TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025162070
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065171
出願日
2024-04-15
発明の名称
プレスブレーキ及びプレスブレーキの金型位置決め方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/02 20060101AFI20251020BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】上金型ホルダに配置される複数の上金型の中に、側面が垂直な平面ではない特殊金型が含まれていても正確に位置決めする。
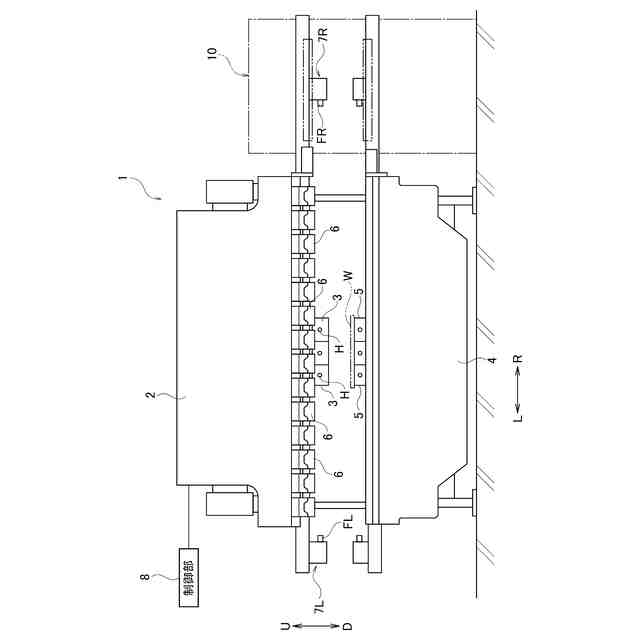
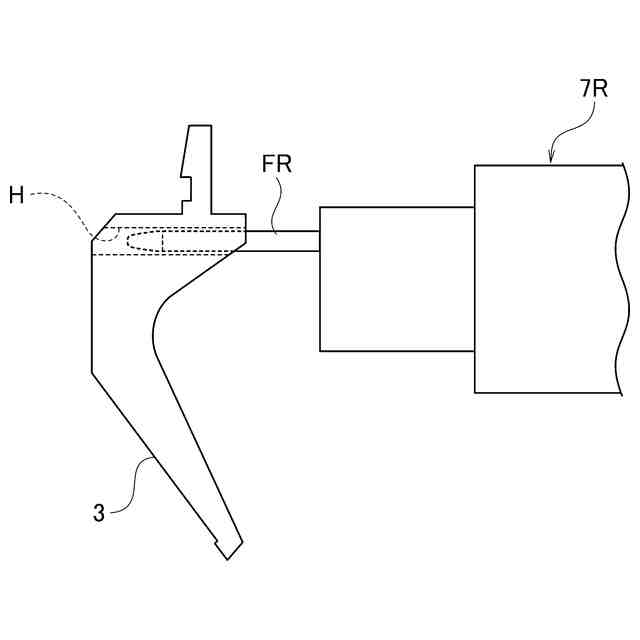
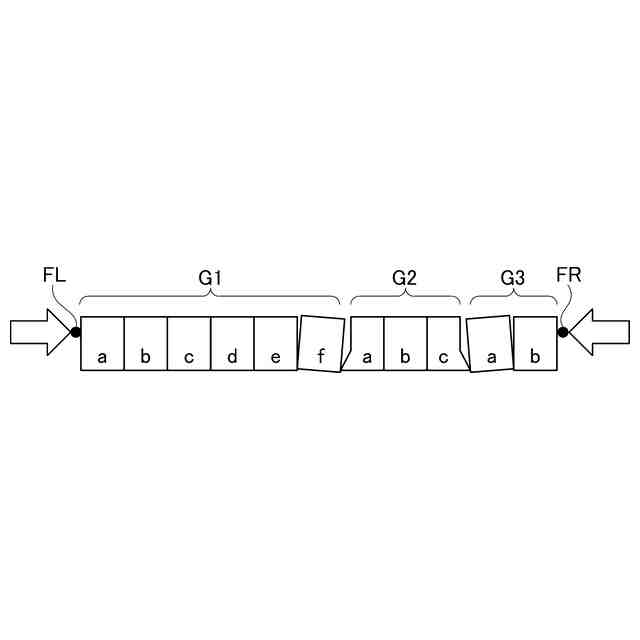
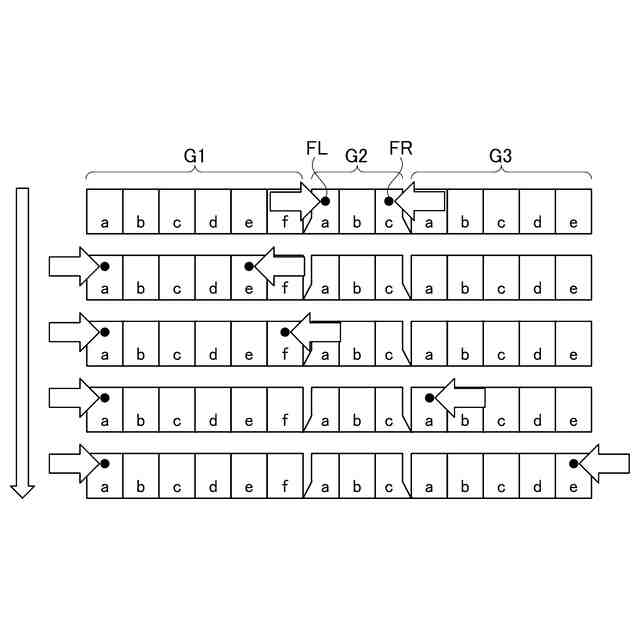
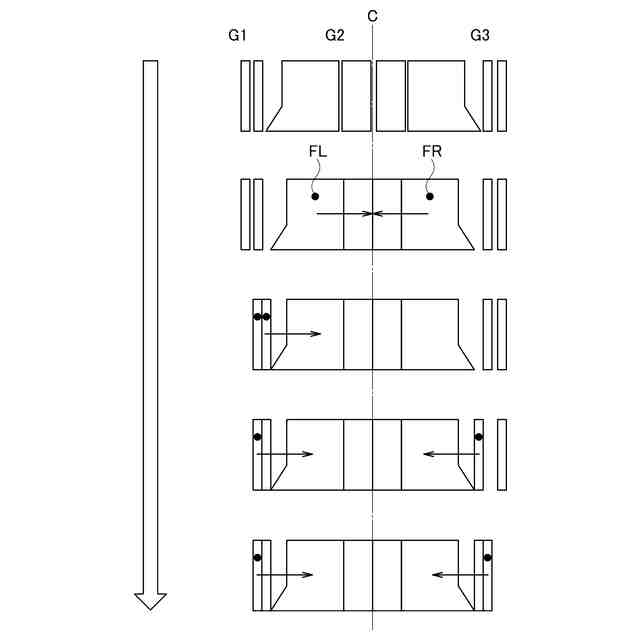
【解決手段】プレスブレーキ1は、左右方向に延びて複数の上金型3が配置される上金型ホルダ6と、複数の上金型3を左右方向に移動させる第1金型移動ユニット7L及び第2金型移動ユニット7Rと、複数の上金型3の位置決め制御を実行する制御部8とを備える。制御部8は、複数の上金型3の中に、側面が垂直な平面の標準金型と、側面が垂直な平面ではない特殊金型とが含まれている場合に、標準金型のみを含む標準金型グループと、特殊金型を含む特殊金型グループとにグループ分けし、グループ分けされた各グループを、第1金型移動ユニット7LのフィンガFLと第2金型移動ユニット7RのフィンガFRとによって左右から挟んで位置決めする。
【選択図】図1
特許請求の範囲
【請求項1】
左右方向に延びて複数の上金型が配置される上金型ホルダと、
前記上金型の挿通穴に挿入されるフィンガを有し、前記複数の上金型を左右方向に移動させる第1金型移動ユニット及び第2金型移動ユニットと、
前記第1金型移動ユニット及び前記第2金型移動ユニットを移動させて前記複数の上金型の位置決め制御を実行する制御部と、を備え、
前記制御部は、
前記複数の上金型の中に、側面が垂直な平面の標準金型と、側面が垂直な平面ではない特殊金型とが含まれている場合に、前記標準金型のみを含む標準金型グループと、前記特殊金型を含む特殊金型グループとにグループ分けし、
グループ分けされた各グループを、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとによって左右から挟んで位置決めする
プレスブレーキ。
続きを表示(約 960 文字)
【請求項2】
前記制御部は、グループ分けされた各グループの左右方向の長さが長い順に位置決めする
請求項1に記載のプレスブレーキ。
【請求項3】
前記制御部は、グループ分けされた各グループの中で前記特殊金型グループを最初に位置決めする
請求項1に記載のプレスブレーキ。
【請求項4】
前記制御部は、前記特殊金型の垂直な平面ではない側面の位置で前記複数の上金型を分割してグループ分けする
請求項1~3のいずれか1項に記載のプレスブレーキ。
【請求項5】
前記制御部は、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとを、グループ分けされた各グループの左右両端に位置する前記上金型の側面に当接させて位置決めする
請求項1~3のいずれか1項に記載のプレスブレーキ。
【請求項6】
前記制御部は、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとを、グループ分けされた各グループの左右両端に位置する前記上金型の前記挿通穴に挿入して位置決めする
請求項1~3のいずれか1項に記載のプレスブレーキ。
【請求項7】
前記制御部は、グループ分けされた各グループの左右方向の長さが所定値より長い場合には、前記グループを分割して位置決めする
請求項6に記載のプレスブレーキ。
【請求項8】
左右方向に延びて複数の上金型が配置される上金型ホルダと、前記上金型の挿通穴に挿入されるフィンガを有し、前記複数の上金型を左右方向に移動させる第1金型移動ユニット及び第2金型移動ユニットとを備えたプレスブレーキの金型位置決め方法であって、
前記複数の上金型の中に、側面が垂直な平面の標準金型と、側面が垂直な平面ではない特殊金型とが含まれている場合に、前記標準金型のみを含む標準金型グループと、前記特殊金型を含む特殊金型グループとにグループ分けし、
グループ分けされた各グループを、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとによって左右から挟んで位置決めする
プレスブレーキの金型位置決め方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレスブレーキ及びプレスブレーキの金型位置決め方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来からプレスブレーキでは、自動金型交換装置(ATC:Automatic Tool Changer)によって、上部テーブルの上金型ホルダに上金型を移動させて配置していた。しかし、加工開始前に上金型を正確な位置に配置しても、加工が開始されてプレスブレーキで加圧されると、上下のテーブルのたわみによって上金型にわずかなずれが生じる。そして、そのまま繰り返し加圧が行われると、上金型の間に目視レベルで確認できるような隙間が生じることがある。
【0003】
そこで、上金型を移動させる金型移動ユニットに設けられたフィンガを用いて、配置された複数の上金型を左右から挟んで正確な位置へ移動させる位置決めが行われていた。この位置決めには、上金型の側面にフィンガを当接させて移動させる整列動作と、上金型の挿通穴にフィンガを挿入して移動させる寄せ動作とがあった(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特許第6789356号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上金型の中には、耳付き金型と呼ばれるような金型の側面に突起があり、側面が垂直な平面ではない特殊な金型もある。このような特殊な金型を含んだ複数の上金型を整列動作または寄せ動作で位置決めしようとすると、特殊な金型に隣接する上金型が傾いて正確に位置決めすることができないという問題点があった。
【課題を解決するための手段】
【0006】
一又はそれ以上の実施形態の第1の態様は、左右方向に延びて複数の上金型が配置される上金型ホルダと、前記上金型の挿通穴に挿入されるフィンガを有し、前記複数の上金型を左右方向に移動させる第1金型移動ユニット及び第2金型移動ユニットと、前記第1金型移動ユニット及び前記第2金型移動ユニットを移動させて前記複数の上金型の位置決め制御を実行する制御部と、を備え、前記制御部は、前記複数の上金型の中に、側面が垂直な平面の標準金型と、側面が垂直な平面ではない特殊金型とが含まれている場合に、前記標準金型のみを含む標準金型グループと、前記特殊金型を含む特殊金型グループとにグループ分けし、グループ分けされた各グループを、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとによって左右から挟んで位置決めするプレスブレーキである。
【0007】
一又はそれ以上の実施形態の第2の態様は、左右方向に延びて複数の上金型が配置される上金型ホルダと、前記上金型の挿通穴に挿入されるフィンガを有し、前記複数の上金型を左右方向に移動させる第1金型移動ユニット及び第2金型移動ユニットとを備えたプレスブレーキの金型位置決め方法であって、前記複数の上金型の中に、側面が垂直な平面の標準金型と、側面が垂直な平面ではない特殊金型とが含まれている場合に、前記標準金型のみを含む標準金型グループと、前記特殊金型を含む特殊金型グループとにグループ分けし、グループ分けされた各グループを、前記第1金型移動ユニットのフィンガと前記第2金型移動ユニットのフィンガとによって左右から挟んで位置決めするプレスブレーキの金型位置決め方法である。
【発明の効果】
【0008】
一又はそれ以上の実施形態に係るプレスブレーキ及びその金型位置決め方法によれば、上金型ホルダに配置される複数の上金型の中に、側面が垂直な平面ではない特殊な金型が含まれていても正確に位置決めすることができる。
【図面の簡単な説明】
【0009】
図1は、第1実施形態に係るプレスブレーキの構造を示す正面図である。
図2は、特殊金型の一例である耳付き金型の形状を示す斜視図である。
図3は、第1実施形態に係るプレスブレーキの第2金型移動ユニットに設けられたフィンガの動きを説明するための図である。
図4は、第1実施形態に係るプレスブレーキによる上金型の位置決め処理の処理手順を示すフローチャートである。
図5は、第1実施形態に係るプレスブレーキによる上金型の位置決め方法を説明するための図である。
図6は、従来のプレスブレーキによる上金型の位置決めにおける課題を説明するための図である。
図7は、第2実施形態に係るプレスブレーキによる上金型の位置決め方法を説明するための図である。
図8は、第2実施形態に係るプレスブレーキによる上金型の位置決め方法を説明するための図である。
図9は、第2実施形態の変形例1に係るプレスブレーキによる上金型の位置決め方法を説明するための図である。
図10は、第2実施形態の変形例2に係るプレスブレーキによる上金型の位置決め方法を説明するための図である。
【発明を実施するための形態】
【0010】
[第1実施形態]
以下、図面を参照し、本実施形態に係るプレスブレーキ及びその金型の位置決め方法について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
1か月前
株式会社アマダ
ビード形成方法
21日前
株式会社アマダ
工作機械制御装置
1か月前
株式会社アマダ
見積り作成システム
1か月前
株式会社アマダ
金型管理装置及び加工機制御装置
27日前
株式会社アマダ
加工システム及び加工性判定システム
1か月前
株式会社アマダ
ガルバノスキャナユニット及びレーザ加工機
13日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
1か月前
株式会社アマダ
干渉確認システム、干渉確認方法及び曲げ加工機
14日前
株式会社アマダ
プレスブレーキ及びプレスブレーキの金型位置決め方法
23日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
1か月前
株式会社アマダ
制御装置、溶接加工システム、教示点判定方法及び教示点判定プログラム
14日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
1か月前
個人
鋼線の連続伸線方法
5日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
株式会社アマダ
曲げ金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
26日前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
ユニプレス株式会社
プレス加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社三明製作所
転造装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ