TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139110
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037874
出願日
2024-03-12
発明の名称
加工順序の決定装置、加工順序の決定方法、およびコンピュータプログラム
出願人
株式会社豊田中央研究所
,
愛知製鋼株式会社
代理人
個人
,
個人
主分類
G05B
19/418 20060101AFI20250918BHJP(制御;調整)
要約
【課題】過去の実績データがなくても、加工完了までの時間を短くした加工順序を短時間で決定する。
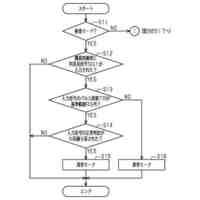
【解決手段】加工順序の決定装置は、第1製品の加工に要する加工時間と、第2製品の加工に要する加工時間と、台数情報と、加工順序に関連する制約情報と、を取得する取得部と、特定の情報を抽出する抽出部と、生産ラインにおける前半の加工順序と、後半の加工順序とを異なる処理によって決定する決定部と、を備え、決定部は、前半の処理として、第2製品外グループの1つの加工と、外作業に要する外時間に達するまで第1製品群の加工とを、交互に行う加工順序を決定し、後半の処理として、第1製品外グループの数と内グループの数とが同じになるように、第1製品外グループまたは内グループの分割または結合を行い、第1製品外グループの1つと、内グループの1つとを交互に加工する加工順序を決定する。
【選択図】図1
特許請求の範囲
【請求項1】
複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序の決定装置であって、
前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得部と、
前記取得部により取得された情報から特定の情報を抽出する抽出部と、
前記取得部に取得された情報と、前記抽出部により抽出された前記特定の情報とを用いて、前記生産ラインにおける前半の加工順序と、後半の加工順序とを異なる処理によって決定する決定部と、
を備え、
前記制約情報は、
前記第1製品群の加工順序である第1加工順序に対する制約と、
前記第2製品群の加工順序である第2加工順序に対する制約と、
前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、
前記抽出部は、前記特定の情報として、
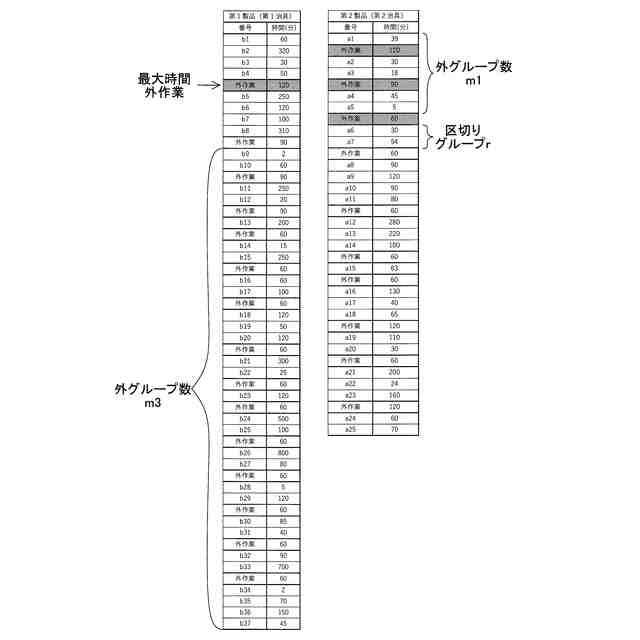
前記第1製品群における前記外時間の最大値と、
前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、
前記決定部は、
前記前半の加工順序を決定する処理として、前記最大値に達するまで前記生産ラインで前記第1製品群を加工した後、前記区切りグループの加工が終了するまで、前記第2加工順序に沿った前記第2製品外グループの1つの加工と、前記第2加工順序に沿ってまだ行われていない前記外作業のうち最も先に行われる前記外作業に要する前記外時間に達するまで前記第1加工順序に沿った前記第1製品群の加工とを、交互に前記生産ラインで行う加工順序を決定し、
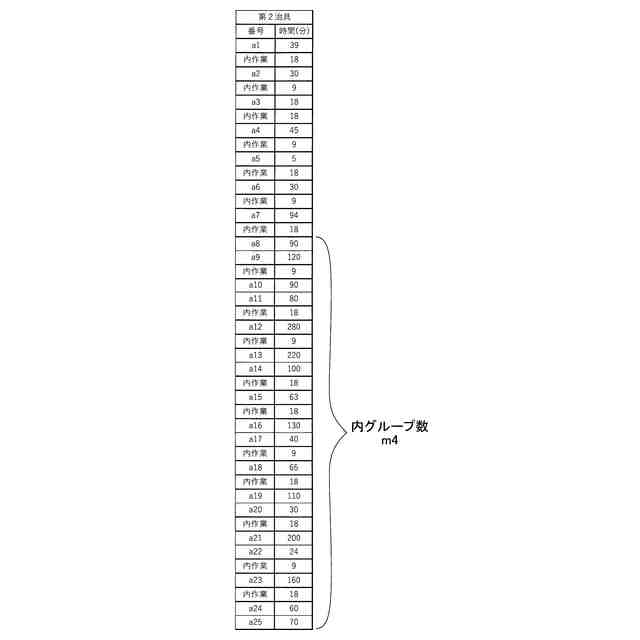
前記後半の加工順序を決定する処理として、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する、決定装置。
続きを表示(約 4,200 文字)
【請求項2】
請求項1に記載の決定装置であって、
前記決定部は、前記後半の加工順序を決定する処理として、
前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品外グループの数が前記内グループの数よりも多い場合に、前記第1製品外グループの数と前記内グループの数とが同じになるまで、前記内グループを構成する前記第2製品のうちの加工時間の最小値が、複数の前記内グループのうちで最大である前記内グループを2つの前記内グループとして分割し、
前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品外グループの数が前記内グループの数よりも少ない場合に、前記第1製品外グループの数と、前記内グループの数とが同じになるまで、前記内グループのうち、前記第2加工順序において最も先に加工される2つの前記内グループを1つの前記内グループとして結合する、決定装置。
【請求項3】
複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序の決定装置であって、
前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得部と、
前記取得部により取得された情報から特定の情報を抽出する抽出部と、
前記取得部に取得された情報と、前記抽出部により抽出された前記特定の情報とを用いて、前記生産ラインにおける加工順序を決定する決定部と、
を備え、
前記制約情報は、
前記第1製品群の加工順序である第1加工順序に対する制約と、
前記第2製品群の加工順序である第2加工順序に対する制約と、
前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、
前記抽出部は、前記特定の情報として、
前記第1製品群における前記外時間の最大値と、
前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、
前記決定部は、前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する、決定装置。
【請求項4】
複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序の決定方法であって、コンピュータが、
前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得工程と、
取得された情報から特定の情報を抽出する抽出工程と、
取得された情報と、抽出された前記特定の情報とを用いて、前記生産ラインにおける前半の加工順序と、後半の加工順序とを異なる処理によって決定する決定工程と、
を実行し、
前記制約情報は、
前記第1製品群の加工順序である第1加工順序に対する制約と、
前記第2製品群の加工順序である第2加工順序に対する制約と、
前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、
前記抽出工程は、前記特定の情報として、
前記第1製品群における前記外時間の最大値と、
前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、
前記決定工程は、
前記前半の加工順序を決定する処理として、前記最大値に達するまで前記生産ラインで前記第1製品群を加工した後、前記区切りグループの加工が終了するまで、前記第2加工順序に沿った前記第2製品外グループの1つの加工と、前記第2加工順序に沿ってまだ行われていない前記外作業のうち最も先に行われる前記外作業に要する前記外時間に達するまで前記第1加工順序に沿った前記第1製品群の加工とを、交互に前記生産ラインで行う加工順序を決定し、
前記後半の加工順序を決定する処理として、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する、決定方法。
【請求項5】
複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序を決定するコンピュータプログラムであって、
前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得機能と、
前記取得機能により取得された情報から特定の情報を抽出する抽出機能と、
前記取得機能に取得された情報と、前記抽出機能により抽出された前記特定の情報とを用いて、前記生産ラインにおける前半の加工順序と、後半の加工順序とを異なる処理によって決定する決定機能と、
をコンピュータに実現させ、
前記制約情報は、
前記第1製品群の加工順序である第1加工順序に対する制約と、
前記第2製品群の加工順序である第2加工順序に対する制約と、
前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、
前記抽出機能は、前記特定の情報として、
前記第1製品群における前記外時間の最大値と、
前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、
前記決定機能は、
前記前半の加工順序を決定する処理として、前記最大値に達するまで前記生産ラインで前記第1製品群を加工した後、前記区切りグループの加工が終了するまで、前記第2加工順序に沿った前記第2製品外グループの1つの加工と、前記第2加工順序に沿ってまだ行われていない前記外作業のうち最も先に行われる前記外作業に要する前記外時間に達するまで前記第1加工順序に沿った前記第1製品群の加工とを、交互に前記生産ラインで行う加工順序を決定し、
前記後半の加工順序を決定する処理として、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する、コンピュータプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工順序の決定装置、加工順序の決定方法、およびコンピュータプログラムに関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
複数種類の部材を1つのラインで加工する場合に、加工順序を最適化する方法が知られている(例えば、特許文献1参照)。特許文献1に記載された圧延支援装置では、複数の金属部材を圧延処理する際に、圧延処理の過去の実績データを元に学習した機械学習モデルが将来の圧延処理の順序を決定する。
【先行技術文献】
【特許文献】
【0003】
特開2021-60668号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
引用文献1に記載された機械学習モデルを構築するためには、過去の実績データとして大量の加工実績データが必要になる。また、機械学習モデルを構築するための計算時間に多くの時間を要する。さらに、例えば、受注量の分布や運用形態が過去の実績データと大きく異なる場合に、機械学習モデルを用いても好適な加工順序が得られないおそれがある。これに対して、異なる受注量の分布や運用形態の教師データを新たに作成して、機械学習モデルを更新すると、加工順序の決定により多くの時間を要するおそれがある。
【0005】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、過去の実績データがなくても、加工完了までの時間を短くした加工順序を短時間で決定することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現できる。
【0007】
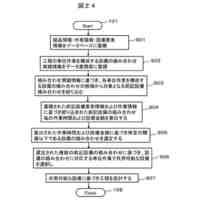
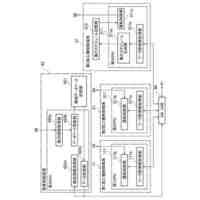
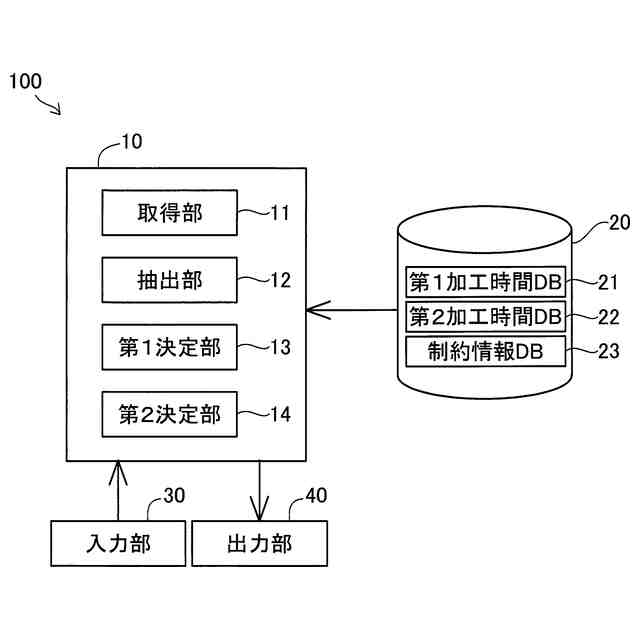
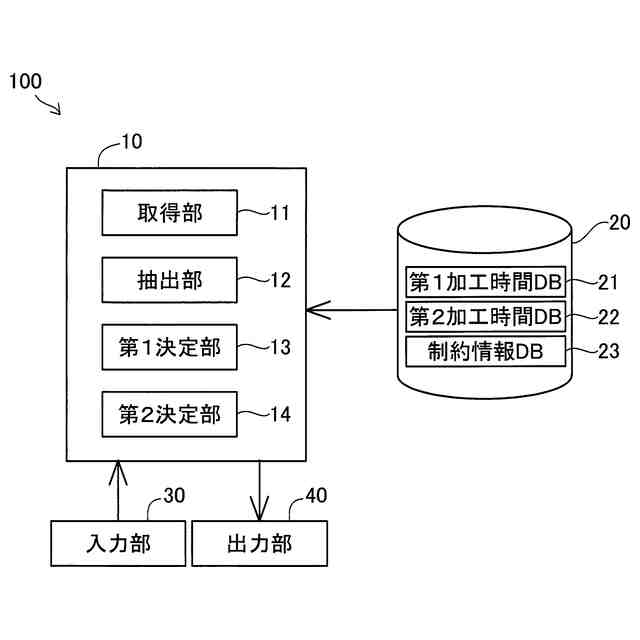
(1)本発明の一形態によれば、複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序の決定装置が提供される。この決定装置は、前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得部と、前記取得部により取得された情報から特定の情報を抽出する抽出部と、前記取得部に取得された情報と、前記抽出部により抽出された前記特定の情報とを用いて、前記生産ラインにおける前半の加工順序と、後半の加工順序とを異なる処理によって決定する決定部と、を備え、前記制約情報は、前記第1製品群の加工順序である第1加工順序に対する制約と、前記第2製品群の加工順序である第2加工順序に対する制約と、前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、前記抽出部は、前記特定の情報として、前記第1製品群における前記外時間の最大値と、前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、前記決定部は、前記前半の加工順序を決定する処理として、前記最大値に達するまで前記生産ラインで前記第1製品群を加工した後、前記区切りグループの加工が終了するまで、前記第2加工順序に沿った前記第2製品外グループの1つの加工と、前記第2加工順序に沿ってまだ行われていない前記外作業のうち最も先に行われる前記外作業に要する前記外時間に達するまで前記第1加工順序に沿った前記第1製品群の加工とを、交互に前記生産ラインで行う加工順序を決定し、前記後半の加工順序を決定する処理として、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する。
【0008】
この構成によれば、第1製品群と第2製品群との生産ラインにおける前半の加工順序と後半の加工順序とは、異なる処理によって決定される。前半の加工順序を決定する処理では、第1製品群おける外時間の最大値と、当該最大値を用いて抽出された第2製品の区切りグループとを基準として、加工順序が決定される。生産ラインにおける第2製品の加工時間は、第2製品外グループの加工終了に応じて決定される。後半の加工順序を決定する処理では、生産ラインにおける第1製品の加工順序および第2製品の加工順序は、第1製品外グループの数と、第2製品の内グループの数とが等しい状態で、互いに1つのグループごとで決定される。以上のように、本構成では、前半の加工順序を決定する処理で加工時間に着目して生産ラインにおける加工順序が決定し、後半の加工順序を決定する処理でグループ数に着目した生産ラインにおける加工順序が決定する。これにより、過去の実績データがなくても、生産ラインにおける全製品の加工完了までの時間を短くした加工順序が短時間で決定される。
【0009】
(2)上記態様の決定装置において、前記決定部は、前記後半の加工順序を決定する処理として、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品外グループの数が前記内グループの数よりも多い場合に、前記第1製品外グループの数と前記内グループの数とが同じになるまで、前記内グループを構成する前記第2製品のうちの加工時間の最小値が、複数の前記内グループのうちで最大である前記内グループを2つの前記内グループとして分割し、前記前半の加工順序を決定する処理で前記生産ラインにおける加工順序が決定していない前記第1製品外グループの数が前記内グループの数よりも少ない場合に、前記第1製品外グループの数と、前記内グループの数とが同じになるまで、前記内グループのうち、前記第2加工順序において最も先に加工される2つの前記内グループを1つの前記内グループとして結合する。
この構成によれば、後半の加工順序を決定する処理において、加工順序が決定していない第1製品外グループの数が第2製品の内グループの数よりも多い場合に、第2製品の内グループの加工時間の最小値が、その他の内グループの最小値よりも大きい内グループが2つのグループに分割される。この分割により、第2製品の内グループの数が増加し、第1製品外グループの数に同じになる又は近づく。一方で、加工順序が決定していない第1製品外グループの数が第2製品の内グループの数よりも少ない場合に、第2製品の内グループのうち、第2加工順序に沿って最も先に加工される2つの内グループが1つのグループとして結合される。この結合により、第2製品の内グループの数が増加し、第1製品外グループの数に同じになる又は近づく。本構成では、以上のような第2製品の内グループの数を増減させることで、後半の加工順序を決定する処理において、生産ラインで交互に第1製品と第2製品とが加工されることにより、加工完了までの時間を更に短くした加工順序が決定される。
【0010】
(3)本発明の他の一形態によれば、複数種類の第1製品を含む第1製品群を加工する第1治具と、複数種類の第2製品を含む第2製品群を加工する第2治具とを切り替えることによって生産ラインで前記第1製品群および前記第2製品群を加工する場合の前記生産ラインにおける加工順序の決定装置が提供される。この決定装置は、前記複数種類の第1製品のそれぞれの加工に要する第1加工時間と、前記複数種類の第2製品のそれぞれの加工に要する第2加工時間と、前記生産ラインで加工する各製品の台数情報と、前記第1製品群および前記第2製品群を加工する際の加工順序に関連する制約情報と、を取得する取得部と、前記取得部により取得された情報から特定の情報を抽出する抽出部と、前記取得部に取得された情報と、前記抽出部により抽出された前記特定の情報とを用いて、前記生産ラインにおける加工順序を決定する決定部と、を備え、前記制約情報は、前記第1製品群の加工順序である第1加工順序に対する制約と、前記第2製品群の加工順序である第2加工順序に対する制約と、前記生産ラインで加工される製品の変更に要する作業時間のうち、前記生産ライン内で行われる内作業に要する内時間、および、前記生産ライン内および前記生産ライン外で実行可能な外作業に要する外時間と、を関連付けた情報であり、前記抽出部は、前記特定の情報として、前記第1製品群における前記外時間の最大値と、前記外作業を必要とせずに加工される1種類以上の前記第2製品で構成される第2製品外グループの総加工時間が前記最大値以上となる前記第2製品外グループのうち、前記第2加工順序において最も先に加工される前記第2製品外グループである区切りグループと、を抽出し、前記決定部は、前記生産ラインにおける加工順序が決定していない前記第1製品群のうち、前記外作業を必要とせずに加工される1種類以上の前記第1製品で構成される第1製品外グループの数と、前記生産ラインにおける加工順序が決定していない前記第2製品群のうち、前記内作業を必要とせずに加工される1種類以上の前記第2製品で構成される内グループの数とを比較し、比較した各グループ数が同じになるように、前記第1製品外グループまたは前記内グループの分割または結合を行い、比較した各グループ数が同じ場合に、前記第1製品外グループの1つと、前記内グループの1つとを前記生産ラインで交互に加工する加工順序を決定する。
この構成によれば、生産ラインにおける第1製品の加工順序および第2製品の加工順序は、第1製品外グループの数と、第2製品の内グループの数とが等しい状態で、互いに1つのグループごとで決定される。本構成では、グループ数に着目した生産ラインにおける加工順序が決定する。これにより、過去の実績データがなくても、生産ラインにおける全製品の加工完了までの時間を短くした加工順序が短時間で決定される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
自動走行車
1日前
株式会社熊谷組
障害物の検出方法
2か月前
新電元工業株式会社
作業用ロボット
3日前
株式会社クボタ
作業車
1か月前
株式会社クボタ
作業車
14日前
新電元工業株式会社
作業用ロボット
2か月前
ローム株式会社
半導体集積回路
1日前
豊田合成株式会社
機器制御装置
2か月前
ローム株式会社
半導体集積回路
15日前
株式会社アサヒエンタープライズ
調整弁
1か月前
清水建設株式会社
制振装置
1日前
株式会社ダイフク
物品搬送設備
1か月前
株式会社ダイフク
物品搬送設備
22日前
エイブリック株式会社
電流補償回路及び半導体装置
1か月前
カヤバ株式会社
減圧弁
2か月前
株式会社日立製作所
工程設計装置
2日前
株式会社エヌデーデー
三次元飛行経路作成方法
2日前
株式会社アマダ
工作機械制御装置
2か月前
村田機械株式会社
搬送車システム
2か月前
RFルーカス株式会社
自動棚卸ロボット
9日前
日野自動車株式会社
自動運転装置
2か月前
株式会社カーメイト
アクセルペダルカバー
2か月前
株式会社計数技研
移動体、及びプログラム
22日前
オムロン株式会社
システム及び方法
1か月前
浦登有限公司
電源回路
7日前
オムロン株式会社
システム及び方法
1か月前
株式会社明電舎
負荷制御装置
1か月前
株式会社明電舎
負荷制御装置
1か月前
株式会社明電舎
負荷制御装置
1か月前
ローム株式会社
半導体装置
1か月前
アズビル株式会社
情報処理装置および情報処理方法
14日前
トヨタ自動車株式会社
管理システム、及び管理方法
14日前
ローム株式会社
半導体装置
1か月前
日清紡マイクロデバイス株式会社
定電圧回路
1か月前
株式会社東海ヒット
複段圧力差生成システム
2か月前
多摩川精機株式会社
レバー装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ