TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171214
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076317
出願日
2024-05-09
発明の名称
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
出願人
JFEスチール株式会社
代理人
個人
主分類
G01N
3/28 20060101AFI20251113BHJP(測定;試験)
要約
【課題】金属板の試験片について成形試験を行い、金属板の成形限界を精度良く判定することができる金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラムを提供する。
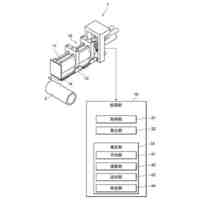
【解決手段】本発明に係る金属板の成形限界判定方法は、試験片101表面を逐次撮影しながら成形し、成形開始から破断に至るまでの試験片101の表面に発生するひずみと、試験片101の表面の3次元座標と、を測定してデータベースを構築し(S10)、試験片101に発生する破断部103に直交する破断直交方向に沿って評価点列を設定し、評価点列におけるひずみ又は3次元座標をデータベースから抽出し(S20)、評価点列におけるひずみ又は3次元座標の破断直交方向勾配を算出し、成形限界を判定する(S30)、ものである。
【選択図】 図1
特許請求の範囲
【請求項1】
金属板の成形限界を判定する金属板の成形限界判定方法であって、
成形試験段階と、成形限界解析段階と、成形限界判定段階と、を含み、
前記成形試験段階は、
前記金属板の表面に所定の格子又はひずみ解析用パターンを付した試験片を準備する試験片準備工程と、
前記格子又はひずみ解析用パターンを付した前記試験片の表面を逐次撮影しながら前記試験片を成形する試験片成形工程と、
前記試験片成形工程において逐次撮影した画像を解析し、前記試験片の表面に発生するひずみと、該表面の3次元座標と、を測定するひずみ及び3次元座標測定工程と、
該測定したひずみ及び3次元座標を成形開始から破断までの時系列順に記憶してデータベースを構築するデータベース構築工程と、を備え、
前記成形限界解析段階は、
前記試験片に発生する破断部に直交する破断直交方向を特定する破断直交方向特定工程と、
前記破断部とその近傍のひずみ又は3次元座標の前記破断直交方向における分布を取得するための前記試験片上における評価点列を設定する評価点列設定工程と、
前記試験片の所定の成形ステップでの前記評価点列におけるひずみ又は3次元座標を前記データベースから抽出するひずみ又は3次元座標抽出工程と、を備え、
前記成形限界判定段階は、
前記ひずみ又は3次元座標抽出工程において抽出した前記評価点列におけるひずみ又は3次元座標の破断直交方向勾配を算出する破断直交方向勾配算出工程と、
該算出したひずみ又3次元座標の破断直交方向勾配に基づいて、前記試験片の成形限界を判定する成形限界判定工程と、を備える、ことを特徴とする金属板の成形限界判定方法。
続きを表示(約 1,900 文字)
【請求項2】
前記破断直交方向勾配算出工程において、前記評価点列における板厚方向ひずみの破断直交方向勾配を算出する、ことを特徴とする請求項1に記載の金属板の成形限界判定方法。
【請求項3】
前記破断直交方向勾配算出工程において、前記評価点列における3次元座標を前記試験片の表面の法線方向座標と接線方向座標とに座標変換し、該法線方向座標の接線方向勾配を前記3次元座標の破断直交方向勾配として算出する、ことを特徴とする請求項1に記載の金属板の成形限界判定方法。
【請求項4】
前記成形限界判定工程において、前記評価点列におけるひずみ又は3次元座標の前記破断直交方向勾配が所定のしきい値を超えた成形ステップにおいてくびれ発生と判定し、くびれ発生と判定された直前の成形ステップにおける前記破断部のひずみを成形限界ひずみとする、ことを特徴とする請求項1乃至3のいずれか一項に記載の金属板の成形限界判定方法。
【請求項5】
前記成形試験段階において、形状の異なる複数の試験片を準備して成形し、
前記成形限界解析段階において、前記複数の試験片ごとに前記評価点列におけるひずみ及び3次元座標を抽出し、
前記成形限界判定段階において、前記複数の試験片ごとに成形限界を判定し、成形限界線を得る、ことを特徴とする請求項4に記載の金属板の成形限界判定方法。
【請求項6】
金属板の成形限界を判定する金属板の成形限界判定システムであって、
成形試験装置と、成形限界解析装置と、成形限界判定装置と、を備え、
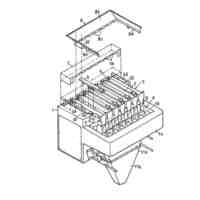
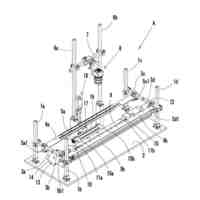
前記成形試験装置は、
表面に所定の格子又はひずみ解析パターンが付された前記金属板の試験片を成形する成形金型と、
前記成形金型による前記試験片の成形過程における前記試験片の表面を逐次撮影する撮影装置と、
該撮影装置により逐次撮影した前記試験片の表面の画像を解析し、前記試験片の表面に生じるひずみと、表面の3次元座標と、を測定するひずみ及び3次元座標測定装置と、
該測定したひずみ及び3次元座標を成形開始から破断までの時系列順に記憶してデータベースを構築するデータベース構築装置と、を有し、
前記成形限界解析装置は、
前記成形試験装置により成形された前記試験片に発生する破断部に直交する破断直交方向を特定する破断直交方向特定部と、
前記破断部とその近傍におけるひずみ又は3次元座標の前記破断直交方向における分布を取得するための前記試験片における評価点列を設定する評価点列設定部と、
前記試験片の所定の成形ステップでの評価点列におけるひずみ又は3次元座標を前記データベースから抽出するひずみ又は3次元座標抽出部と、を有し、
前記成形限界判定装置は、
前記ひずみ又は3次元座標抽出部により抽出した前記評価点列におけるひずみ又は3次元座標の破断直交方向勾配を算出する破断直交方向勾配算出部と、
該算出したひずみ又は3次元座標の破断直交方向勾配に基づいて、前記試験片の成形限界を判定する成形限界判定部と、を有することを特徴とする金属板の成形限界判定システム。
【請求項7】
前記成形限界判定装置は、前記評価点列における板厚方向ひずみの破断直交方向勾配を算出し、前記試験片の成形限界を判定する、ことを特徴とする請求項6に記載の金属板の成形限界判定システム。
【請求項8】
前記成形限界判定装置は、前記評価点列における3次元座標を前記試験片の法線方向座標と接線方向座標とに座標変換し、該法線方向座標の前記破断直交方向における勾配を前記3次元座標の破断直交方向勾配として算出する、ことを特徴とする請求項6に記載の金属板の成形限界判定システム。
【請求項9】
前記成形限界判定装置は、前記評価点列におけるひずみ又は3次元座標の前記破断直交方向勾配が所定のしきい値を超えた成形ステップにおいてくびれ発生と判定し、くびれ発生と判定された直前の成形ステップにおける前記破断部のひずみを成形限界ひずみとする、ことを特徴とする請求項6乃至8のいずれか一項に記載の金属板の成形限界判定システム。
【請求項10】
前記成形試験装置は、形状の異なる複数の試験片について成形し、
前記成形限界解析装置は、前記複数の試験片ごとに前記評価点列におけるひずみ及び3次元座標を抽出し、
前記成形限界判定装置は、前記複数の試験片ごとに成形限界を判定し、成形限界線を得る、ことを特徴とする請求項9に記載の金属板の成形限界判定システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板の成形限界を判定する金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラムに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
自動車車体の材料として用いられる金属板(例えば、薄鋼板)は、大部分がプレス成形によって車体部品に加工される。車体部品のプレス成形性は、車体部品の形状によって異なり、また、材料である金属板の延性をはじめとする材料特性の影響も大きい。近年、車体軽量化に対する要望から、車体部品に用いられる金属板の高強度化が進められている。しかしながら、金属板の高強度化に伴って延性が低下することにより、プレス成形において割れが生じやすくなり、プレス成形性が低下してしまう。
【0003】
プレス成形による車体部品の製造中における割れ発生といったトラブル回避のため、CAE(Computer Aided Engineering)によるプレス成形性の事前予測に基づいた金型設計が重要となっている。そこで、金属板の成形限界を精度良く判定する技術の重要性が高まっている。
【0004】
金属板の成形限界の判定には、通常、成形限界線図(Forming Limit Diagram:FLD)が用いられている。成形限界線図は、プレス成形における金属板の様々な変形様式、例えば、等二軸変形や不等二軸変形、平面ひずみ変形、単軸変形での成形限界を実験室規模での成形試験により測定して作成するものである。そして、成形限界線図の作成においては、試験片の幅をいくつかの水準に変更し、試験片の長軸方向と短軸方向の変形比率を変化させることにより、試験片の破断発生時における長軸方向と短軸方向それぞれのひずみを測定している。
【0005】
一般的に、金属板の成形試験においては、金属板の試験片が均一変形し、続いて、ひずみが試験片の特定の場所に集中する過程へと推移する。この過程では、試験片におけるひずみが集中する部位にネッキングと呼ばれる板厚減少が発生する。そして、板厚減少が進んだ後に、金属板に破断が発生する。
プレス成形において、ネッキングの発生は、破断に至らなくても製品不良になる。そのため、金属板の成形限界は、ネッキング発生直前のひずみ量を用いて定義する必要がある。特に、引張強度が980MPa級を超えるような高強度鋼板のプレス成形においては、10%程度の低ひずみ量でネッキングが発生し、その直後に破断が発生する。したがって、高強度鋼板の成形限界は精度良く判定する必要があり、そのための技術がこれまでに提案されてきた。
【0006】
非特許文献1には、成形限界曲線を同定する方法が規格化されている。当該方法は、まず、破断まで成形した試験片の破断周囲のひずみ分布を測定する。次に、測定したひずみ分布を以下の式(1)の曲線に近似する。そして、式(1)からひずみの極大値を算出し、この極大値を成形限界ひずみとする。
TIFF
2025171214000002.tif
13
165
【0007】
しかしながら、非特許文献1の方法は、直接的に成形限界ひずみを測定するものではないため、破断発生部のひずみを十分に近似できず、成形限界ひずみを求めることができない場合があった。
そこで、非特許文献1の方法の改良として、非特許文献2の方法が提案されている。非特許文献2の方法は、成形中の試験片に生じたひずみを連続的に計測し、破断発生部のひずみの時間変化から成形限界ひずみを求めるものである。
【先行技術文献】
【非特許文献】
【0008】
ISO 12004-2:2008, Metallic materials - Sheet and strip - Determination of forming-limit curves, 2008.
W Hotz, M Merklein et al., “Time Dependent FLC Determination Comparison of Different Algorithms to Detect the Onset of Unstable Necking before Fracture”, Key Engineering Materials, Vol 549, pp.397-404(2013).
【発明の概要】
【発明が解決しようとする課題】
【0009】
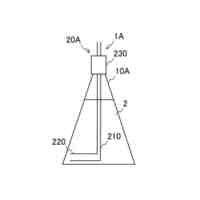
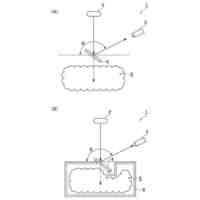
非特許文献1には、図11に示すように、試験片101の張出試験により成形限界を求める方法として、中島法と、マルシニアック法と、が記載されている。
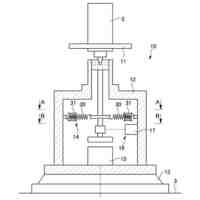
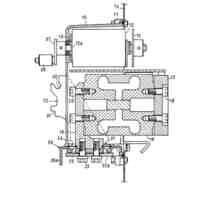
中島法は、図11(a)に示すように、先端部203aが球頭形状の球頭パンチ203と、上型ダイ205と、しわ押さえ207とを備えた成形金型201を用いて、試験片101を張出成形するものである。
一方、マルシニアック法は、図11(b)に示すように、先端部213aが平面の平頭パンチ213と、上型ダイ205と、しわ押さえ207と、を備えた成形金型211を用いて、平頭パンチ213と試験片101との間にドライビングシート215を挟んで試験片101を張出成形するものである。
【0010】
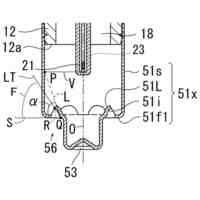
中島法において、試験片101は、球頭パンチ203の先端部203aの形状になじんだ状態で張出成形される。そのため、得られる成形限界(破断時の最大主ひずみ及び最小主ひずみ)は試験片101の曲げ変形の影響を受ける。
これに対し、マルシニアック法において、試験片101は平頭パンチ213を用いて試験片101を張出成形される。そのため、試験片101は曲げ変形されず、得られる成形限界は試験片101の曲げ変形の影響を受けない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精機株式会社
検出装置
18日前
個人
採尿及び採便具
24日前
個人
計量機能付き容器
13日前
個人
高精度同時多点測定装置
1か月前
個人
アクセサリー型テスター
1か月前
甲神電機株式会社
電流検出装置
18日前
株式会社カクマル
境界杭
3日前
株式会社ミツトヨ
測定器
1か月前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
13日前
日本信号株式会社
距離画像センサ
16日前
大和製衡株式会社
組合せ計量装置
27日前
愛知電機株式会社
軸部材の外観検査装置
27日前
愛知時計電機株式会社
ガスメータ
1か月前
双庸電子株式会社
誤配線検査装置
19日前
個人
非接触による電磁パルスの測定方法
16日前
大和製衡株式会社
組合せ計量装置
27日前
日本特殊陶業株式会社
ガスセンサ
11日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
個人
計量具及び計量機能付き容器
13日前
個人
システム、装置及び実験方法
1か月前
株式会社デンソー
電流センサ
1か月前
個人
液位検視及び品質監視システム
11日前
キーコム株式会社
画像作成システム
3日前
トヨタ自動車株式会社
測定システム
1か月前
株式会社不二越
X線測定装置
16日前
日本特殊陶業株式会社
センサ
1か月前
日東精工株式会社
振動波形検査装置
19日前
理研計器株式会社
ガス検知装置
3日前
株式会社マグネア
磁界検出素子
16日前
株式会社電巧社
試験装置及び試験方法
19日前
株式会社エルメックス
希釈液収容容器
13日前
アンリツ株式会社
X線検査装置
1か月前
IMV株式会社
振動試験システム
16日前
日本特殊陶業株式会社
化学センサ
18日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ