TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041365
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148617
出願日
2023-09-13
発明の名称
パイプ曲げ加工装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
7/00 20060101AFI20250318BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】生産性を向上させること。
【解決手段】パイプ曲げ加工装置100は、パイプ50の曲げ加工を行う加工部10と、加工部10により曲げ加工が実施された後のパイプ50の形状を測定する3次元測定器20と、3次元測定器20から取得した曲げ加工後のパイプ50の形状データとパイプ50に実施する曲げ加工の設計データとのずれ量から曲げ加工の補正値を算出する算出部32と、曲げ加工の補正値に基づいて加工部10を制御して曲げ加工を実施する加工制御部34と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
パイプの曲げ加工を行う加工部と、
前記加工部により曲げ加工が実施された後の前記パイプの形状を測定する3次元測定器と、
前記3次元測定器から取得した曲げ加工後の前記パイプの形状データと前記パイプに実施する曲げ加工の設計データとのずれ量から曲げ加工の補正値を算出する算出部と、
前記曲げ加工の補正値に基づいて前記加工部を制御して曲げ加工を実施する加工制御部と、を備えるパイプ曲げ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプ曲げ加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
試し曲げを行ったワークの曲げフランジ長さや曲げ角度をノギス等により計測し、この計測値をNC(Numerical Control)装置に入力して、NC装置が計測値と目標値とから補正量を算出する曲げ加工装置が知られている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2002-28727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の方法では、試し曲げを行ったワークの曲げフランジ長さや曲げ角度を作業者がノギス等により計測するため、生産性の点で改善の余地がある。
【0005】
本発明は、上記課題に鑑みなされたものであり、生産性を向上させることを目的とする。
【課題を解決するための手段】
【0006】
本発明は、パイプの曲げ加工を行う加工部と、前記加工部により曲げ加工が実施された後の前記パイプの形状を測定する3次元測定器と、前記3次元測定器から取得した曲げ加工後の前記パイプの形状データと前記パイプに実施する曲げ加工の設計データとのずれ量から曲げ加工の補正値を算出する算出部と、前記曲げ加工の補正値に基づいて前記加工部を制御して曲げ加工を実施する加工制御部と、を備えるパイプ曲げ加工装置である。
【発明の効果】
【0007】
本発明によれば、生産性を向上させることができる。
【図面の簡単な説明】
【0008】
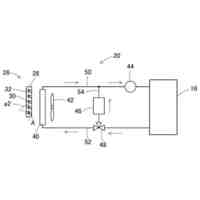
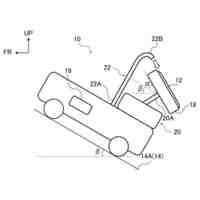
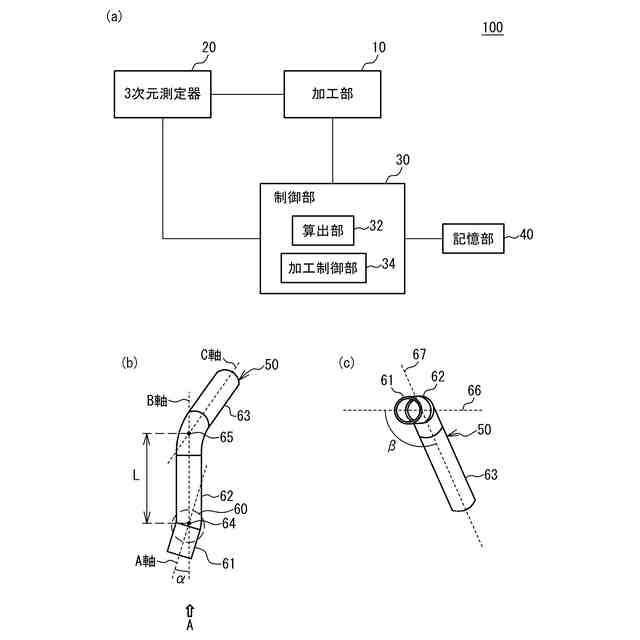
図1(a)は、実施例に係るパイプ曲げ加工装置のブロック図、図1(b)は、実施例における加工部によるパイプの曲げ加工の一例を示す上面図、図1(c)は、図1(b)のA方向から見た正面図である。
図2(a)から図2(d)は、実施例における加工部によるパイプの曲げ加工の工程の一例を示す図である。
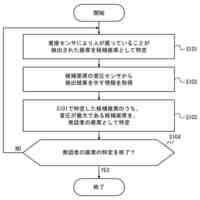
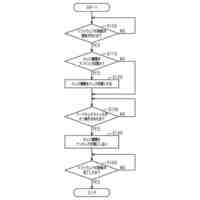
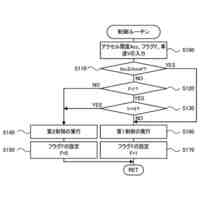
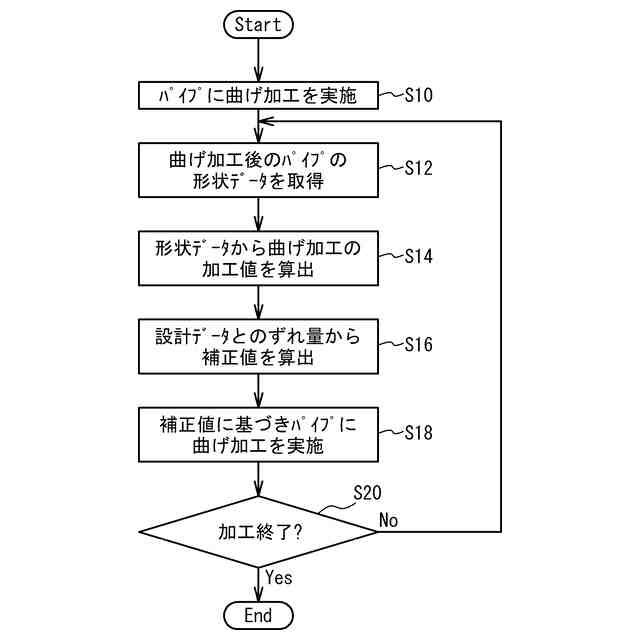
図3は、実施例における制御部によるパイプの曲げ加工の制御の一例を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本願発明の実施例について説明する。
【実施例】
【0010】
図1(a)は、実施例に係るパイプ曲げ加工装置100のブロック図である。図1(a)のように、パイプ曲げ加工装置100は、加工部10と3次元測定器20と制御部30と記憶部40を備える。加工部10は、パイプに対して曲げ加工を行う。本実施例における曲げ加工には、2次元曲げ加工に加えてひねり加工も含まれる。3次元測定器20は、加工部10によって曲げ加工が実施された後のパイプの3次元形状を測定する。3次元測定器20は、接触型であっても、非接触型であってもよく、接触型と非接触型を組み合わせたものであってもよい。制御部30は、算出部32と加工制御部34を備える。算出部32は、3次元測定器20から曲げ加工後のパイプの3次元の形状データを取得し、取得した形状データと、パイプに実施する曲げ加工の設計データと、のずれ量から曲げ加工の補正値を算出する。曲げ加工の設計データは例えば記憶部40に記憶されている。加工制御部34は、曲げ加工の設計データを用いて加工部10を制御してパイプに曲げ加工を実施するとともに、算出部32が補正値を算出した後は、設計データと当該補正値を用いて加工部10を制御してパイプに曲げ加工を実施する。制御部30は、CPU(Central Processing Unit)等のプロセッサである。算出部32と加工制御部34は、同じプロセッサにより機能してもよいし、異なるプロセッサにより機能してもよい。記憶部40は、フラッシュメモリ等の不揮発性の半導体メモリであってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
方法
10日前
トヨタ自動車株式会社
方法
9日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
治具
3日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
方法
9日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
サーバ
5日前
トヨタ自動車株式会社
モータ
5日前
トヨタ自動車株式会社
自動車
9日前
トヨタ自動車株式会社
正極層
8日前
トヨタ自動車株式会社
電動機
8日前
トヨタ自動車株式会社
通知装置
8日前
トヨタ自動車株式会社
蓄電装置
5日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
電源装置
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
電池装置
4日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
蓄電セル
8日前
トヨタ自動車株式会社
コネクタ
9日前
トヨタ自動車株式会社
固体電池
5日前
トヨタ自動車株式会社
駆動装置
9日前
トヨタ自動車株式会社
路側装置
8日前
トヨタ自動車株式会社
塗工装置
8日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電セル
8日前
トヨタ自動車株式会社
バッテリ
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ