TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151824
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053417
出願日
2024-03-28
発明の名称
工作機械制御装置
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
G05B
19/418 20060101AFI20251002BHJP(制御;調整)
要約
【課題】複数のパレット上に積載された、加工後の製品の納期が異なる複数のワークに対し、納期に応じた順序で加工処理を実行するための実行スケジュールを生成することが可能な工作機械制御装置を提供する。
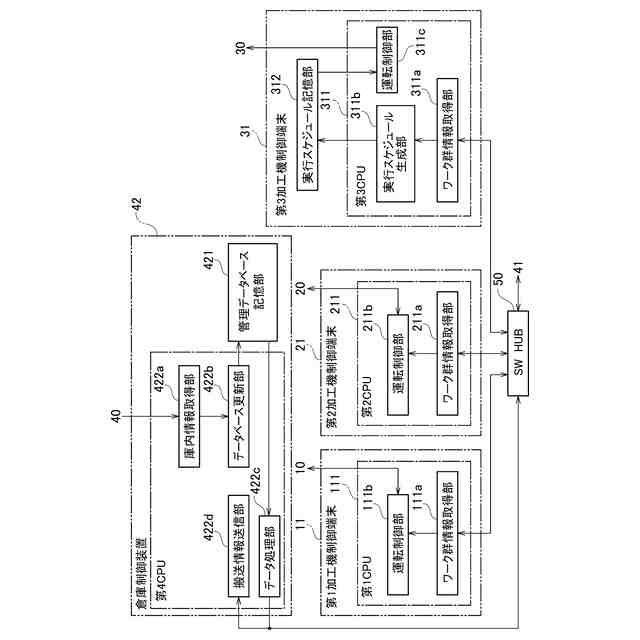
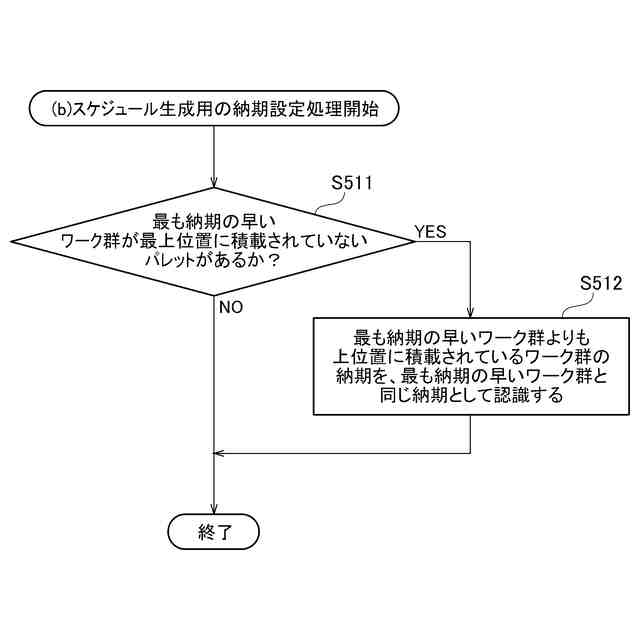
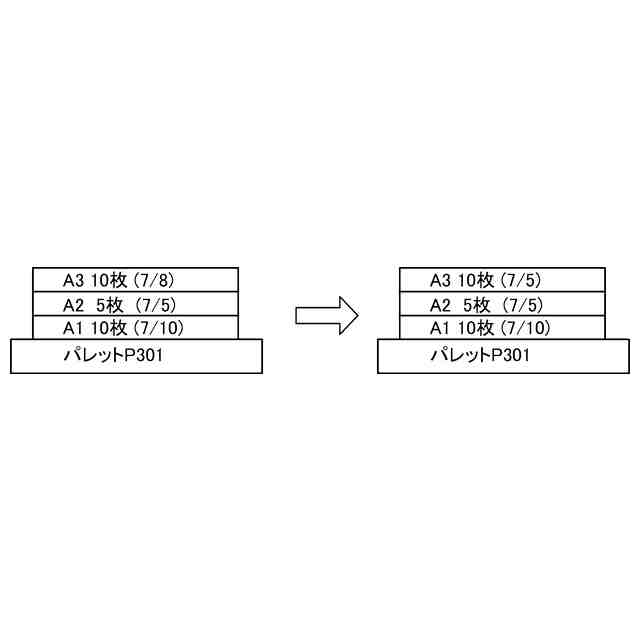
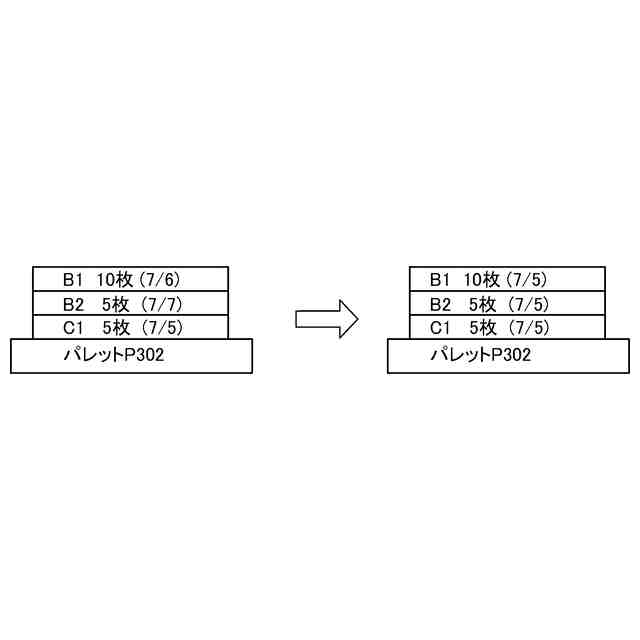
【解決手段】工作機械制御装置はワーク群情報取得部311aと実行スケジュール生成部311bとを備える。ワーク群情報取得部311aは、パレットごとに、積載されたワーク群の識別情報およびワーク群の積載順序の情報とワーク群ごとの加工後の製品納期の情報とを取得する。実行スケジュール生成部311bは、納期が早いワーク群を優先して加工処理の実行スケジュールを生成し、複数のパレットのうち最も納期が早いワーク群が最上位置に積載されていないパレットがあると判定すると、このパレット内で最も納期の早いワーク群よりも上位置に積載されているワーク群の納期を最も納期の早いワーク群と同じ納期として認識して実行スケジュールを生成する。
【選択図】図2
特許請求の範囲
【請求項1】
複数のパレットごとに、積載された加工対象のワーク群の識別情報および前記ワーク群の積載順序の情報と、前記加工対象のワーク群ごとに予め設定された、加工後の製品の納期の情報とを取得するワーク群情報取得部と、
前記納期が早いワーク群を優先して加工処理の実行スケジュールを生成する実行スケジュール生成部と、を備え、
前記実行スケジュール生成部は、前記ワーク群情報取得部が取得した情報に基づいて、前記複数のパレットのうち、最も納期が早いワーク群が最上位置に積載されていないパレットがあると判定すると、このパレット内で、前記最も納期の早いワーク群よりも上位置に積載されているワーク群の納期を前記最も納期の早いワーク群と同じ納期として認識して、前記実行スケジュールを生成する、工作機械制御装置。
続きを表示(約 630 文字)
【請求項2】
前記実行スケジュール生成部は、加工処理の待機中のワーク群を積載したパレットを格納する自動倉庫内におけるパレットの格納状態が変化すると、前記実行スケジュールの生成処理を行う、請求項1に記載の工作機械制御装置。
【請求項3】
前記実行スケジュール生成部は、前記複数のパレットのうち、最上位置のワーク群の納期が最も早いパレットが複数ある場合には、ワーク数量が最も少ないワーク群、1つのワーク群のみが積載された単載のパレットに積載されているワーク群、1つ下に積載されたワーク群の納期が最も早いワーク群、または、加工処理の待機中のワーク群を積載したパレットを格納する自動倉庫から出庫しているパレットに積載されているワーク群を優先して、前記実行スケジュールを生成する、請求項1に記載の工作機械制御装置。
【請求項4】
前記実行スケジュール生成部は、複数パレットの最上位置のワーク群のうち、加工内容が同一の複数のワーク群、または同一のパレットに積載されている複数のワーク群に対する加工処理が連続するように、前記実行スケジュールを生成する、請求項1に記載の工作機械制御装置。
【請求項5】
前記実行スケジュール生成部は、空き状態のパレット数が所定値以下になると、前記加工対象のワーク群の情報を、空きパレットが早く発生する順に並べ替えて前記実行スケジュールを生成する、請求項1に記載の工作機械制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械制御装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
複数の工作機械を備えた加工システムでは、加工対象のワークが積載されたパレットが自動倉庫を経由しつつ異なる工作機械間を自動または手動で移動し、各工作機械でワークに対して加工処理が実行される。
【0003】
例えば、第1の工作機械が複数のワークに対して第I工程の加工処理を行うと、加工後のワークがパレット上に順次積載され、自動倉庫内に入庫する。入庫したパレットは、所定のタイミングで自動倉庫から出庫して第2の工作機械に搬送され、第2の工作機械がパレット上に積載されたワークを上から順次取り出して、第II工程の加工処理を実行する。
【0004】
このような加工システムでは、複数種類のワークの加工処理を並行して実行する場合がある。これら複数種類のワークには、加工後の製品の納期がそれぞれ設定されている。これに応じて、各工作機械の制御装置が、自動倉庫内に入庫されているワークのうち、納期の早いワークから順に加工処理を行うように実行スケジュールを生成する技術がある(例えば、特許文献1)。この技術を用いることにより、加工システムが、加工後の製品の納期に応じたスケジュールで製品を生成することができる。
【先行技術文献】
【特許文献】
【0005】
特許第6074234号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した加工システムにおいて、納期の異なる複数種類のワークが、第I工程で加工された後に同一のパレット上に積載されると、その中で最も納期の早いワークが最上位置に積載されない場合がある。この場合、最も納期の早いワークを優先して第II工程の実行スケジュールを生成することができず、加工システムが加工後の製品の納期に応じて第II工程の加工処理を行うことができないという問題があった。
【課題を解決するための手段】
【0007】
1またはそれ以上の実施形態の一態様の工作機械制御装置は、複数のパレットごとに、積載された加工対象のワーク群の識別情報および前記ワーク群の積載順序の情報と、前記加工対象のワーク群ごとに予め設定された、加工後の製品の納期の情報とを取得するワーク群情報取得部と、前記納期が早いワーク群を優先して加工処理の実行スケジュールを生成する実行スケジュール生成部と、を備え、前記実行スケジュール生成部は、前記ワーク群情報取得部が取得した情報に基づいて、前記複数のパレットのうち、最も納期が早いワーク群が最上位置に積載されていないパレットがあると判定すると、このパレット内で、前記最も納期の早いワーク群よりも上位置に積載されているワーク群の納期を前記最も納期の早いワーク群と同じ納期として認識して、前記実行スケジュールを生成する。
【発明の効果】
【0008】
1またはそれ以上の実施形態の工作機械制御装置によれば、複数のパレット上に積載された、加工後の製品の納期が異なる複数のワークに対し、納期に応じた順序で加工処理を実行するための実行スケジュールを生成することができる。
【図面の簡単な説明】
【0009】
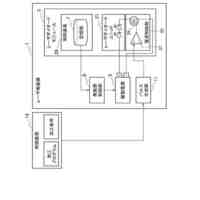
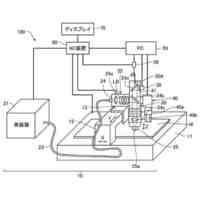
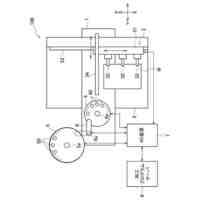
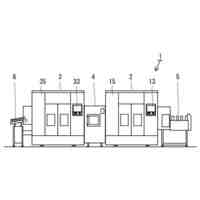
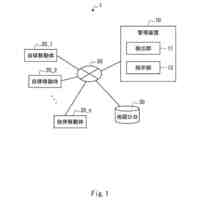
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末を用いた加工システムの構成を示す全体図である。
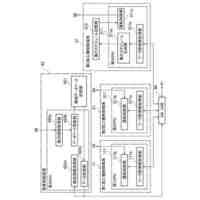
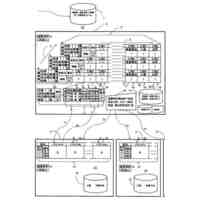
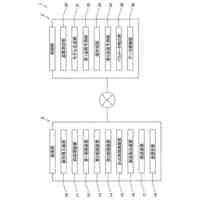
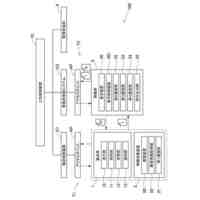
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末を用いた加工システムの構成を示すブロック図である。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行するメイン処理を示すフローチャートである。
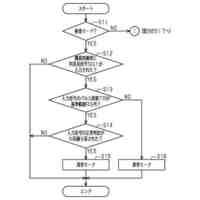
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行するスケジュール生成処理を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行するスケジュール生成用の納期設定処理を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末がスケジュール生成用の納期設定処理を実行する前および実行後における、パレット上に積載されたワークの納期の情報を示す説明図である。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末がスケジュール生成用の納期設定処理を実行する前および実行後における、パレット上に積載されたワークの納期の情報を示す説明図である。
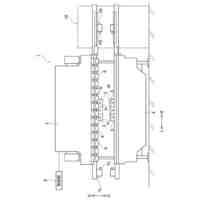
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末に通信接続された自動倉庫内に格納された、ワーク群が積載されたパレットを示す説明図である。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行する実行順序決定処理[1]を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行する実行順序決定処理[2]を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行する実行順序決定処理[3]を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が実行する実行順序決定処理[3]を示すフローチャートである。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が生成した実行スケジュール[1]、[2]、[3]を示す表である。
1またはそれ以上の実施形態の工作機械制御装置としての加工機制御端末が生成した実行スケジュール[4]を示す表である。
【発明を実施するための形態】
【0010】
以下、1またはそれ以上の実施形態による工作機械制御装置を用いた加工システム、および工作機械による加工処理の実行スケジュール生成方法について、添付図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
29日前
株式会社アマダ
レーザ発振器
1か月前
株式会社アマダ
ビード形成方法
9日前
株式会社アマダ
工作機械制御装置
29日前
株式会社アマダ
見積り作成システム
1か月前
株式会社アマダ
金型管理装置及び加工機制御装置
15日前
株式会社アマダ
加工システム及び加工性判定システム
22日前
株式会社アマダ
ガルバノスキャナユニット及びレーザ加工機
1日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
1か月前
株式会社アマダ
干渉確認システム、干渉確認方法及び曲げ加工機
2日前
株式会社アマダ
プレスブレーキ及びプレスブレーキの金型位置決め方法
11日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
29日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
1か月前
株式会社アマダ
制御装置、溶接加工システム、教示点判定方法及び教示点判定プログラム
2日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
1か月前
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社カネカ
製造システム
2か月前
オムロン株式会社
スレーブ装置
1か月前
株式会社FUJI
加工機械ライン
3か月前
株式会社熊谷組
障害物の検出方法
1か月前
ローム株式会社
基準電圧源
2か月前
愛知製鋼株式会社
車両用システム
2か月前
新電元工業株式会社
作業用ロボット
28日前
個人
作業車両自動化システム
3か月前
株式会社クボタ
作業車
8日前
豊田合成株式会社
機器制御装置
1か月前
愛知製鋼株式会社
目標軌跡の設定方法
3か月前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
生産管理システム
3か月前
株式会社ダイフク
搬送設備
2か月前
株式会社ダイフク
搬送設備
3か月前
トヨタ自動車株式会社
移動制御システム
2か月前
トヨタ自動車株式会社
減圧弁
3か月前
カヤバ株式会社
減圧弁
1か月前
エイブリック株式会社
電流補償回路及び半導体装置
24日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ