TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025029743
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023134532
出願日
2023-08-22
発明の名称
押出材の加工装置
出願人
加藤軽金属工業株式会社
代理人
個人
主分類
B21C
23/00 20060101AFI20250228BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】表面を正確に賦形することができ、しかも、裏面を平滑に形成することができるようにした押出材の加工装置を提供する。
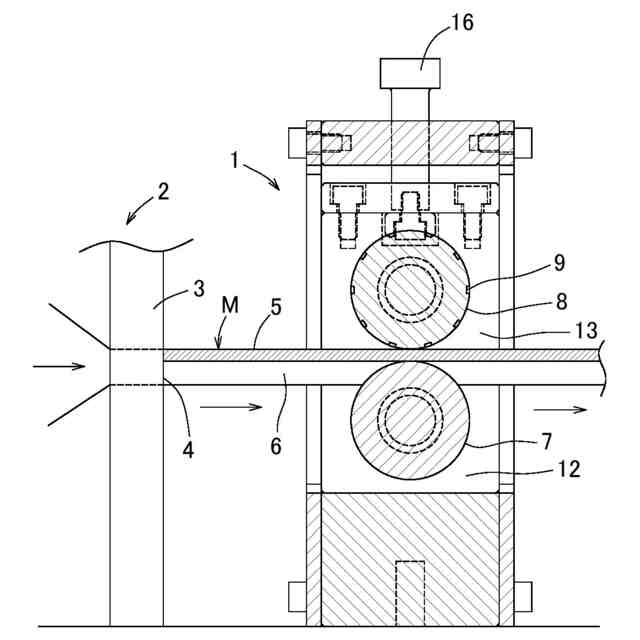
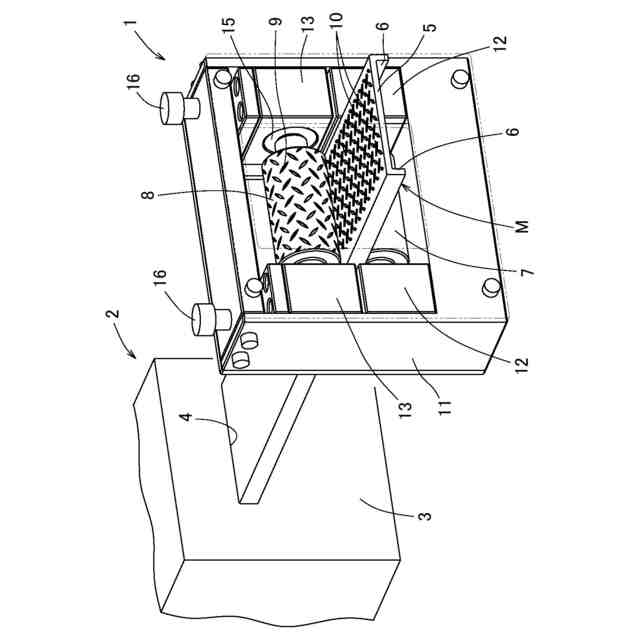
【解決手段】押出機2から押出された押出材Mの裏面を受ける平滑ロール7と、この平滑ロール7に受けられる押出材Mの表面に圧接して賦形するための賦形ロール8と、賦形ロール8を平滑ロール7に向けて変位可能に支持し、賦形ロール8の押出材Mへの圧接力を調整する調整ネジ16とを具備し、平滑ロール7および賦形ロール8は、押出機2から離間し且つ押出材Mの押出直後に設ける。
【選択図】図1
特許請求の範囲
【請求項1】
押出機から押出された押出材の裏面を受ける平滑ロールと、
該平滑ロールに受けられる前記押出材の表面に圧接して賦形するための賦形ロールと、
前記平滑ロールと前記賦形ロールの少なくとも一方を他方に向けて変位可能に支持し、前記賦形ロールの前記押出材への圧接力を調整する調整手段と、
を具備し、
前記平滑ロールおよび前記賦形ロールは、前記押出機から離間し且つ前記押出材の押出直後に設けた、
ことを特徴とする押出材の加工装置。
続きを表示(約 210 文字)
【請求項2】
前記平滑ロールおよび前記賦形ロールは、前記押出材に接して従動する構成としたことを特徴とする請求項1に記載の押出材の加工装置。
【請求項3】
前記押出材は、アルミニウムまたはアルミニウム合金で構成したことを特徴とする請求項1に記載の押出材の加工装置。
【請求項4】
前記賦形ロールは、周面に賦形用凹部を有することを特徴とする請求項1に記載の押出材の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、たとえばアルミニウムなどの押出材の加工装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
この種の押出材の加工装置としては、従来、種々のものが提案されている。
【0003】
たとえば特許文献1には、外周部に波型の凹凸模様を有するアルミニウム製押出材を製造することができる製造装置が開示されている。
【0004】
この製造装置は、押出機から押出されていく押出材の押出経路に沿って、型付けロールが配備されている。この型付けロールは、その外周部に、波型模様の凹凸刃部を備え、押出中、このロールの外周刃部が、押出材の外周部に食い込み、ロールが該ロール軸線回りで回転されるようになされている。
【先行技術文献】
【特許文献】
【0005】
特開平11-221613号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、この製造装置では、型付けロールの外周刃部が押出材の外周部(表面)に食い込み、押出材の内周部(裏面)側には押えが無いため、凹凸模様を正確に賦形することができないだけでなく、内周部(裏面)を平滑にすることができない。
【0007】
本発明は、上記事情に基づいてなされたもので、その目的とするところは、表面を正確に賦形することができ、しかも、裏面を平滑に形成することができるようにした押出材の加工装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明に係る押出材の加工装置は、押出機から押出された押出材の裏面を受ける平滑ロールと、この平滑ロールに受けられる押出材の表面に圧接して賦形するための賦形ロールと、平滑ロールと賦形ロールの少なくとも一方を他方に向けて変位可能に支持し、賦形ロールの押出材への圧接力を調整する調整手段とを具備し、平滑ロールおよび賦形ロールは、押出機から離間し且つ押出材の押出直後に設けたことを特徴とするものである。
【発明の効果】
【0009】
本発明に係る押出材の加工装置によれば、表面を正確に賦形することができ、しかも、裏面を平滑に形成することができる。
【図面の簡単な説明】
【0010】
図面は、本発明の特定の実施の形態を示し、発明の不可欠な構成ばかりでなく、選択的及び好ましい実施の形態を含む。
本発明の一実施形態に係る押出材の加工装置を示す斜視図。
同加工装置の正面図。
同加工装置の側面図。
図2のIV-IV線で示す断面図。
図3のV-V線で示す断面図。
同加工装置の作用を説明するための断面図。
同加工装置の作用を説明するための斜視図。
押出材の変形例を示す斜視図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
5か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
日伸工業株式会社
プレス加工装置
2か月前
オムロン株式会社
導線折り曲げ治具
1日前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
工機ホールディングス株式会社
ニブラ
3か月前
株式会社アマダ
曲げ金型
今日
トヨタ紡織株式会社
プレス金型
2か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
4か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
ユニプレス株式会社
プレス加工装置
28日前
トヨタ紡織株式会社
プレス金型装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
株式会社三明製作所
転造装置
今日
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社吉野機械製作所
プレス機械
7か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
株式会社不二越
転造加工用平ダイス
5か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社アマダ
プレスブレーキ
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
1か月前
本田技研工業株式会社
鍛造用金型
5か月前
株式会社エナテック
製品分離システム
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































