TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117489
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024022418
出願日
2024-01-30
発明の名称
生産早送り装置
出願人
個人
代理人
主分類
G05B
19/418 20060101AFI20250804BHJP(制御;調整)
要約
【課題】最終工程の終了時刻が生産完了日(入庫日時)や出荷完了日(出荷日)となる、受注生産方式における生産管理システム及び装置を提供する。
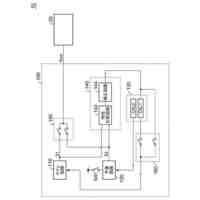
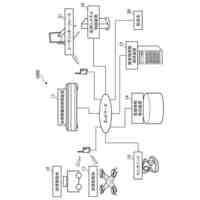
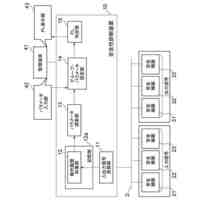
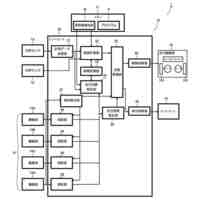
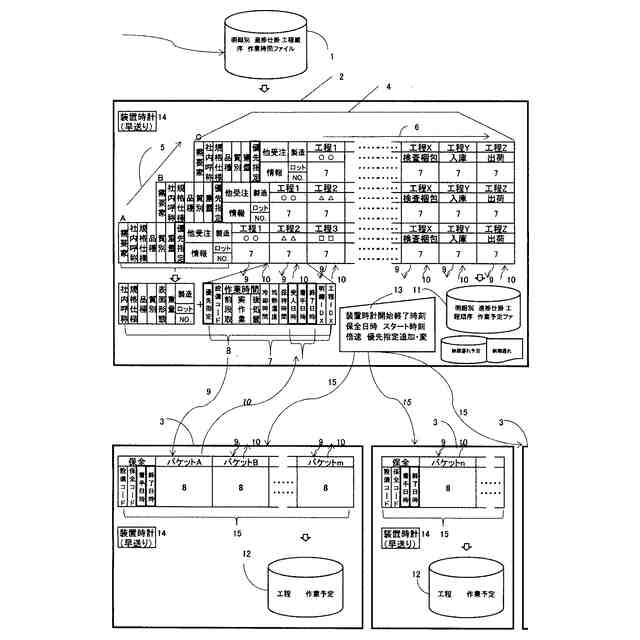
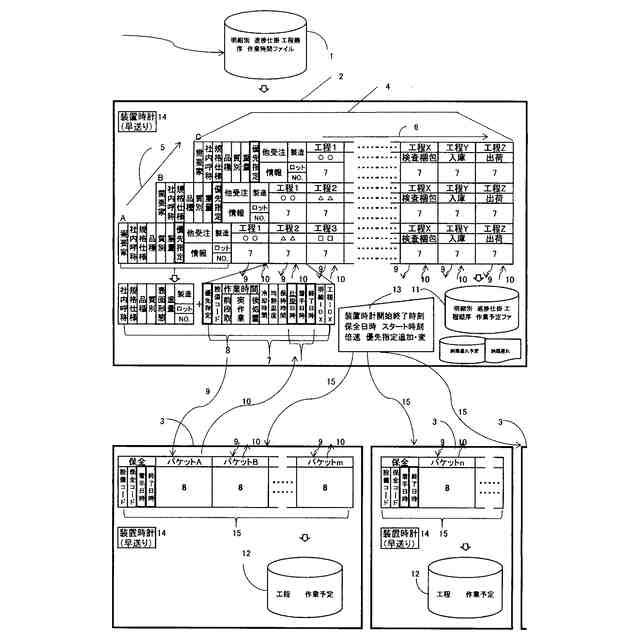
【解決手段】方法は、生産対象進捗・仕掛データ1を工程順の進捗を処理するコンピュータ2にテーブル展開し、工程順工程のパケット8の指定作業時間を使い、実生産工程を完全コピーした工程パソコン3をLANで結び、工程受入日時9、工程作業着手・完了日時10の情報やりとりで実生産の工程順と作業時間経過を装置内で完全コピーして装置時計の早送り指定で高速実行する早送り指定が240倍の時、1ヶ月30日(43,200分)をこの装置では3時間の日常生活所要時間で実行できる。実際の物の進捗移動を工場レイアウトを複写したパソコンLAN上で装置時計の早送り指定を利用し、情報の進捗移動で全生産結果を予知する。
【選択図】図1
特許請求の範囲
【請求項1】
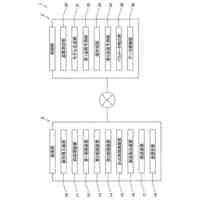
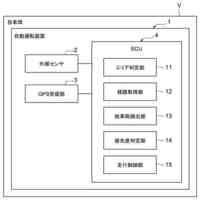
実生産工場の生産対象進捗・仕掛工程順データ(1)の提供をホストコンピュータから受け、工程順の進捗を処理するコンピュータ(2)にテーブル展開し、生産設備(加工・組立)工程を完全コピーした工程パソコン(3)をLANで結び(2)でオペレーション開始日時、終了日時と早送り時計(14)の倍速指定、全工程保全計画を人手入力し(2)から(3)へLANで伝達し、本発明の全体の時刻管理環境を準備し、実際の生産と全く同じ動作を(2)と(3)の連携で再現し、指定開始日時から終了日時まで(14)の早送り時刻で工程受入、着手、完了日時を全明細(4)の全工程(7)に短時間でアップデートし、入庫工程・出荷工程が終了した明細(4)は生産・出荷完了データ(11)として出力すると共に、(3)の作業実績も終了の都度、工程作業予定予定データ(12)として出力することを特徴とする装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、受注生産方式における生産管理システムで、多需要家、多品種、多工程の多数の製品が複数の設備を用いて生産される際における生産予定及び管理精度すなわち究極完成日回答精度に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
顧客からの要求品質特性を満たすために試作工程設計を繰り返しPDCAを回して工程手順を確定する。
各顧客からの注文(規格・仕様)に沿った工程設計情報でコンピュータを使って各工程に生産の指示を出し、作業完了の情報を受け取るオンラインリアルタイム処理の仕組みが出来上がっている。
【0003】
製造各社で生産管理ツールや独自開発の技法で生産管理を行ってQCDの充実に努めているが、D(納期)に於いては、多需要家・多品種で膨大な情報処理が必要で、納期遅れの予測や防止、特急品対応時の他明細への影響が瞬時に判断できる体制は多くの企業で実現出来ていない。
【先行技術文献】
【特許文献】
【0004】
生産管理、待ち時間、完成日で検索しても本発明の主旨に沿うものは見当たらず。
【非特許文献】
【0005】
生産管理、待ち時間、完成日で検索しても本発明の主旨に沿うものは見当たらず。
【発明の概要】
【発明が解決しようとする課題】
【0006】
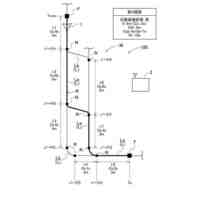
各設備(工程)の通過所要時間(処理待ち滞留時間+加工時間)が膨大な生産順列の組合せ結果のためその組合せは都度変化し、通過所要時間変動の唯一最大の要因が(実質処理待ち滞留時間:以後仕掛待ち時間と称す)で、未来の生産予測結果を高精度で提供するため論理的手段で工場全設備の仕掛待ち時間を自動的に算出し、生産明細の通過工程全てで仕掛時刻、加工作業時間、開始・終了時刻、すなわち最終工程の終了時刻が生産完了日(入庫日時)や出荷完了日(出荷日)となる先行技術が存在しなかった。
【0007】
出来るだけコストのかからない技術の提供。
【課題を解決するための手段】
【0008】
情報処理の対象データは品質保証上高精度の工程設計情報と、その工程設計された通過工程設備の加工作業時間で、明細毎に同一仕様・規格でも重量の違いを反映した前後段取り時間を含む特有の時間がホストコンピュータに存在する。
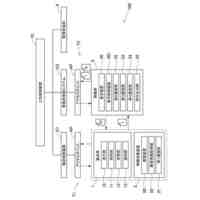
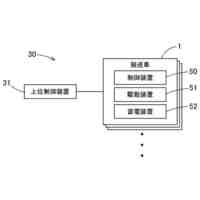
実生産工場の生産対象進捗・仕掛工程順データ1の提供をホストコンピュータから受け、工程順の進捗を処理するコンピュータ2にテーブル展開し、生産設備(加工・組立)工程を完全コピーした工程パソコン3をLANで結び2でオペレーション開始日時、終了日時と早送り時計14の倍速指定、全工程保全計画を人手入力し2から3へLANで伝達し、本発明の全体の時刻管理環境を準備し、実際の生産と全く同じ動作を2と3の連携で再現し、指定開始日時から終了日時まで14の早送り時刻で工程受入、着手、完了日時を全明細4の全工程7に短時間でアップデートし、入庫工程・出荷工程が終了した明細4は生産・出荷完了データ11として出力すると共に、3の作業実績も終了の都度、工程作業予定データ12として出力する。この装置の開始時刻は実生産工場の生産対象進捗・仕掛工工場の生産対象進捗・仕掛工程順データ1を作成した時刻に合わせる事で連続性を持たせることが出来る
【0009】
[0008]を踏まえホストコンピュータから明細別工程順データを図1の工程順の処理をするコンピュータ2に生産対象進捗・仕掛工程順データ1として送り、2でテーブル展開を行う。また、実生産設備(加工・組立)工程を完全コピーした工程パソコン3をLANで結び2のキー入力7で全行程の保全日時、装置時計14の倍速指定、本装置時刻での終了日時、優先指定の追加変更、日常時刻指定でのオペレーション開始時刻をLANで伝達し、全体の時刻管理環境を準備する。本装置時刻での開始日時は生産対象進捗・仕掛工程順データ1の作成時間に合わせる事が連続性を確保するのに必須である。
【0010】
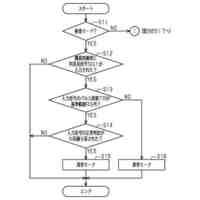
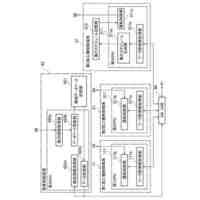
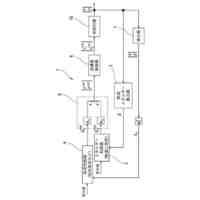
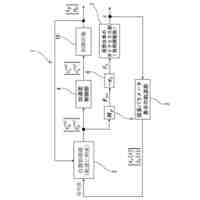
[0009]で指定したオペレーション開始時刻になったら、2のテーブル展開された工程情報の中から仕掛中と判断されるもの(前工程は終了日時があり、次工程は終了日時がない時、次工程が仕掛中)を工程パソコン3全てに工程順工程7の受入日時に前工程の終了日時を入れた後9でパケット8を送る。この装置は前工程の終了日時が次工程への送り日時(工程パソコンでは受入日時)で全て処理され、工程パソコン作業待ちテーブルで順番が来た時、終了日時(次工程へ送れる時刻:着手+作業時間)が決まり、終了日時と装置時計時刻が合致した時、着手日時、終了日時を10の伝送で返し工程順テーブル7の着手、終了日時を入れる。実際の生産と全く同じ動作を2と3の連携9、10で再現し、装置時計の開始日時から終了日時まで14の早送り時刻を使って工程作業完了時刻を工程パソコン3で着手時刻+作業時間で計算し4の工程順に従って回して行く。早送り時刻で工程受入、着手、完了日時を全明細4の全工程7に短時間でアップデートし、出荷工程が終了した明細4は生産完了データ11として出力すると共に、3の作業実績も終了の都度、工程作業予定データ12として出力する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
製造システム
2か月前
オムロン株式会社
スレーブ装置
2か月前
ローム株式会社
基準電圧源
2か月前
愛知製鋼株式会社
車両用システム
3か月前
株式会社熊谷組
障害物の検出方法
1か月前
株式会社クボタ
作業車
1日前
株式会社クボタ
作業車
1か月前
新電元工業株式会社
作業用ロボット
1か月前
ローム株式会社
半導体集積回路
2日前
豊田合成株式会社
機器制御装置
1か月前
株式会社ダイフク
搬送設備
2か月前
株式会社ダイフク
搬送設備
2か月前
株式会社アサヒエンタープライズ
調整弁
17日前
エイブリック株式会社
電流補償回路及び半導体装置
1か月前
株式会社ダイフク
物品搬送設備
9日前
カヤバ株式会社
減圧弁
1か月前
キヤノン株式会社
配送システム
2か月前
株式会社ダイフク
物品搬送設備
1か月前
トヨタ自動車株式会社
制御装置
2か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社TMEIC
安全性診断装置
2か月前
村田機械株式会社
搬送車システム
1か月前
愛知製鋼株式会社
マーカシステム及び制御方法
3か月前
株式会社CAOS
移動体の制御システム
2か月前
日野自動車株式会社
自動運転装置
1か月前
株式会社アマダ
工作機械制御装置
1か月前
トヨタ自動車株式会社
情報処理装置
2か月前
ローム株式会社
電源回路用の電子負荷装置
2か月前
株式会社カーメイト
アクセルペダルカバー
1か月前
株式会社計数技研
移動体、及びプログラム
9日前
シンフォニアテクノロジー株式会社
自動走行車両
2か月前
オムロン株式会社
システム及び方法
1か月前
株式会社明電舎
負荷制御装置
1か月前
株式会社明電舎
負荷制御装置
1か月前
株式会社明電舎
負荷制御装置
1か月前
オムロン株式会社
システム及び方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ