TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025174189
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080318
出願日
2024-05-16
発明の名称
溶接接合部を有する自動車用構造部材の試験方法、溶接接合部を有する自動車用構造部材の評価方法、及び、溶接接合部を有する自動車用構造部材の試験に用いられる試験体
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
3/00 20060101AFI20251120BHJP(測定;試験)
要約
【課題】自動車用構造部材を小規模な試験体で再現して溶接接合部の強度性能の評価が可能な、溶接接合部を有する自動車用構造部材の試験方法及び評価方法、並びに、試験体を提供すること。
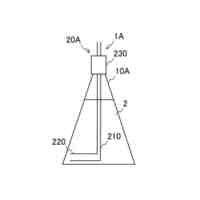
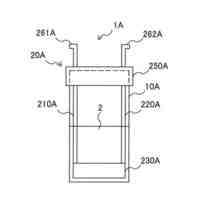
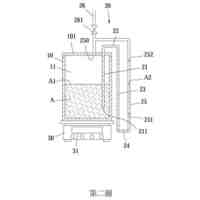
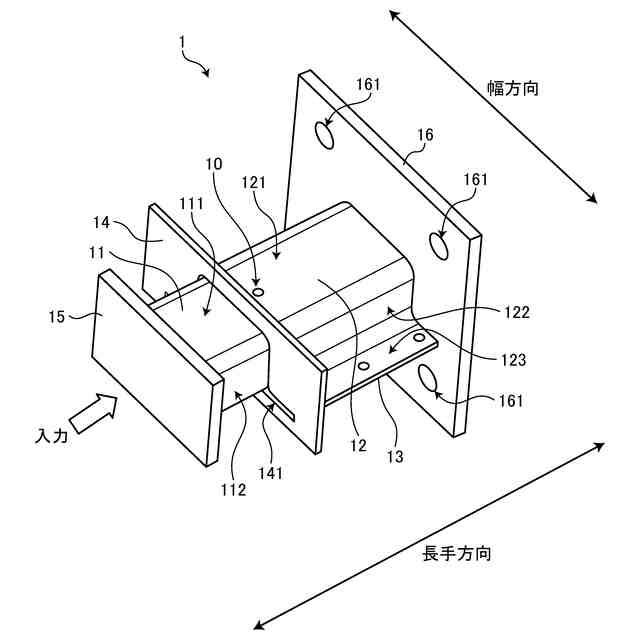
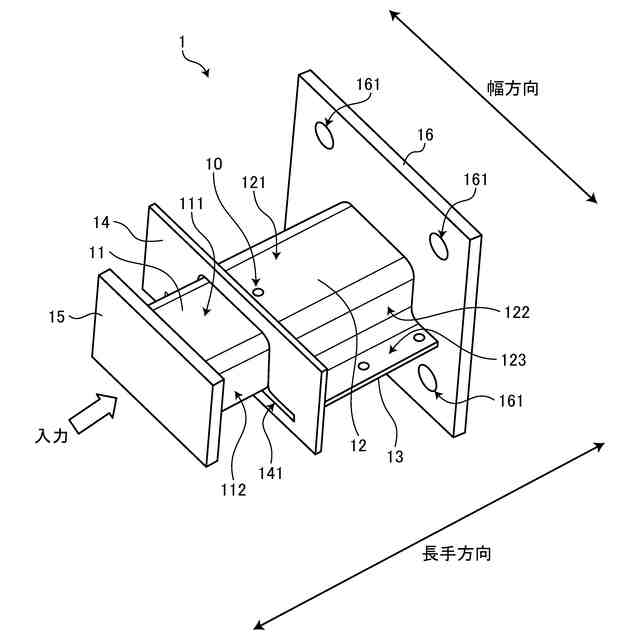
【解決手段】本発明の溶接接合部を有する自動車用構造部材の試験方法は、断面形状がコの字となる第1の部品と、断面形状がハット形状となる第2の部品と、第2の部品とで閉断面空間を形成する第3の部品と、第2の部品のハット形状に合わせた形状で第1の部品の一端を嵌入可能である開口部を有し、閉断面空間を塞ぐことなく、第2の部品の一方の端部に接続される第4の部品と、を試験体の構成要素として有し、第1の部品と第2の部品との長手方向を合わせた状態で、第1の部品の一端側が、第2の部品の第4の部品が接続された側から閉断面空間に嵌入され、第1の部品の第1の天板部の一部と第2の部品の第2の天板部の一部とを溶接して溶接接合部とし、第1の部品の他端側から、試験体の長手方向に圧縮となる力を付加する。
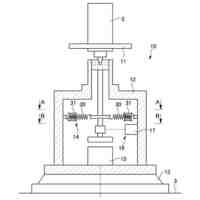
【選択図】図1
特許請求の範囲
【請求項1】
第1の天板部と、前記第1の天板部の幅方向両側に接続する第1の縦壁部と、を有する断面形状がコの字となる第1の部品と、
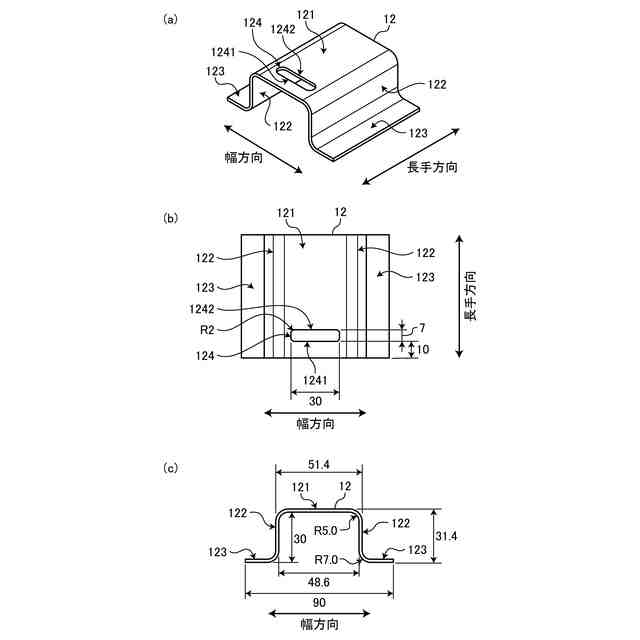
第2の天板部と、前記第2の天板部の幅方向両側に接続する第2の縦壁部と、前記第2の縦壁部と接続する左右で一対となるフランジ部と、を有する断面形状がハット形状となる第2の部品と、
平板形状であって、前記第2の部品の一対の前記フランジ部と接合され、前記第2の部品とで閉断面空間を形成する第3の部品と、
平板形状であって、前記第2の部品の前記ハット形状に合わせた形状で前記第1の部品の長手方向の一端を嵌入可能である開口部を有し、前記閉断面空間を塞ぐことなく、前記第2の部品の長手方向の一方の端部に接続される第4の部品と、
を試験体の構成要素として有し、
前記第1の部品と前記第2の部品との長手方向を合わせた状態で、前記第1の部品の長手方向の一端側が、前記第2の部品の前記第4の部品が接続された側から前記閉断面空間に嵌入され、
前記第1の天板部の一部と前記第2の天板部の一部とを溶接して溶接接合部とし、
前記第1の部品の長手方向の他端側から、前記試験体の長手方向に圧縮となる力を付加する、
溶接接合部を有する自動車用構造部材の試験方法。
続きを表示(約 1,300 文字)
【請求項2】
前記第2の部品の前記第2の天板部に、前記第2の天板部の幅方向に延在する一対の直線部を有する長孔形状の孔部を有し、前記孔部における前記一対の直線部のうちのいずれかの前記直線部の縁と前記第1の部品の前記第1の天板部とをアーク溶接する、
請求項1に記載の溶接接合部を有する自動車用構造部材の試験方法。
【請求項3】
前記孔部における一方の前記直線部の縁と前記第1の天板部とをアーク溶接した前記試験体を用いて第1の試験を行い、
さらに、
前記孔部における他方の前記直線部の縁と前記第1の天板部とをアーク溶接した前記試験体を用いて第2の試験を行い、
前記第1の試験と前記第2の試験との結果を比較する、
請求項2に記載の溶接接合部を有する自動車用構造部材の試験方法。
【請求項4】
前記溶接接合部が1点または2点以上のスポット溶接で形成される、
請求項1に記載の溶接接合部を有する自動車用構造部材の試験方法。
【請求項5】
前記第1の部品の前記第2の部品と嵌合しない側の端面、及び/または、前記第2の部品の前記第1の部品と嵌合しない側の端面に、前記端面を塞ぐ平板形状の部材を接続する、
請求項1乃至4のいずれか1項に記載の溶接接合部を有する自動車用構造部材の試験方法。
【請求項6】
請求項1乃至4のいずれか1項に記載の溶接接合部を有する自動車用構造部材の試験方法によって試験を行い、前記溶接接合部の破断に至るまでの最大荷重とエネルギー量とストローク量とのいずれかを取得する、
溶接接合部を有する自動車用構造部材の評価方法。
【請求項7】
第1の天板部と、前記第1の天板部の幅方向両側に接続する第1の縦壁部と、を有する断面形状がコの字となる第1の部品と、
第2の天板部と、前記第2の天板部の幅方向両側に接続する第2の縦壁部と、前記第2の縦壁部と接続する左右で一対となるフランジ部と、を有する断面形状がハット形状となる第2の部品と、
平板形状であって、前記第2の部品の左右の前記フランジ部と接合され、前記第2の部品とで閉断面空間を形成する第3の部品と、
平板形状であって、前記第2の部品の前記ハット形状に合わせた形状で前記第1の部品の長手方向の一端を嵌入可能である開口部を有し、前記閉断面空間を塞ぐことなく、前記第2の部品の長手方向の一方の端部に接続される第4の部品と、
を構成要素として有し、
前記第1の部品と前記第2の部品との長手方向を合わせた状態で、前記第1の部品の長手方向の一端側が、前記第2の部品の前記第4の部品が接続された側から前記閉断面空間に嵌入されており、
前記第1の天板部の一部と前記第2の天板部の一部とが溶接された溶接接合部を有し、
前記第1の部品の他方の端から長手方向に圧縮となる力が付加される、
溶接接合部を有する自動車用構造部材の試験に用いられる試験体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接接合部を有する自動車用構造部材の試験方法、溶接接合部を有する自動車用構造部材の評価方法、及び、溶接接合部を有する自動車用構造部材の試験に用いられる試験体に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
近年、自動車分野では、乗員保護の観点から衝突安全基準の厳格化が進められており、高強度鋼の適用拡大や衝突安全性能に優れる車両開発が強く求められている。衝突安全性に優れた車体設計のため、各自動車会社では車体1台を使用した衝突試験が行われる。一方、モジュール部品単位での設計の段階においては、コスト及び納期の削減、または評価対象の単純化のため、部品単位での評価に落とし込んだ衝突試験によって評価を行うことが多々ある。部品単位での評価試験を行う上では、その試験方法が実際の自動車衝突試験と同様な拘束条件や変形、破断モードで対象部品の試験が行えているかが重要である。
【0003】
自動車部品に使用される溶接手法の多くは、スポット溶接とアーク溶接である。主要骨格に使用される溶接は、衝突時に破断すると乗員保護性能の低下につながる。したがって、部品設計時には、衝突時の各溶接手法での強度を理解した上で設計する必要がある。溶接の破断形態は、剥離、せん断、及び、剥離とせん断の複合、の3種類に大別される。衝突時では、せん断や、剥離とせん断の複合などの破断形態が多数を占める。一方、剥離は、溶接強度がせん断と比べて半分程度となることが知られており、部品設計時には、衝突時に剥離を発生させない工夫が必要となる。衝突時のせん断による溶接破断は、前面衝突時にフロントサイドメンバーの後端にあるキックレインフォースメントとの溶接部にて発生する場合がある。この部位は、衝突時の荷重入力によってせん断力が加わり、破断が発生する。この部位が破断すると、フロントサイドメンバーがダッシュパネルに貫通し、乗員保護性能の低下につながる。よって、この溶接部の破断を防ぐために、スポット溶接の打点数を増加させたり、アーク溶接を追加したりする対策が施される。
【0004】
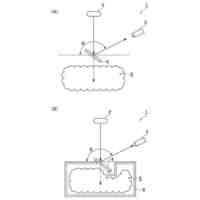
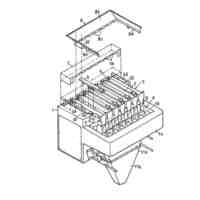
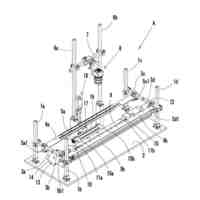
溶接のせん断強度を評価する手法は確立しており、引っ張りせん断強さ(TSS)や、十字引っ張り強さ(CTS)などを用いた評価が挙げられる。これらは、溶接施工された後に、加工された所定の形状の試験片を用いて、引っ張り試験で試験片が破壊に至るまで試験を行う方法であり、静的条件下での強度を測定することが可能である。しかしながら、実際の自動車の衝突は動的であり、各部品形状を与えられた鋼板同士が溶接接合され、その溶接部に荷重入力や変形が加わるという現象である。この条件下を可能な限り模擬し、溶接の強度を評価することによって、より実際の自動車衝突を考慮した部品設計に繋がる。特許文献1では、自動車の主要骨格に対して拘束条件を付与し、動的入力を与えて評価する方法が提案されている。さらに、特許文献2では、動的試験時の主要骨格の拘束条件の精度向上と、条件設定の簡易化とを図り、且つ、速度50[km/h]以上でも安定して拘束機構が動作する構造を提案している。
【先行技術文献】
【特許文献】
【0005】
特許第4902027号公報
特許第7252524号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1では、アクチュエーターや回転拘束治具といった大掛かりな設備を必要とし導入コストが高くなって、試験の実施機会が制限される可能性が高いと考えられる。また、特許文献1には、センターピラー以外の溶接評価に関する記述は無く、汎用性が不明確である。特許文献2は、特許文献1と同様に大掛かりな設備を必要とするとともに、溶接部の評価に関する記述はない。また、特許文献2では、側面衝突時のセンターピラーのように、曲げ変形が前提とされており、前面衝突時におけるフロントサイドメンバー後端のキックレインフォースメントとの打点に見られるような、せん断力が再現可能かどうかは不明確である。また、一般的な打点性能を評価する手法は、例えば、平板同士を重ね合わせて、互いの中央部を溶接接合し、溶接接合部の反対側の試験片端部に引っ張り荷重を加えて評価する試験方法である。この手法は、要素的な評価であるが、部品形状が付与された場合の溶接接合の性能を調査した事例は少ない。
【0007】
本発明は、上記課題に鑑みてなされたものであって、その目的は、自動車用構造部材を小規模な試験体で再現して溶接接合部の強度性能の評価が可能な、溶接接合部を有する自動車用構造部材の試験方法、溶接接合部を有する自動車用構造部材の評価方法、及び、溶接接合部を有する自動車用構造部材の試験に用いられる試験体を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、
(1)本発明に係る溶接接合部を有する自動車用構造部材の試験方法は、第1の天板部と、前記第1の天板部の幅方向両側に接続する第1の縦壁部と、を有する断面形状がコの字となる第1の部品と、第2の天板部と、前記第2の天板部の幅方向両側に接続する第2の縦壁部と、前記第2の縦壁部と接続する左右で一対となるフランジ部と、を有する断面形状がハット形状となる第2の部品と、平板形状であって、前記第2の部品の一対の前記フランジ部と接合され、前記第2の部品とで閉断面空間を形成する第3の部品と、平板形状であって、前記第2の部品の前記ハット形状に合わせた形状で前記第1の部品の長手方向の一端を嵌入可能である開口部を有し、前記閉断面空間を塞ぐことなく、前記第2の部品の長手方向の一方の端部に接続される第4の部品と、を試験体の構成要素として有し、前記第1の部品と前記第2の部品との長手方向を合わせた状態で、前記第1の部品の長手方向の一端側が、前記第2の部品の前記第4の部品が接続された側から前記閉断面空間に嵌入され、前記第1の天板部の一部と前記第2の天板部の一部とを溶接して溶接接合部とし、前記第1の部品の長手方向の他端側から、前記試験体の長手方向に圧縮となる力を付加する。
【0009】
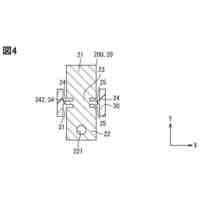
(2)本発明に係る溶接接合部を有する自動車用構造部材の試験方法は、上記(1)の発明において、前記第2の部品の前記第2の天板部に、前記第2の天板部の幅方向に延在する一対の直線部を有する長孔形状の孔部を有し、前記孔部における前記一対の直線部のうちのいずれかの前記直線部の縁と前記第1の部品の前記第1の天板部とをアーク溶接する。
【0010】
(3)本発明に係る溶接接合部を有する自動車用構造部材の試験方法は、上記(2)の発明において、前記孔部における一方の前記直線部の縁と前記第1の天板部とをアーク溶接した前記試験体を用いて第1の試験を行い、さらに、前記孔部における他方の前記直線部の縁と前記第1の天板部とをアーク溶接した前記試験体を用いて第2の試験を行い、前記第1の試験と前記第2の試験との結果を比較する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精機株式会社
検出装置
25日前
個人
採尿及び採便具
1か月前
個人
計量機能付き容器
20日前
個人
高精度同時多点測定装置
1か月前
株式会社ミツトヨ
測定器
1か月前
甲神電機株式会社
電流検出装置
25日前
日本精機株式会社
発光表示装置
3日前
株式会社カクマル
境界杭
10日前
株式会社トプコン
測量装置
2日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
20日前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
18日前
双庸電子株式会社
誤配線検査装置
26日前
愛知時計電機株式会社
ガスメータ
1か月前
日本特殊陶業株式会社
ガスセンサ
2日前
個人
非接触による電磁パルスの測定方法
23日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
個人
システム、装置及び実験方法
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
愛知電機株式会社
軸部材の外観検査装置
1か月前
個人
計量具及び計量機能付き容器
20日前
日本信号株式会社
距離画像センサ
23日前
個人
液位検視及び品質監視システム
18日前
トヨタ自動車株式会社
測定システム
1か月前
日本特殊陶業株式会社
センサ
1か月前
株式会社不二越
X線測定装置
23日前
キーコム株式会社
画像作成システム
10日前
日本特殊陶業株式会社
センサ
4日前
日東精工株式会社
振動波形検査装置
26日前
株式会社タイガーカワシマ
揚穀装置
2日前
株式会社デンソー
電流センサ
1か月前
株式会社マグネア
磁界検出素子
23日前
株式会社電巧社
試験装置及び試験方法
26日前
アンリツ株式会社
X線検査装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ