項3】
前記押込方向に対する前記口絞り部の傾斜角度である絞り角は、20°未満である請求項1に記載の中空シャフト部材の製造方法。
【請求項4】
前記口絞り工程前における前記中空部の内径を成形前内径、前記口絞り工程後における前記テーパー部の最小外径を成形後外径として、
前記成形前内径は、前記成形後外径よりも小さい請求項1に記載の中空シャフト部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、フランジ付きの中空シャフト部材の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
フランジ付きの中空シャフト部材は、例えば、絞り加工により中空のハイプ材を縮管し(例えば特許文献1参照)、当該パイプ材にフランジ部を接合する方法を用いて、製造される。
【先行技術文献】
【特許文献】
【0003】
特開2020-151755号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、当該製造方法の場合、パイプ材にフランジ部を接合つまり後付けする必要がある。このため、工数が多く、工程が煩雑である。また、軸部の材料として、パイプ材を用いる必要がある。このため、材料選択の自由度が低い。そこで、本開示の中空シャフト部材の製造方法は、軸部に対するフランジ部の後付けを不要とし、材料選択の自由度を高くすることを目的とする。
【課題を解決するための手段】
【0005】
(1)上記課題を解決するため、本開示の中空シャフト部材の製造方法は、軸部と、前記軸部から径方向外側に突出するフランジ部と、前記軸部の軸方向一端に開口する中空部と、を備える中空ワークを、ダイの成形孔に押し込むことにより、前記軸部にテーパー部を成形する中空シャフト部材の製造方法であって、前記中空ワークは一体物であって、前記軸部と前記フランジ部とは一体的に連なっており、前記軸部の軸方向であって前記成形孔に対する前記中空ワークの押込方向を押込方向、前記軸方向一端側であって前記押込方向の前側を前側、前記押込方向の後側を後側として、前記成形孔は、フランジ部ガイド部と、前記フランジ部ガイド部の前記前側に配置され前記フランジ部ガイド部よりも内径が小径の軸部ガイド部と、前記軸部ガイド部の前記前側に配置され前記後側から前記前側に向かって内径が縮径する口絞り部と、を有し、鍛造により前記中空ワークを前記成形孔に押し込む際に、前記フランジ部ガイド部で前記フランジ部をガイドすることにより前記中空ワークの姿勢を安定化させながら、前記口絞り部で前記中空部の開口に口絞り加工を施し、前記軸部に前記テーパー部を成形する口絞り工程を有することを特徴とする。
【0006】
本開示の中空シャフト部材は、フランジ付きの中空シャフト部材である。本構成によると、中空ワークは一体物であり、軸部とフランジ部とは一体的に連なっている。このため、中空ワークの軸部にフランジ部を後付けする必要がない。したがって、製造工数を削減することができる。また、工程を簡単化することができる。本構成によると、軸部の材料として、中空のパイプ材や中実のバルク材などを選択することができる。このため、材料選択の自由度が高い。
【0007】
本構成の成形孔は、フランジ部ガイド部を備えている。このため、中空ワークを成形孔に押し込む際、フランジ部ガイド部でフランジ部をガイドすることにより、中空ワークの姿勢を安定化させることができる。したがって、成形孔に対して、中空ワークを調芯することができる。
【0008】
(1-1)上記(1)の構成において、前記中空ワークは、中実のバルク材から製造される構成とする方がよい。本構成によると、中空シャフト部材を、中空のパイプ材と比較して安価な、中実のバルク材から製造することができる。このため、中空シャフト部材をパイプ材から製造する場合と比較して、製造コストを削減することができる。
【0009】
(1-2)上記いずれかの構成において、前記口絞り加工は、冷間鍛造により実行される構成とする方がよい。本構成によると、中空ワークを意図的に加熱することなく、中空部の開口に口絞り加工を施し、軸部にテーパー部を成形することができる。
【0010】
(1-3)上記いずれかの構成において、前記軸部に前記テーパー部が成形される間、前記フランジ部ガイド部は継続的に前記フランジ部をガイドする構成とする方がよい。本構成によると、テーパー部が成形される間、継続的に中空ワークの姿勢を安定化させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛知製鋼株式会社
電動モータ
1か月前
愛知製鋼株式会社
粉体シール部材
1か月前
愛知製鋼株式会社
リラクタンスモータ
1か月前
愛知製鋼株式会社
希土類磁石粉末の製造方法
1か月前
愛知製鋼株式会社
中空シャフト部材の製造方法
23日前
愛知製鋼株式会社
リラクタンスモータ用ロータ
1か月前
愛知製鋼株式会社
磁気マーカの施工方法および施工用の補助工具
24日前
愛知製鋼株式会社
歯車部材の製造方法、歯車部材、および歯車部材の製造方法に用いられる鍛造金型
2か月前
株式会社豊田中央研究所
加工順序の決定装置、加工順序の決定方法、およびコンピュータプログラム
2か月前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
16日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
株式会社不二越
NC転造盤
8か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社西田製作所
パンチャーヘッド
6か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
日鉄建材株式会社
成形装置
1か月前
株式会社アマダ
曲げ加工機
8か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社TMEIC
監視装置
7か月前
日産自動車株式会社
逐次成形方法
9か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ