TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097243
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023223886
出願日
2023-12-18
発明の名称
ダブルデッキヘミング金型
出願人
東栄工業株式会社
代理人
主分類
B21D
19/08 20060101AFI20250623BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 鋭角曲げした板材をつぶし加工する際に発生するスラスト荷重を軽減する為に、複数回に分けて行っていた、つぶし加工を1回で行い、かつ金型破損や機械装置に悪影響を及ぼさない、スラスト荷重を抑制する金型。さらに、つぶし加工時にワークがスラスト荷重により、手前(作業者側)に押し出されて、つぶし加工の作業性が低下する課題を解決した金型を提供する。
【解決手段】上ダイ1の下部に設けた突起部7が下ダイ2の溝4に入り込みつぶし加工時に発生するスラスト荷重を抑制し、1回のつぶし加工に簡略化する。さらに、鋭角曲げするVミゾ5を、金型芯8に対して非対称角度にすることで、より鋭角曲げが可能となり、スラスト荷重による金型破損や、ワークが作業者側に押し出されることがなくなり、作業性も改善されるのである。
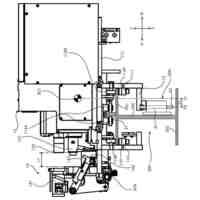
【選択図】図1、図8
特許請求の範囲
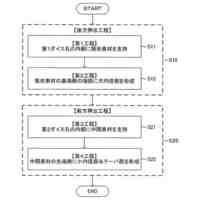
【請求項1】
板材をヘミング加工するダブルデッキ金型であって、板材をつぶすためのつぶし面を持つ下ダイと、該下ダイの上側に位置し、板材を上方からつぶす面を持つ上ダイで構成され、上ダイ上面には、板材を鋭角に折曲するVミゾが金型芯に対して非対称角度で形成してあり、下部にはスラスト荷重を抑制するための突起部が形成してある。下ダイには、上ダイが上下摺動し、つぶし加工時にかかるスラスト荷重を抑制する溝を備えていることを特徴とする、ダブルデッキヘミング金型。
発明の詳細な説明
【発明の詳細な説明】
【】
【技術分野】
【0001】
本発明金型はヘミング加工のつぶし工程において、従来はスラスト荷重により金型や機械装置が破損しないように、複数回に分けての作業工程であったものを、1回のつぶし工程へ簡略化できるヘミング金型に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
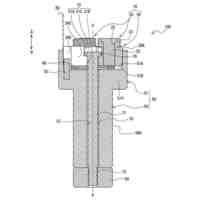
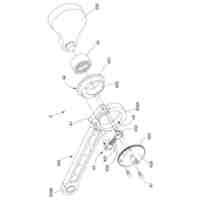
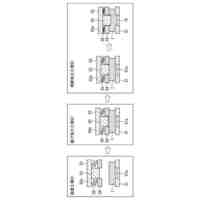
鋭角曲げとつぶし工程を金型交換せずに作業する金型は図2に示すダブルデッキタイプのものがある。これは金型支持ダイ16の上に下ダイ24を載置し、この下ダイ24に上下動可能に上ダイ23がカラー10を介して、ストリッパーボルト9で取り付けられている。前記、上ダイ23は下ダイ24にコイルスプリング11が内蔵されており、下ダイ24と上ダイ23を継合しているストリッパーボルト9を上方向に付勢されているものである。また、この上ダイ23の上面には板材W1を鋭角に折り曲げるための鋭角なVミゾ17が形成されている。そしてVミゾ17とパンチ15で板材W1を鋭角に折り曲げる。鋭角に折り曲げた板材W2を上ダイつぶし面6と下ダイつぶし面3の間に載置し、パンチを上ダイ23のVミゾ17に係合させた状態で上方から押圧し、図3のスラスト荷重S1、S2、S3を軽減させる為に2~3回に分けて押圧し、つぶし加工をするものである。(特許文献1)
特許開6-87028号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
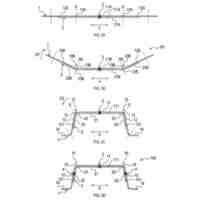
スラスト荷重とは鋭角曲げした板材をつぶし加工する際に発生する力であり、図3のように前方(作業者側)に押し出される荷重S1、S2,S3のことである。図2に示す従来の金型は、鋭角曲げした板材を1回で押しつぶすとスラスト荷重が前方に大きく働く為に、図2に示す、下ダイ24と上ダイ23を継合しているストリッパーボルト9に引っ張られる力が働き、伸び縮みを繰り返すことで金属疲労が重なり、最終的に破断してしまうのである。さらに、機械本体の精度にも悪影響を及ぼすのである。よって、つぶし加工とはスラスト荷重を軽減させる為に2~3回に分けて行うことが理想とされている。
【0004】
しかし、この2~3回に分けて行うつぶし加工を簡略にしたい作業者は、危険性を認識していながら、1回でつぶし加工を行っていることが多く、ストリッパーボルト9の破断や機械本体及び金型が破損することが多くある。従って、安全に1回でつぶし加工の行える金型が望まれている。
【0005】
つぶし加工は、ワークの板厚、材質や鋭角曲げしたワークW2の角度に応じて、スラスト荷重が前方に比例して働く。特に鋭角曲げしたワークの角度が大きいと、スラスト荷重が増大し、つぶし初めにワークが前方に押し出されて、つぶし加工の作業性が低下する。
【0006】
前記、鋭角曲げ角度が大きい課題を解決するには、ワークW2の鋭角曲げ角度を小さくすればよいのだが、図7に示すように、従来の角度対称30°パンチ15はワークの手前側が機械本体に当たらない大きさで作られている。これを、機械本体に当たらない鋭角なパンチとなれば、コストのかかる大型パンチとなってしまうのである。
【課題を解決する為の手段】
【0007】
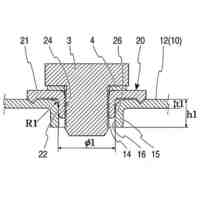
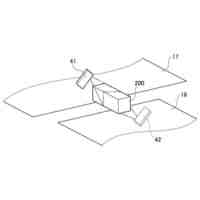
本発明金型は、前述のごとき現状の問題に鑑みてなされたもので、図1に示す通りの金型である。下ダイ2のスラスト荷重を抑制する溝4の中を上ダイ1の下部に設けた、スラスト荷重を抑制する突起部7が上下に摺動し、つぶし加工時に発生するスラスト荷重を抑制する。また下ダイ2に上ダイ1を備える際に、カラー10を介してストリッパーボルト9で継合する。このカラー10とボルト9もスラスト荷重を抑制する役割を備える。すなわちボルト9と溝4の上下二ヶ所で前方に働くスラスト荷重S1、S2を抑制するのである。さらに、従来金型の角度対称30°Vミゾ17を角度非対称Vミゾ5にすることで、より、鋭角曲げを可能とし、つぶし加工時にワークW2がスラスト荷重S3により前方に押し出されることがなくなり、作業性が改善されるとともに、ボルト9の破断及び金型、機械本体の破損がなくなり、つぶし加工を1回の作業工程で行えるのである。
【0008】
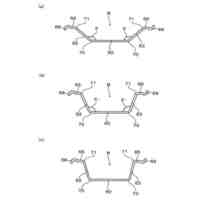
本発明金型の角度非対称Vミゾ5は図8の例に示す通りで、手前側角度より後側角度を小さくしたものである。手前側角度15°は図7に示す従来金型と同じで、鋭角曲げした手前のワークW2が機械本体に当たらない角度であり、後側角度は従来より鋭角に曲げるために10°にしたものである。このVミゾに合わせた角度非対称パンチ22で曲げると、ワークW2の鋭角曲げ角度は図9に示すように25°となり、つぶし加工の際のスラスト荷重を軽減でき、作業性が良くなるのである。なお、この後側角度は0°~15°未満とする。
【0009】
図11は、従来から広く利用されている、角度対称30°パンチ15の刃先のみを本発明金型の角度非対称Vミゾ5、図8に角度に合わせて改造した例を示す図であり、手前側15°、後側10°のパンチ角度25°として、本発明の金型に使用可能としたものである。
【0010】
板金曲げを角度非対称の金型で行う場合は、角度の大きい側にスラスト荷重がかかるために、反対側にスラスト受けを設ける必要がある。本発明金型の角度非対称Vミゾ5は手前側の角度が大きい為に手前側にスラスト荷重がかかるが、カラーと介したストリッパーボルトと下部の突起部、溝の二ヶ所がスラスト受けの機能をし、鋭角曲げの際のスラスト荷重を抑制することができるのである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
27日前
トヨタ紡織株式会社
プレス金型
2か月前
日鉄建材株式会社
成形装置
2か月前
株式会社FTS
注入口の形成方法
1日前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社アマダ
皿モミ加工方法
6日前
株式会社アマダ
ビード形成方法
1か月前
オーエスジー株式会社
転造工具ユニット
7日前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
ダイハツ工業株式会社
曲げ加工方法
2日前
東陽建設工機株式会社
鉄筋曲機
1か月前
銓益盛機械有限公司
転造盤の調整装置
6日前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
株式会社SIMA.I
転造盤
2か月前
フタバ産業株式会社
成形品の製造方法
6日前
フタバ産業株式会社
成型品の製造方法
27日前
フタバ産業株式会社
成形品の製造方法
27日前
三菱製鋼株式会社
測定装置及び方法
2か月前
愛知製鋼株式会社
中空シャフト部材の製造方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
29日前
株式会社神戸製鋼所
微小構造物及びその製造方法
15日前
日本製鉄株式会社
鋼矢板の製造方法
2か月前
株式会社アマダ
金型管理装置及び加工機制御装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法、中間成形品
2か月前
株式会社C&A
柱状構造体の作製方法
2か月前
株式会社アイシン
金属製筐体の製造方法および押出成型用金型
2か月前
トヨタ自動車株式会社
プレス加工装置
22日前
株式会社三五
筒状部材の形成方法
1か月前
株式会社富士機械工作所
管体成形装置
6日前
日本製鉄株式会社
コイル巻き解き方法
14日前
モリマシナリー株式会社
組立体の製造方法
1か月前
JFEスチール株式会社
デスケーリング装置
22日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ