TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110441
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004262
出願日
2024-01-16
発明の名称
熱延鋼板の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21B
1/26 20060101AFI20250722BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】スラブ厚50mm以上に粗圧延したスラブを製品板厚15mm以上に仕上げ圧延した熱延鋼板のエッジ部における表面割れを抑制する熱延鋼板の製造方法を提供する。
【解決手段】本発明に係る熱延鋼板の製造方法は、複数の粗圧延パスによりスラブ厚50mm以上に粗圧延したスラブを製品板厚15mm以上の熱延鋼板に仕上げ圧延するものであって、スラブの寸法がW/H≧10、スラブ厚が100mm以下となり、かつスラブの全長にわたって幅方向中央のスラブ厚平均温度が1000℃以下となった後の各粗圧延パスにおいて、スラブの幅方向中央のスラブ厚平均温度が15℃/s以上で低下するようにスラブを急速冷却するとともに、スラブのエッジ部における表面温度の最大値は、幅方向中央の表面温度に対し30℃以上とし、(ΔH/H)/(ΔW/W)≧30、1mm≦ΔW≦10mm、としてスラブを粗圧延するものである。
【選択図】 図11
特許請求の範囲
【請求項1】
複数の粗圧延パスにより粗圧延終了時のスラブ厚が50mm以上のスラブに粗圧延し、該粗圧延したスラブを仕上げ圧延して製品板厚15mm以上の熱延鋼板を製造する熱延鋼板の製造方法であって、
前記複数の粗圧延パスのうち、前記スラブの寸法がW/H≧10、スラブ厚が100mm以下となり、かつ前記スラブの全長にわたって幅方向中央におけるスラブ厚平均温度が1000℃以下となった後の各粗圧延パスにおいて、
前記スラブの幅方向中央におけるスラブ厚平均温度が15℃/s以上で低下するように前記スラブを急速冷却するとともに、前記スラブの幅方向両端から300mm以内のエッジ部における表面温度の最大値は、幅方向中央の表面温度に対し30℃以上とし、
(ΔH/H)/(ΔW/W)≧30、
1mm≦ΔW≦10mm、
として前記スラブを粗圧延する、ことを特徴とする熱延鋼板の製造方法。
但し、
W、Hは、それぞれ、前記各粗圧延パスにおける粗圧延前のスラブ幅、スラブ厚
(ΔH/H)は、前記各粗圧延パスにおける水平ミル圧下率
(ΔW/W)は、前記各粗圧延パスにおけるエッジャー圧下率
ΔHは、前記各粗圧延パスにおける水平ミル圧下量
ΔWは、前記各粗圧延パスにおけるエッジャー圧下量
続きを表示(約 96 文字)
【請求項2】
前記スラブを急速冷却する前記各粗圧延パスにおいて、前記スラブの幅方向中央と前記エッジ部の表面温度を測定する、ことを特徴とする請求項1に記載の熱延鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、極厚の熱延鋼板の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
熱間圧延とは、一般的に、連続鋳造された矩形断面の被圧延材(以下、「スラブ」という)を、加熱炉にて数百~千数百℃に加熱した後、粗圧延と仕上げ圧延により薄く延ばし、コイル状に巻き取るプロセスである。
【0003】
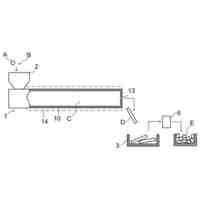
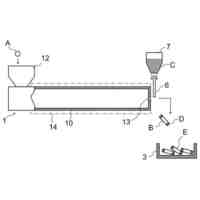
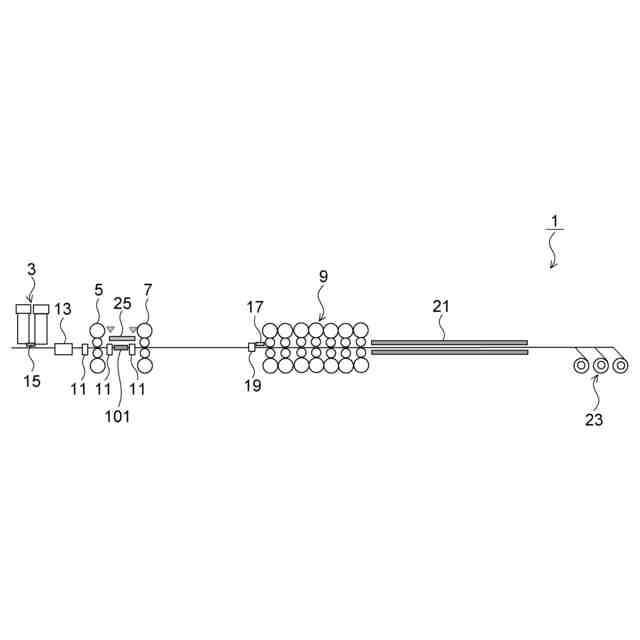
図1は、従来から一般的に用いられている熱間圧延ライン1の一例である。
スラブ101は、加熱炉3により加熱された後、水平ロールを備えた粗圧延機5及び粗圧延機7により圧延され、その後、仕上げ圧延機9により圧延される。
【0004】
粗圧延は、一般的に、往復圧延又は一方向圧延により6回以上行われる。なお、図1に示す熱間圧延ライン1は2基の粗圧延機5、7を備えたものであるが、その基数は必ずしもこれに限らず、3基以上の場合もある。
また、熱間圧延ライン1には、スラブ101を幅方向に圧下する装置として縦型のエッジャー11が設けられている。そのため、スラブ101は、粗圧延機5、7によるスラブ厚方向の圧下と、エッジャー11による幅方向の圧下と、が行われる。厚み方向の圧下は水平ミル圧下、幅方向の圧下は、本願ではエッジャー圧下、又は幅圧下(引例記載等)と言う。また、粗圧延機5、7のすぐ上流には、スラブ幅の調整のため、サイジングプレス13が設置されている。
【0005】
さらに、熱間圧延ライン1には、一次スケール除去するホットスケールブレーカー(図1に示すHSB15)と、クロップシャー19と、二次スケール除去する仕上げ圧延スケールブレーカー(図1に示すFSB17)が設けられている。
加熱炉3で加熱されたスラブ101は、粗圧延される前にHSB15によりデスケーリングされる。さらに、粗圧延されたスラブ101は、仕上げ圧延機9の前で、クロップシャー19により先端部及び尾端部が切断され、FSB17により再度デスケーリングされ、仕上げ圧延機9へ送られる。
仕上げ圧延機9を通過した鋼板は、析出物や変態組織を制御して目的の強度や延び等の材質を得るため、ランアウトテーブル21での搬送中に水冷式又は空冷式の冷却設備(図示なし)により制御冷却され、その後、コイラー23により巻き取られる。
【0006】
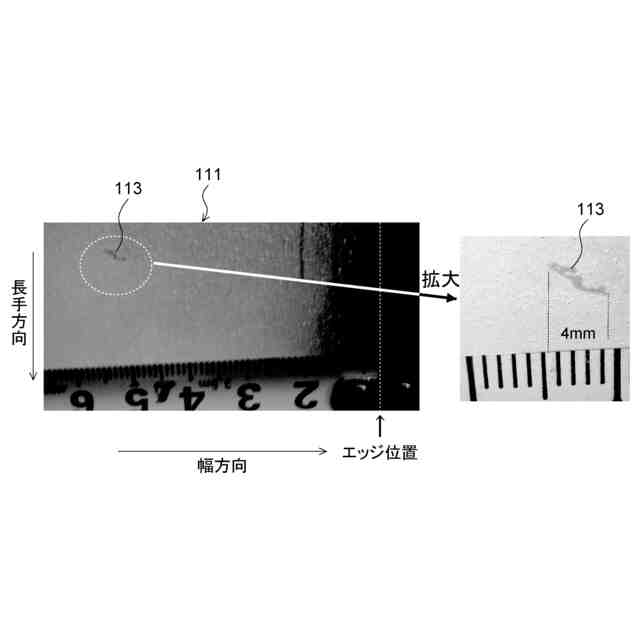
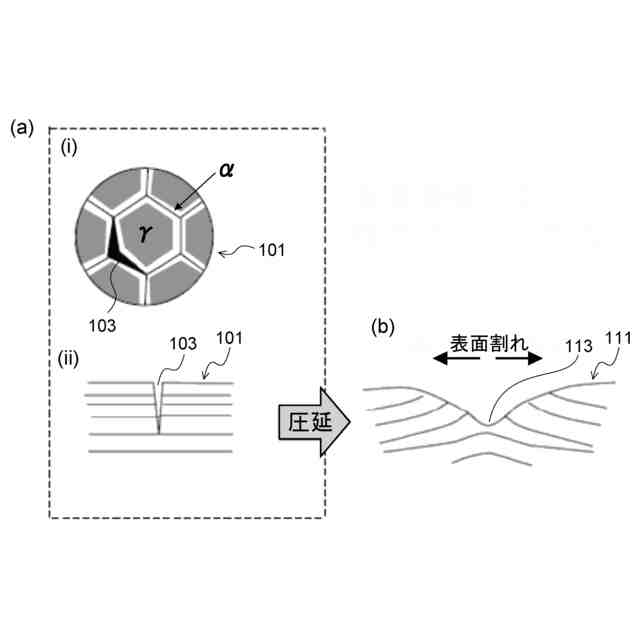
上記のように製造された熱延鋼板は、幅方向両端側のエッジ部にエッジシームやヘゲ疵と称される線状の微小な表面疵が発生し易いことが知られている。
エッジシームは、主にステンレス鋼板の製造過程において幅方向端部での結晶粒粗大化に伴う皺が鋼板表面に廻り込むことにより発生する表面疵である。一方、ヘゲ疵は、スラブの幅方向における端部と中央部の圧延方向のメタルフロー差に起因する張力により発生する表面疵である。これらの表面疵は、下工程で造管したパイプや冷延後の鋼板の表面にも残留するため、品質低下や歩留ロスの原因となる。そのため、表面疵を抑制して熱延鋼板を製造する技術が提案されている。
【0007】
特許文献1~特許文献4には、エッジシームの発生を抑制する技術が開示されている。
特許文献1の技術は、粗圧延の最初の3パスにおいて水平ロールのみにより50%以上に減厚し、その後の縦ロールによる幅圧下を1パス当たり30mm以下とするものである。
特許文献2の技術は、水平ロールによる初期圧延を実施する前に垂直ロールにより圧下率5%以下で圧延し、その後の水平ロールによる初期圧延までのパス時間を規定するものである。
特許文献3の技術は、粗水平圧延前に圧下率3%以上の幅圧下圧延を少なくとも1回以上施すものである。
特許文献4の技術は、粗圧延前段の4パス目までは幅圧下を行わず、それ以降のパスでは傾斜した縦型ロールを使用して幅圧下するものである。
【0008】
また、特許文献5には、ヘゲ疵等の欠陥のない熱延鋼板を製造する技術が開示されている。
特許文献5の技術は、粗圧延前のスラブ端部を加熱し、粗圧延第1パス時にスラブ端部の温度とスラブ中央部の温度との温度差を20~200℃の範囲に調節した後、熱間圧延するものである。
【先行技術文献】
【特許文献】
【0009】
特開平10-52701公報
特開平7-232207号公報
特開2006-193787号公報
特開平1-237009号公報
特開平8-323403公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
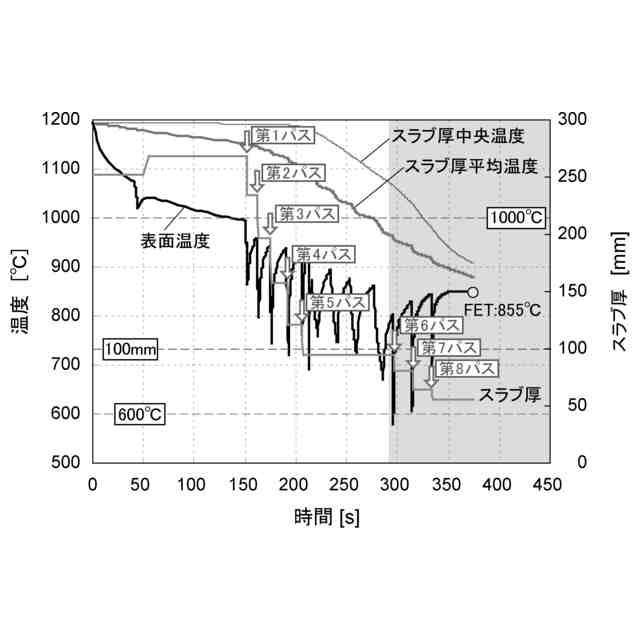
通常主要な熱延鋼板の最大板厚は6mm程度であるが、製品板厚15mm以上の極厚な熱延鋼板の製造工程では、所望の鋼板特性を得るための圧延条件が必要となる。特に、所定の靭性を確保するためには、粗圧延と仕上げ圧延においては未再結晶温度領域となる1000℃以下の温度帯での総圧下率を60%以上とする必要がある。さらに、仕上げ圧延における圧下率には制限があることから、粗圧延の後段パスにおいてはスラブを急速冷却するとともに上記を満足する圧下を掛ける必要がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
貯蔵原料供給装置
3日前
JFEスチール株式会社
高炉の原料装入方法
24日前
JFEスチール株式会社
デスケーリング装置
11日前
JFEスチール株式会社
高炉の原料装入方法
2日前
JFEスチール株式会社
鋼板およびその製造方法
3日前
JFEスチール株式会社
診断システム及び診断方法
16日前
JFEスチール株式会社
構造材及び構造材の製造方法
11日前
JFEスチール株式会社
金物投入設備及び金物投入方法
10日前
JFEスチール株式会社
連続鋳造機および鋳片の製造方法
3日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
2日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
2日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
16日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
16日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
16日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
16日前
株式会社IHIポールワース
炉頂装置
2日前
JFEスチール株式会社
ボルト用棒鋼
4日前
JFEスチール株式会社
熱延鋼材の製造方法
18日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
10日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
10日前
JFEスチール株式会社
フィルムロール、ラミネート金属帯、フィルムの製造方法、および、ラミネート金属帯の製造方法
3日前
JFEスチール株式会社
フィルムロール、ラミネート金属帯、フィルムの製造方法、および、ラミネート金属帯の製造方法
3日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
10日前
JFEスチール株式会社
自動車車体設計方法、自動車車体設計装置及び自動車車体設計プログラム、並びに、自動車車体の製造方法
3日前
JFEスチール株式会社
溶接接合部を有する自動車用構造部材の試験方法、溶接接合部を有する自動車用構造部材の評価方法、及び、溶接接合部を有する自動車用構造部材の試験に用いられる試験体
2日前
個人
鋼線の連続伸線方法
16日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
工機ホールディングス株式会社
ニブラ
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ