TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130876
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028228
出願日
2024-02-28
発明の名称
金属板の曲げ加工装置
出願人
東京精密発條株式会社
代理人
個人
主分類
B21D
5/01 20060101AFI20250902BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】略J字形などにも円滑且つ確実に曲げ加工できる金属板の曲げ加工装置を提供する。
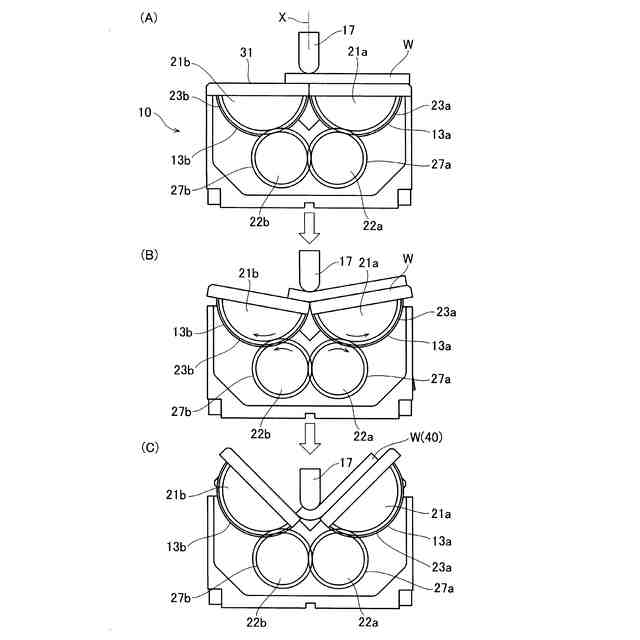
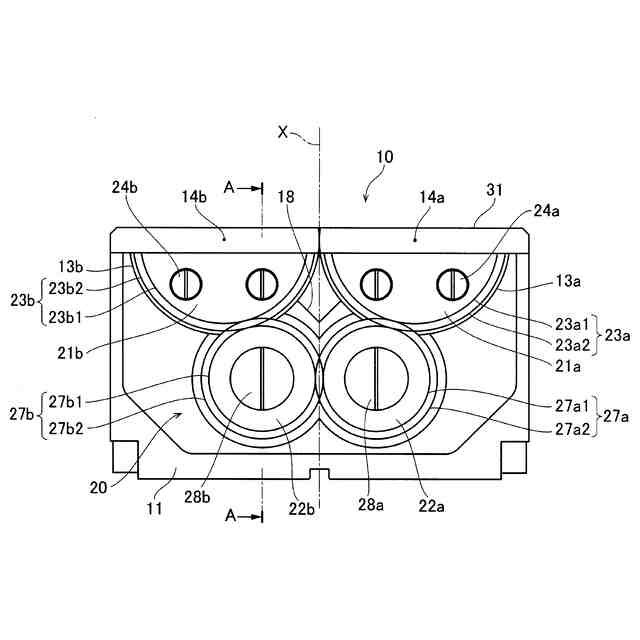
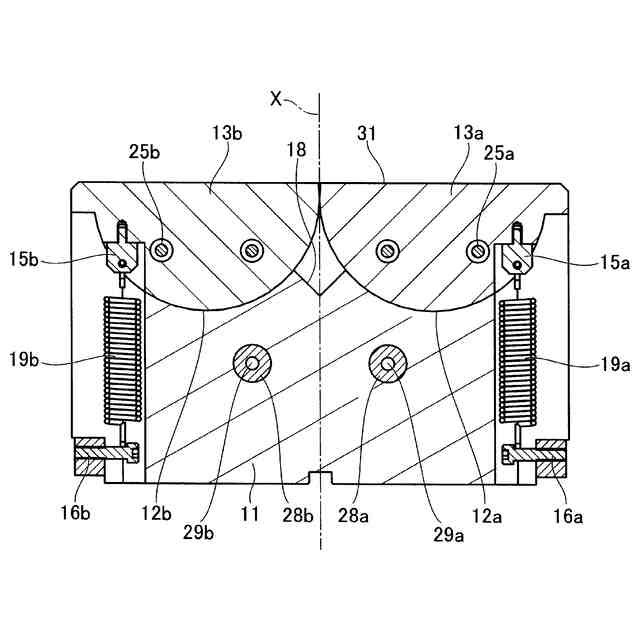
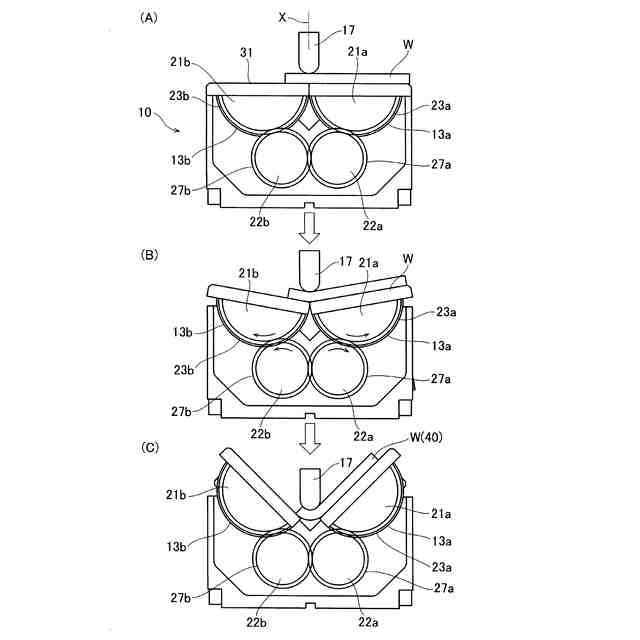
【解決手段】一対の揺動部材13a,13bと、これらの上方において曲げ加工中心線に沿って昇降移動可能に設けられる上金型17とを有する金属板の曲げ加工装置10において、揺動部材が互いに反対方向に常に同じ角度だけ揺動するように同期制御する同期機構20が設けられる。同期機構は、曲げ加工中心線Xについてそれぞれ対称に設けられる一対の第一部材21a,21bおよび一対の第二部材22a,22bを有する。各第一部材は、対応する揺動部材と一体に同心で揺動するように設けられると共に、その外周に第一歯車部23a,23bを有し、各第二部材は、対応する第一歯車部と常に噛み合う第二歯車部27a,27bを有し、且つ、第二歯車部同士が曲げ加工中心線上で常に噛み合うように設けられる。
【選択図】図6
特許請求の範囲
【請求項1】
本体の曲げ加工中心線について対称に設けられる一対の揺動部材と、これら一対の揺動部材の上方において曲げ加工中心線に沿って昇降移動可能に設けられる上金型と、を有してなり、一対の揺動部材上の金属板載置面に載置した金属板に対して上金型を下降させて押圧力を与えることにより一対の揺動部材を互いに反対方向に揺動させながら曲げ加工中心線に沿って金属板を曲げ加工するように構成された金属板の曲げ加工装置において、一対の揺動部材が互いに反対方向に常に同じ角度だけ揺動するように同期させる同期機構が設けられることを特徴とする、金属板の曲げ加工装置。
続きを表示(約 500 文字)
【請求項2】
前記同期機構は、曲げ加工中心線についてそれぞれ対称に設けられる一対の第一部材および一対の第二部材を有してなり、各第一部材は対応する一の揺動部材と一体に同心で揺動するように設けられると共に、その外周に第一歯車部を有し、各第二部材は、対応する一の第一部材の第一歯車部と常に噛み合う第二歯車部を有し、且つ、一対の第二部材の第二歯車部同士が曲げ中心線上で常に噛み合うように設けられることを特徴とする、請求項1記載の金属板の曲げ加工装置。
【請求項3】
各第一部材は、対応する一の揺動部材の側面にその回転中心と同心に固定された略半円状の歯車であることを特徴とする、請求項2記載の金属板の曲げ加工装置。
【請求項4】
各第二部材は、本体に回転自在に設けられた略円形の歯車であることを特徴とする、請求項2または3記載の金属板の曲げ加工装置。
【請求項5】
一対の揺動部材の各上面にスライド移動可能に可動板が載置され、これら一対の可動板同士が面一に整列して前記金属板載置面を与えることを特徴とする、請求項1または2記載の金属板の曲げ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板などの金属板を曲げ加工するために用いられる装置に関し、特に、一対の略半円形断面形状の揺動部材を備えた下金型と、該一対の揺動部材の上に載置した金属板に対して該一対の揺動部材間の中心位置に向けて押圧力を与える昇降可能な上金型とを協働させることにより該中心位置で金属板を曲げ加工する装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
下記特許文献1~3などに、曲げ加工を行うべき金属板を、一対の揺動部材(またはその上に固着された板受け部材。以下同じ。)の上面同士が面一になる原点位置(引用文献1の第1図、引用文献2の図2、引用文献3の図3に示される位置)で該上面に載置し、この状態から上金型を降下して揺動部材間の中心位置で該金属板を押圧することにより、一対の揺動部材を逆方向に回転させながら、該中心位置で該金属板を所定角度に曲げ加工を行う装置が公知である。このようなタイプの曲げ加工装置によれば、古くから使用されてきた固定下金型を用いるタイプの曲げ加工装置(特許文献1の第3図、第4図参照)と比べて曲げ加工精度に優れるなどの利点を発揮する。
【0003】
しかしながら、金属板が平板の状態から曲げ加工されていくと、その材料の塑性変形によって特にその外面側が伸びることから、該金属板を載置している揺動部材との間に位置ずれが生じ、これに伴う擦り疵が金属板の外面に付き、商品価値を低下させるという問題があった。
【0004】
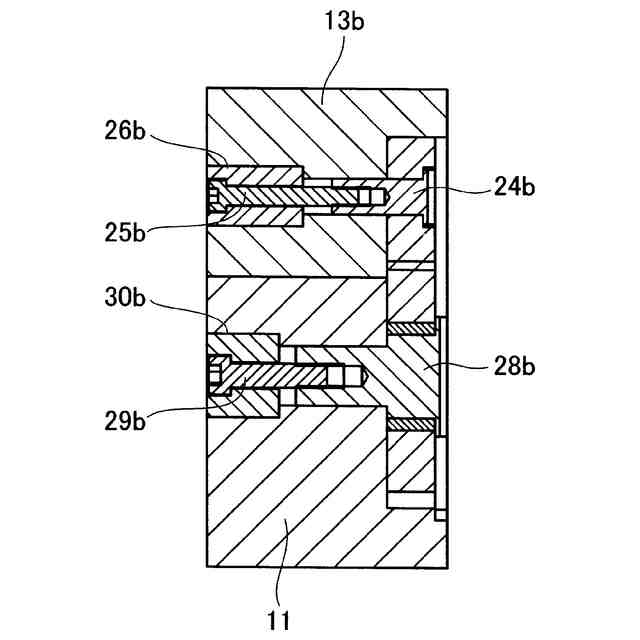
この問題を解決するため、本出願人は、下記特許文献4において、金属板に摺り疵を付けずに効率的な曲げ加工を行うことができる新規の構成の曲げ加工装置を提供した。すなわち、特許文献4記載の曲げ加工装置には、一対の揺動部材32の各々について、その上面に対して相対的にスライド移動可能に可動板35が載置されているので、曲げ加工の際に金属板Wが塑性変形しても、その動きに追従して可動板が移動することになり、揺動部材との間に位置ずれを生ずることがないので、擦り傷が金属板の外面に付くことを防止することができる。可動板の上面は完全にフラットであって穴や開口を有しないので、金属板に打痕跡を付けることもない。したがって、完全に無傷に金属板の曲げ加工を行うことができ、商品価値を損なうことがない。また、可動板にはスプリングによる付勢力が作用しており、曲げ加工時に金属板が塑性変形したときには、これに追従して揺動部材に対してスライド移動するが、曲げ加工後の金属板を下金型から取り出したときには、スプリングが元の状態に戻ろうとする復元力により、可動板は揺動部材と共に瞬時に原点位置に復帰して、次の曲げ加工に備えることができるので、作業性が良好である。
【先行技術文献】
【特許文献】
【0005】
実開平3-14010号公報
特開2002-001435号公報
特開2002-120016号公報
特開2015-199120号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
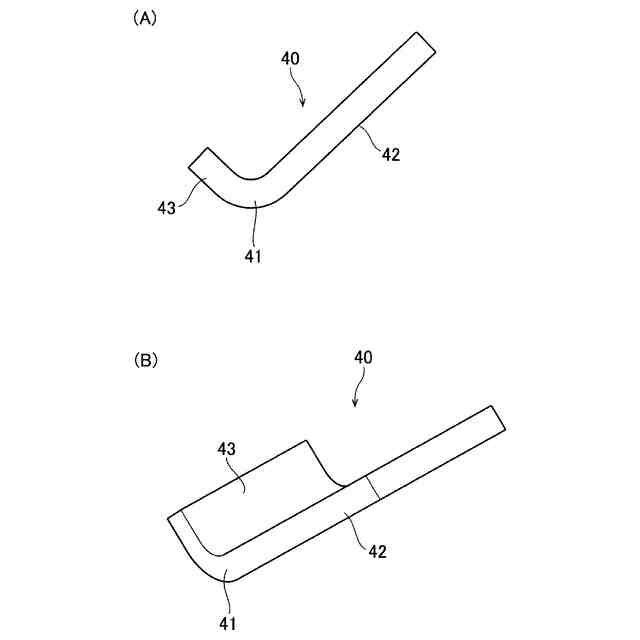
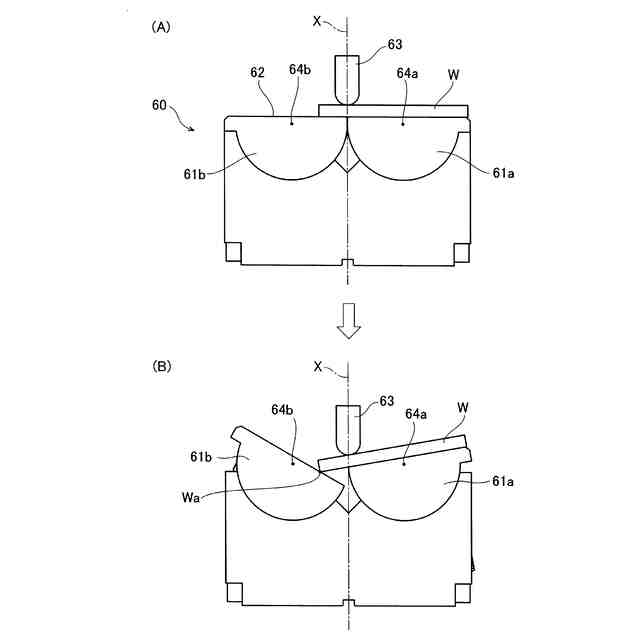
ところで、金属板を曲げ加工した後の製品の用途によっては、金属板の幅方向に略二等分に曲げ加工するだけでなく、図7に示すように、略J字形に曲げ加工する必要が生ずる場合がある。このような略J字形の金属製品40を、従来の曲げ加工装置60(図9(A))で製造するには、一対の揺動部材61a,61bの上面同士が整列して金属板載置面62を与えている待機状態において、金属板Wの曲げ加工部(製品40の曲げ加工部41となる部分)が上金型63の直下となる位置で、金属板Wを載置面62に載置して、曲げ加工を行う必要がある。
【0007】
このとき、略J字形製品40の長辺部分42は揺動部材61aの回転中心64aを超えてその上面の略全面に接して載置されるが、短辺部分43は揺動部材61bの曲げ加工中心線Xに近い僅かな領域のみがその上面に載置されるにすぎない。従来の曲げ加工装置60では、一対の揺動部材61a,61bが互いに独立して回転中心64a,64bを中心に回転可能に設けられているので、このような状態で載置される金属板Wに対して上金型63を降下させて曲げ加工を行おうとすると、長辺部分42は上金型63による押圧力を受けて揺動する揺動部材61aの上面(金属板載置面62)に密接した状態を維持するが、短辺部分43は揺動部材61bの上面(金属板載置面62)に密接した状態を維持することができず、図9(B)に示すように、曲げ加工中心線Xから離れた地点(短辺部分43の先端下角部に相当する金属板Wの角縁部Wa)が押圧力を集中的に受けて揺動部材61bを押し下げ、揺動部材61bを同図時計方向に大きく回転させてしまい、図7に示すような略J字形に曲げ加工することができなくなることがあった。
【0008】
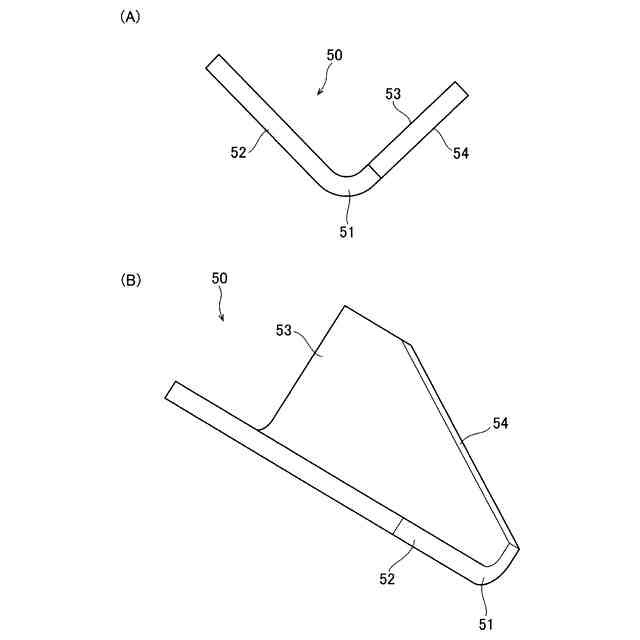
このような不具合は、金属板Wを図7に示すような略J字形製品40に曲げ加工しようとする場合だけでなく、図8に示すように、曲げ加工部51を挟む一対の片52,53のうちの一方の片53(または両方の片52,53)が大きな切欠き54を有する形状の製品50に曲げ加工しようとする場合にも生ずることがあった。
【0009】
したがって、本発明が解決しようとする課題は、上記の背景に鑑みて、図7や図8に示すような形状の製品40,50に曲げ加工しようとする場合にも、図9を参照して上述したような不具合を起こすことなく、円滑に所定形状に曲げ加工することを可能にした金属板の曲げ加工装置を提供することである。
【課題を解決するための手段】
【0010】
この課題を解決するため、請求項1に係る本発明は、本体の曲げ加工中心線について対称に設けられる一対の揺動部材と、これら一対の揺動部材の上方において曲げ加工中心線に沿って昇降移動可能に設けられる上金型と、を有してなり、一対の揺動部材上の金属板載置面に載置した金属板に対して上金型を下降させて押圧力を与えることにより一対の揺動部材を互いに反対方向に揺動させながら曲げ加工中心線に沿って金属板を曲げ加工するように構成された金属板の曲げ加工装置において、一対の揺動部材が互いに反対方向に常に同じ角度だけ揺動するように同期させる同期機構が設けられることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
日鉄建材株式会社
成形装置
29日前
トヨタ自動車株式会社
打ち抜き加工装置
15日前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社TMEIC
制御システム
4か月前
株式会社TMEIC
誘導加熱装置
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
10日前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
2か月前
株式会社中田製作所
管外周長測定方法とその装置
1か月前
東陽建設工機株式会社
鉄筋曲機
12日前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
ダイハツ工業株式会社
剪断穴あけ装置
10日前
三協オイルレス工業株式会社
リフタユニット
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ