TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163492
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066796
出願日
2024-04-17
発明の名称
剪断穴あけ装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
28/24 20060101AFI20251022BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークに形成される穴の剪断面を、内側に向かって突出するような断面形状に形成する。
【解決手段】パンチ3が前進してワークWに穴を形成する際に、ワーク操作機構4がワークWを外側方向へ押し広げながらパンチ3がワークWに対して進入し、パンチ3がワークWを貫通する前の途中でワーク操作機構4がワークWを内側方向へ戻すように操作しながらパンチ3が前進してワークWを貫通する。
【選択図】図6
特許請求の範囲
【請求項1】
ワークを支持するダイと、
前記ダイの上で前記ワークを保持する保持部材と、
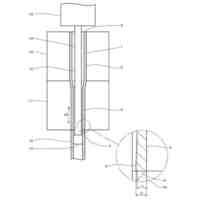
前記保持部材によって保持される前記ワークに対して前進し、剪断により前記ワークを打ち抜いて穴を形成するパンチと、
前記ワークに対して前記パンチが突き当たる部分を基準に、前記ワークを前記パンチの前進方向とは交差する外側方向へ押し広げたり、前記外側方向とは反対の内側方向へ戻したりするように操作するワーク操作機構と、
を備える剪断穴あけ装置であって、
前記パンチは、前進方向の先端に向かって太くなる逆テーパ部を有し、
前記パンチが前進して前記ワークに穴を形成する際に、前記ワーク操作機構が前記ワークを前記外側方向へ押し広げながら前記パンチが前記ワークに対して進入し、前記パンチが前記ワークを貫通する前の途中で前記ワーク操作機構が前記ワークを前記内側方向へ戻すように操作しながら前記パンチが前進して前記ワークを貫通することを特徴とする剪断穴あけ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、剪断によりワークを打ち抜いて穴を形成する剪断穴あけ装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ワークに穴を形成するための加工装置として、剪断により穴を形成する剪断穴あけ装置が知られている。
【0003】
剪断穴あけ装置は、主に、ワークを支持するダイと、ダイの上でワークを保持する保持部材と、ワークを打ち抜いて穴を形成するパンチなどを備える(例えば、特許文献1:特開2013-94815号公報参照)。ダイの上で保持されるワークに対してパンチが前進し、パンチによってワークが打ち抜かれることにより、ワークに穴(貫通穴)が形成される。
【0004】
図11のように、剪断加工により形成される穴10の断面は、通常、パンチ3がワークWに進入した際の引っ張り応力により形成される「ダレ」と称される面11と、剪断により生成される比較的滑らかな剪断面12と、ワークWがむしり取られたように形成される粗い破断面13とにより構成される。さらに、パンチ3がワークWを貫通した際にワークWの一部がはみ出した「かえり」(バリ)と称される部分が形成される場合もある。
【先行技術文献】
【特許文献】
【0005】
特開2013-94815号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、穴あけ加工される加工品によっては、穴の断面形状が内側に向かって突出するように形成されることが望まれるものがある。一般的に、ワークに穴を形成する方法としては、剪断加工のほか切削加工などがあるが、切削加工は剪断加工に比べてコストが高くなる課題がある。一方で、剪断加工は、安価に穴を形成できる利点があるが、剪断加工によって穴を形成すると、剪断面が直線状に形成されるため、穴をその内側に向かって突出するような断面形状に形成することは難しい。
【0007】
そこで、本発明においては、穴の剪断面を内側に向かって突出するような断面形状に形成することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明は、ワークを支持するダイと、ダイの上でワークを保持する保持部材と、保持部材によって保持されるワークに対して前進し、剪断によりワークを打ち抜いて穴を形成するパンチと、ワークに対してパンチが突き当たる部分を基準に、ワークをパンチの前進方向とは交差する外側方向へ押し広げたり、外側方向とは反対の内側方向へ戻したりするように操作するワーク操作機構と、を備える剪断穴あけ装置であって、パンチは、前進方向の先端に向かって太くなる逆テーパ部を有し、パンチが前進してワークに穴を形成する際に、ワーク操作機構がワークを外側方向へ押し広げながらパンチがワークに対して進入し、パンチがワークを貫通する前の途中でワーク操作機構がワークを内側方向へ戻すように操作しながらパンチが前進してワークを貫通することを特徴とする剪断穴あけ装置を提供する。
【0009】
このように、本発明に係る剪断穴あけ装置においては、ワークに穴を形成する際に、ワークを外側方向へ押し広げながらパンチがワークに対して進入し、パンチがワークを貫通する前の途中でワークを内側方向へ戻すように操作しながらパンチがワークを貫通することにより、剪断面が穴の内側に向かって突出するような断面形状の穴を形成することができる。
【発明の効果】
【0010】
本発明によれば、穴の剪断面を穴の内側に向かって突出するような断面形状に形成できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
8日前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
株式会社アマダ
曲げ金型
2か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
29日前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社吉野機械製作所
プレス機械
5か月前
株式会社三明製作所
転造装置
2か月前
フジテック株式会社
金属棒曲げ工具
1か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社TMEIC
制御システム
5か月前
株式会社アマダ
ビード形成方法
24日前
株式会社TMEIC
誘導加熱装置
5か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
東陽建設工機株式会社
鉄筋曲機
26日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
2か月前
株式会社中田製作所
管外周長測定方法とその装置
1か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
三協オイルレス工業株式会社
リフタユニット
4か月前
ダイハツ工業株式会社
剪断穴あけ装置
24日前
トリックス株式会社
セレーションの製造方法
3か月前
株式会社SIMA.I
転造盤
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ