TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079469
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192156
出願日
2023-11-10
発明の名称
積層鉄心の製造装置
出願人
株式会社エフ・シー・シー
代理人
個人
,
個人
主分類
B21D
28/20 20060101AFI20250515BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】装置の大型化を抑制しつつ積層鉄心をより短時間で製造することができる積層鉄心の製造装置を提供すること。
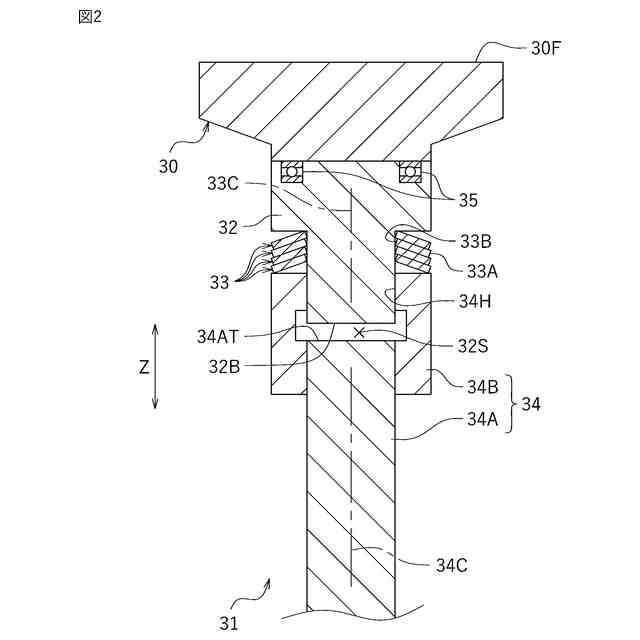
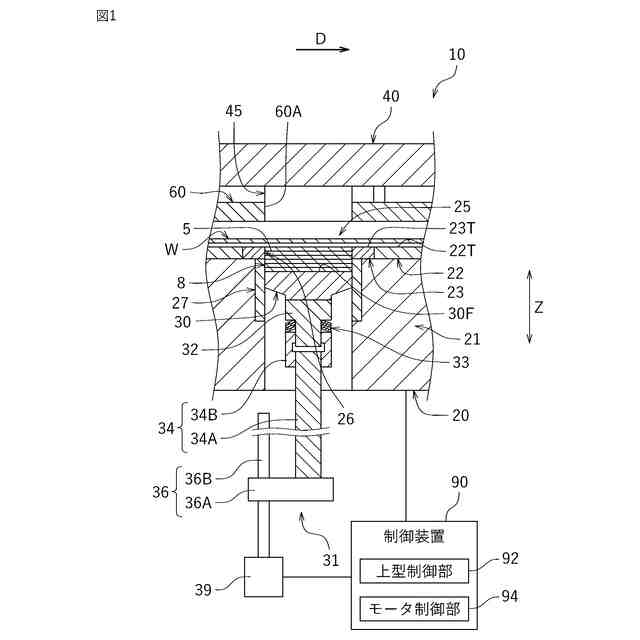
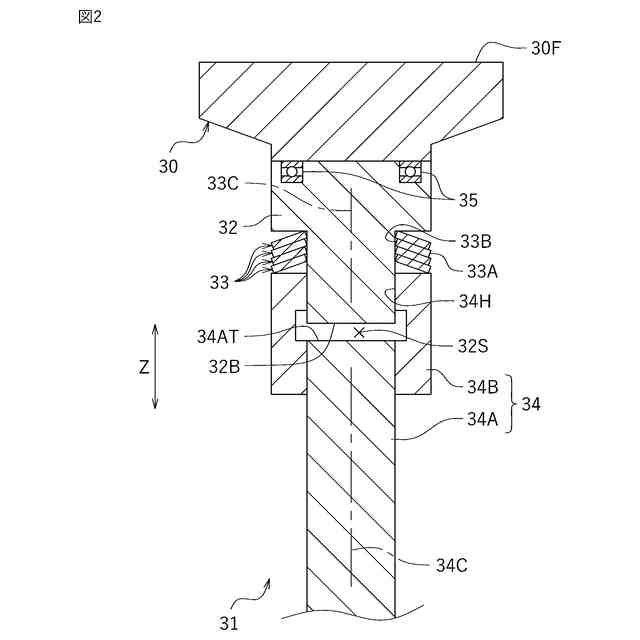
【解決手段】製造装置10は、外形打ち抜き用パンチ45から載置台30に力が付与されたときに弾性変形することによって載置台30に載置された鉄心部材5に背圧を付与する皿ばね33と、皿ばね33の下端部を支持する支持軸34と、支持軸34の上下方向Zの移動を制御する制御モータ39と、制御モータ39を制御する制御装置90と、を備え、制御装置90は、外形打ち抜き用パンチ45が下死点に到達して積層された鉄心部材5同士をかしめによって相互に結合した後に外形打ち抜き用パンチ45が上方に移動する際に、弾性変形した皿ばね33が元の形状に戻る過程において、制御モータ39を制御して支持軸34を下方に所定量だけ移動させることを開始するモータ制御部94を備えている。
【選択図】図2
特許請求の範囲
【請求項1】
複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、
形成された前記鉄心部材が順次載置される載置台と、
前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、
前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、
前記支持軸の上下方向の移動を制御する制御モータと、
前記上型および前記制御モータを制御する制御装置と、を備え、
前記積層鉄心は、積層された前記鉄心部材同士がかしめによって相互に結合されており、
前記支持軸が上下方向に移動することによって、前記皿ばねの少なくとも前記下端部は上下方向に移動するように構成され、
前記制御装置は、
前記パンチが下死点に到達して積層された前記鉄心部材同士をかしめによって相互に結合した後に前記パンチが上方に移動する際に、弾性変形した前記皿ばねが元の形状に戻る過程において、前記制御モータを制御して前記支持軸を下方に所定量だけ移動させることを開始するモータ制御部を備えている、製造装置。
続きを表示(約 1,900 文字)
【請求項2】
前記モータ制御部は、前記パンチが前記下死点に到達して積層された前記鉄心部材同士をかしめによって相互に結合した後に前記パンチが上方に移動する際に、弾性変形した前記皿ばねが元の形状に戻ると同時もしくは元の形状に戻る前に、前記制御モータを制御して前記支持軸を下方に前記所定量だけ移動させることを完了する、請求項1に記載の製造装置。
【請求項3】
前記皿ばねは、前記鉄心部材同士をかしめるときに必要な前記鉄心部材の上下方向の移動量よりも大きく上下方向に弾性変形可能に構成されている、請求項1または2に記載の製造装置。
【請求項4】
前記載置台と前記皿ばねとの間に設けられ、かつ、前記載置台を回転可能に支持するベアリング備え、
前記ベアリングが回転するとき、前記皿ばねは回転しない、請求項1または2に記載の製造装置。
【請求項5】
前記皿ばねの軸心は、前記支持軸の軸心と同軸上に配置されている、請求項1または2に記載の製造装置。
【請求項6】
前記皿ばねは、外周縁よりも内周縁が前記載置台側に位置するように配置されている、請求項1または2に記載の製造装置。
【請求項7】
複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、
形成された前記鉄心部材が順次載置される載置台と、
前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、
前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、
前記支持軸の上下方向の移動を制御する制御モータと、
前記上型および前記制御モータを制御する制御装置と、を備え、
前記支持軸が上下方向に移動することによって、前記皿ばねの少なくとも前記下端部は上下方向に移動するように構成され、
前記制御装置は、
前記パンチから前記載置台に力が付与されて前記皿ばねが所定以上に弾性変形したときに、前記制御モータを制御して前記支持軸を下方に所定量だけ移動させるモータ制御部を備えている、製造装置。
【請求項8】
複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、
形成された前記鉄心部材が順次載置される載置台と、
前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、
前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、を備え、
前記皿ばねは、前記パンチから前記載置台に力が付与されたときに、前記支持軸が下方に移動することなく弾性変形可能な弾性力を有する、製造装置。
【請求項9】
複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、
ダイ穴が形成されたダイを有する下型と、
前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、
形成された前記鉄心部材が順次載置される載置台と、
前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、
前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、
前記支持軸の上下方向の移動を制御する制御モータと、
前記上型および前記制御モータを制御する制御装置と、を備え、
前記皿ばねは、前記パンチから前記載置台に力が付与されたときに、前記皿ばねが前記載置台に載置された前記鉄心部材に付与する背圧のみによって、前記鉄心部材を積層するのに必要な背圧を付与することができる弾性力を有する、製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
モータ等に用いられる積層鉄心は、帯状の金属板(例えば帯状の鋼板)を所定の形状に打ち抜いて鉄心部材(コア)を形成し、形成された鉄心部材を積層して一体化することによって形成されている。例えば、かしめ、溶接、または、接着等によって、鉄心部材を積層して一体化することによって積層鉄心が形成されている。例えば、特許文献1には、かしめによって複数の鉄心部材を積層し、相互に結合された積層鉄心を製造する製造装置が開示されている。
【0003】
また、特許文献1の製造装置は、ボールねじの上面に取り付けられた載置台と、載置台上に配置されたガススプリングと、ガススプリングの上端部に設けられかつ鉄心部材が順次積層される支持プレートと、を備えている。ガススプリングは、パンチによって支持プレートが押圧されたときに圧縮し、支持プレート上の鉄心部材に背圧を付与するように構成されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-26735号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ガススプリングは、一般的に、鉄心部材に所定の背圧を与えるために要する容量が大きいため、ガススプリング自体が大型になりやすい傾向にある。このため、ガススプリングを備えた製造装置自体が大型化してしまう虞がある。また、ガススプリングは、弾性変形することによって鉄心部材に背圧を付与するように構成されているが、弾性変形した状態から元の状態に戻るまでに比較的時間を要するため、積層鉄心を製造するリードタイムが長くなる傾向にある。
【0006】
本発明はかかる点に鑑みてなされたものであり、その目的は、装置の大型化を抑制しつつ積層鉄心をより短時間で製造することができる積層鉄心の製造装置を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る製造装置は、複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、ダイ穴が形成されたダイを有する下型と、前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、形成された前記鉄心部材が順次載置される載置台と、前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、前記支持軸の上下方向の移動を制御する制御モータと、前記上型および前記制御モータを制御する制御装置と、を備え、前記積層鉄心は、積層された前記鉄心部材同士がかしめによって相互に結合されており、前記支持軸が上下方向に移動することによって、前記皿ばねの少なくとも前記下端部は上下方向に移動するように構成され、前記制御装置は、前記パンチが下死点に到達して積層された前記鉄心部材同士をかしめによって相互に結合した後に前記パンチが上方に移動する際に、弾性変形した前記皿ばねが元の形状に戻る過程において、前記制御モータを制御して前記支持軸を下方に所定量だけ移動させることを開始するモータ制御部を備えている。
【0008】
本発明に係る製造装置は、パンチから載置台に力が付与されたときに弾性変形することによって載置台に載置された鉄心部材に背圧を付与する皿ばねを備えている。皿ばねは、ガススプリング等に比べて小型であるため、製造装置の大型化を抑制することができる。また、モータ制御部は、パンチが下死点に到達して積層された鉄心部材同士をかしめによって相互に結合した後にパンチが上方に移動する際に、弾性変形した皿ばねが元の形状に戻る過程において、制御モータを制御して支持軸を下方に所定量だけ移動させることを開始する。これにより、弾性変形した皿ばねをより早く元の状態に戻すことができるため、積層鉄心を製造するリードタイムをより短くすることができる。
【0009】
本発明に係る他の製造装置は、複数の鉄心部材が積層されて相互に結合された積層鉄心の製造装置であって、ダイ穴が形成されたダイを有する下型と、前記ダイ穴に対応するパンチであって、帯状の金属板を打ち抜いて前記鉄心部材を形成するパンチを有する上型と、形成された前記鉄心部材が順次載置される載置台と、前記載置台の下方に位置し、かつ、前記載置台を支持し、かつ、前記パンチから前記載置台に力が付与されたときに弾性変形することによって前記載置台に載置された前記鉄心部材に背圧を付与する皿ばねと、前記皿ばねの下端部を支持し、かつ、上下方向に移動可能に構成された支持軸と、前記支持軸の上下方向の移動を制御する制御モータと、前記上型および前記制御モータを制御する制御装置と、を備え、前記支持軸が上下方向に移動することによって、前記皿ばねの少なくとも前記下端部は上下方向に移動するように構成され、前記制御装置は、前記パンチから前記載置台に力が付与されて前記皿ばねが所定以上に弾性変形したときに、前記制御モータを制御して前記支持軸を下方に所定量だけ移動させるモータ制御部を備えている。
【0010】
本発明に係る他の製造装置は、パンチから載置台に力が付与されたときに弾性変形することによって載置台に載置された鉄心部材に背圧を付与する皿ばねを備えている。皿ばねは、ガススプリング等に比べて小型であるため、製造装置の大型化を抑制することができる。また、モータ制御部は、パンチから載置台に力が付与されて皿ばねが所定以上に弾性変形したときに、制御モータを制御して支持軸を下方に所定量だけ移動させる。これにより、弾性変形した皿ばねをより早く元の状態に戻すことができるため、積層鉄心を製造するリードタイムをより短くすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
9日前
株式会社アマダ
曲げ金型
1か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社不二越
転造加工用平ダイス
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社TMEIC
制御システム
3か月前
株式会社エナテック
製品分離システム
6か月前
株式会社TMEIC
誘導加熱装置
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































