TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170532
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075183
出願日
2024-05-07
発明の名称
デスケーリング装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
45/08 20060101AFI20251112BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高圧水や跳ね返り水による、圧延ハウジングなどの周辺設備の壊食を抑制する。
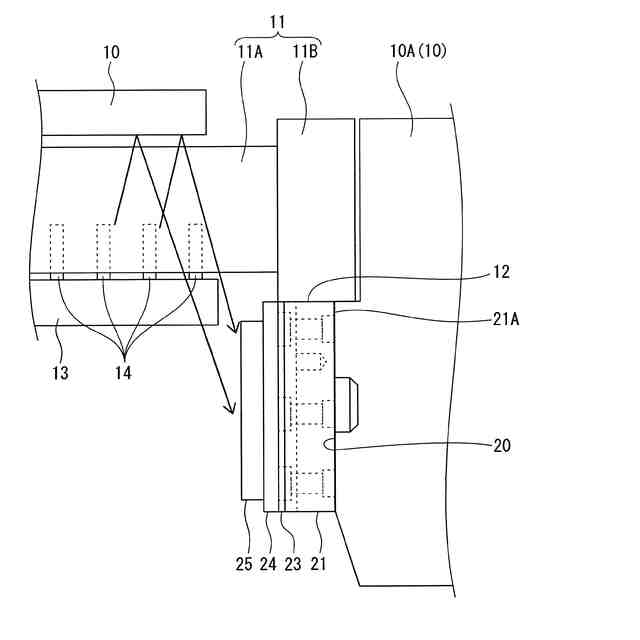
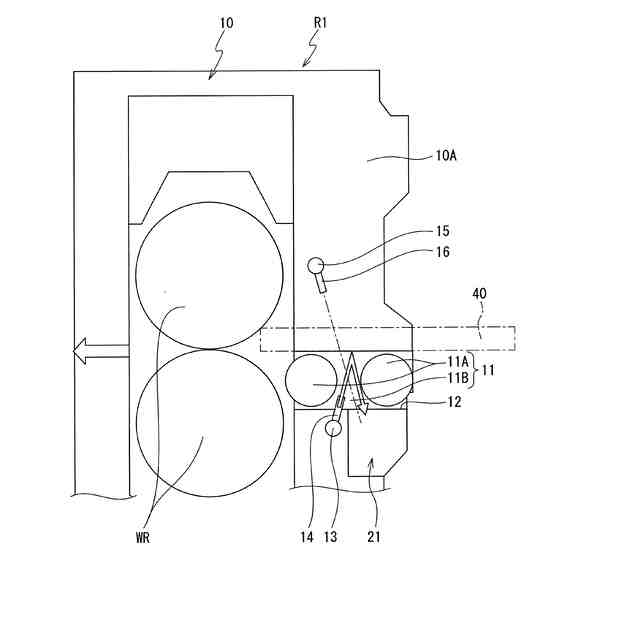
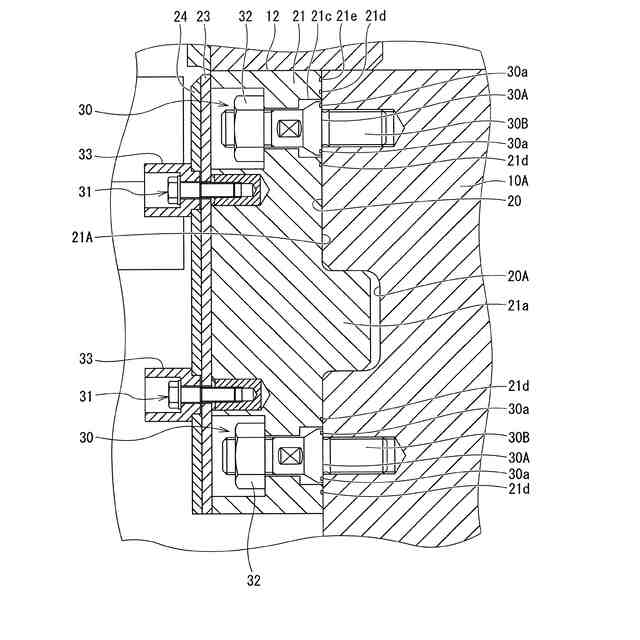
【解決手段】フィードローラー11に支持された鋼材40の表面にノズル14,16から高圧水を噴射して、鋼材40表面に形成されたスケールを除去するデスケーリング装置である。フィードローラー11のチョック11B(軸受箱)を支持する柱部10Aを備え、上記柱部10Aにおける、上記ノズル14、16からの高圧水が接触可能な位置である接触可能部を、上記高圧水から保護する保護部材を設けて保護した。
【選択図】 図6
特許請求の範囲
【請求項1】
搬送ローラーに支持された鋼材の表面にノズルから高圧水を噴射して、鋼材表面に形成されたスケールを除去するデスケーリング装置であって、
上記搬送ローラーのチョックを支持する柱部を備え、
上記柱部における、上記ノズルからの高圧水が接触可能な位置である接触可能部を、上記高圧水から保護する保護部材を設けた、
デスケーリング装置。
続きを表示(約 760 文字)
【請求項2】
上記柱部は、上記チョックを据え付ける据付座面を上面に有する張出部を備え、その張出部の側面に上記接触可能部を有し、
その接触可能部を覆うようにして上記保護部材が設けられている、
請求項1に記載したデスケーリング装置。
【請求項3】
上記張出部のうち、少なくとも上記接触可能部を含むブロック部分を、上記柱部に対して着脱可能な取付けブロックとし、その取付けブロックは、柱部の面にボルト接合で固定される、
請求項2に記載したデスケーリング装置。
【請求項4】
上記取付けブロック取付け用のボルトにおける上記柱部の面に当接する座面と該柱部の面との間に、ボルトの軸部の外周に沿って延在するシール部を有し、
上記取付けブロックにおける上記柱部の面に当接する面と上記柱部の面との間に、該取付けブロックの上部及び側部に沿って延在するシール部を有し、かつ上記当接する面の下部にシール部を有しない、
請求項3に記載したデスケーリング装置。
【請求項5】
上記保護部材は、上記接触可能部の面に該面を覆うように肉盛りされた鋼製の肉盛り部と、上記肉盛り部の表面に固定された保護プレートと、を備える、
請求項1に記載したデスケーリング装置。
【請求項6】
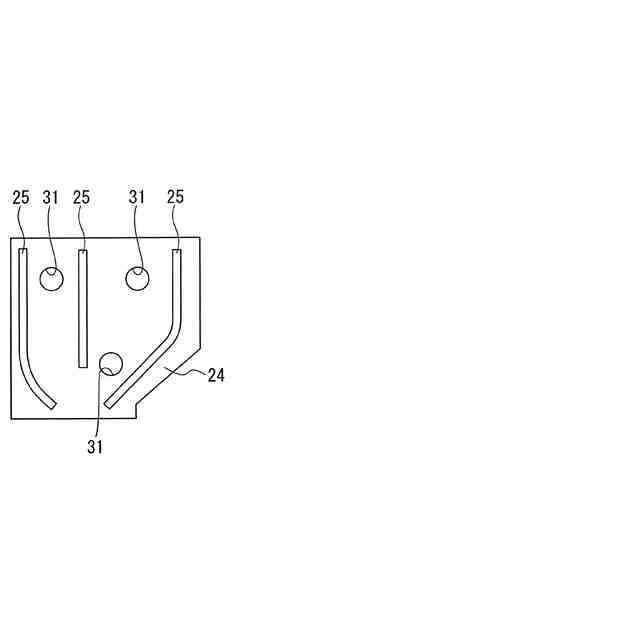
上記保護プレートの表面に、該表面に接触した液体を下方に誘導するための整流部を備える、
請求項5に記載したデスケーリング装置。
【請求項7】
上記柱部は、圧延ハウジングの柱部であり、上記搬送ローラーは、圧延ロールに向けて上記鋼材を送るフィードローラーである、
請求項1~請求項6のいずれか1項に記載したデスケーリング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延ラインにおける、被圧延材である鋼材の表面に有するスケールを高圧水で除去するためのデスケーリング装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鋼材の熱間圧延ラインでは、スラブ(鋼材)を、加熱炉内に装入し例えば1100℃~1300℃程度の温度帯にて数時間加熱する。そして、加熱後のスラブを所定の形状へ熱間圧延して圧延鋼板をする。ここで、スラブ表面には、加熱炉内にて一次スケールが生じ、また加熱炉から抽出後に二次スケールが生じる。これらのスケールが除去されずにスラブを圧延すると、表層のスケールが、鋼材の表面へ食い込む。このようにスケールが鋼材に転写されると、スケール疵が形成される。スケール疵は、熱間圧延材の表面性状を著しく損なうとともに、曲げ加工時にクラック発生の起点となる。このため、スケール疵は、製品品質に重大な影響を及ぼす。
【0003】
そこで、従来から被圧延材の表面に生じるスケールを除去するために、デスケーリング装置が用いられる。デスケーリング装置は、被圧延材の表面にデスケーリングノズルから高圧水を噴射してスケールを除去するデスケーリングを行う。このような、デスケーリング装置としては、例えば特許文献1や特許文献2に記載の装置が例示できる。
【0004】
ここで、デスケーリングでは、鋼材が存在しない状態で高圧水を噴射する場合や鋼材の幅が高圧水の吐出幅より狭い場合、高圧水がエプロンの表面に吐出されることがある。エプロンの表面に高圧水が吐出された場合、高圧水がエプロンを壊食したり、エプロンの表面で跳ね返った高圧水が周辺設備を壊食したりする。このため、特許文献1ではエプロンに開口部を設けることで、高圧水の衝突によるエプロンの壊食を抑制していた。
【0005】
また、特許文献2では、主水流を噴射するスプレーユニットと被覆気流を噴射する補助スプレーユニットを備えたスプレーヘッダーにプロテクタを設けることが開示されている。これによって、特許文献2では、跳ね返り水によるスプレーヘッダーの壊食を抑制していた。
【先行技術文献】
【特許文献】
【0006】
特開2015-14502号公報
特開2017-170513号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、デスケーリングされる鋼材周辺の設備に、鋼材が存在しない状態でデスケーリング装置から噴射された高圧水が直接接触したり、鋼材で跳ね返った高圧水の跳ね返り水が接触したりするおそれがある。特に、デスケーリング時に鋼材を支持する搬送ローラーは近くに存在し、該搬送ローラーのチョックを支持する柱部に対し跳ね返った高圧水が接触するおそれがある。
【0008】
例えば、圧延ロールの入側でデスケーリングを実施する場合、圧延機の圧延ハウジングの入側部分に設けられたフィードローラー(搬送ローラー)に支持された鋼材に対し高圧水が噴射される。この際、該高圧水が圧延機本体の圧延ハウジングに接触することで、該圧延ハウジングが壊食するおそれがある。
【0009】
しかしながら、特許文献1や特許文献2に記載のデスケーリング装置では、該デスケーリング装置ではない周辺設備、特に圧延ハウジングの壊食を防止することができない。
本発明は、上記のような点に着目してなされものである。本発明は、高圧水や跳ね返り水による、圧延ハウジングなどの周辺設備の壊食を抑制することを目的としている。
【課題を解決するための手段】
【0010】
課題解決のために、本発明の一態様は、搬送ローラーに支持された鋼材の表面にノズルから高圧水を噴射して、鋼材表面に形成されたスケールを除去するデスケーリング装置であって、上記搬送ローラーのチョック(軸受箱)を支持する柱部を備え、上記柱部における、上記ノズルからの高圧水が接触可能な位置である接触可能部を、上記高圧水から保護する保護部材を設けた。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
6日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社アマダ
曲げ金型
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
27日前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
日鉄建材株式会社
成形装置
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
28日前
トヨタ自動車株式会社
鋼板部材の製造方法
28日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
5か月前
ユニプレス株式会社
プレス加工装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
22日前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































