TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117679
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012538
出願日
2024-01-31
発明の名称
セレーションの製造方法
出願人
トリックス株式会社
代理人
個人
,
個人
主分類
B21K
1/30 20060101AFI20250805BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高精度のセレーションを形成できるセレーションの製造方法を提供する。
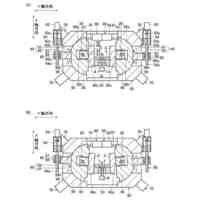
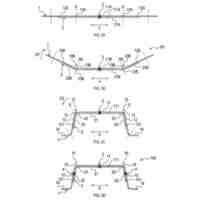
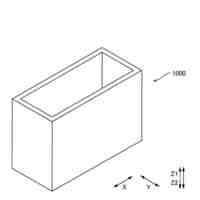
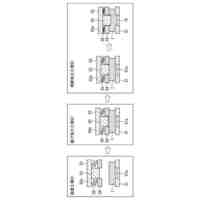
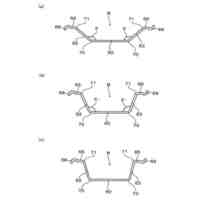
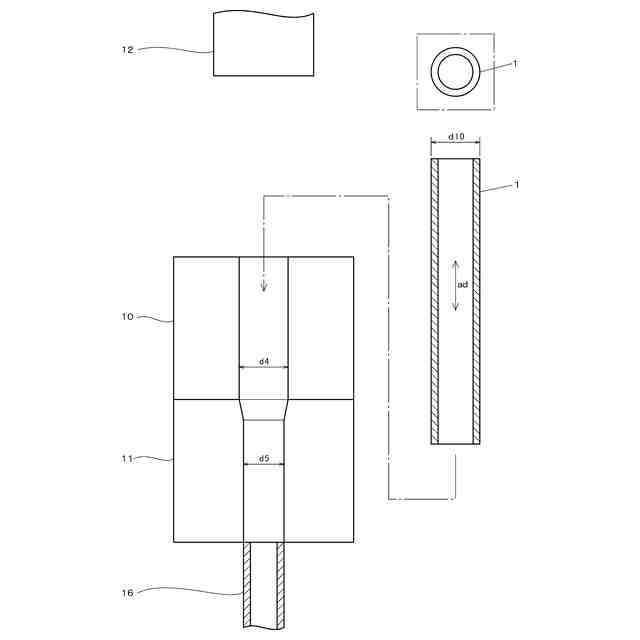
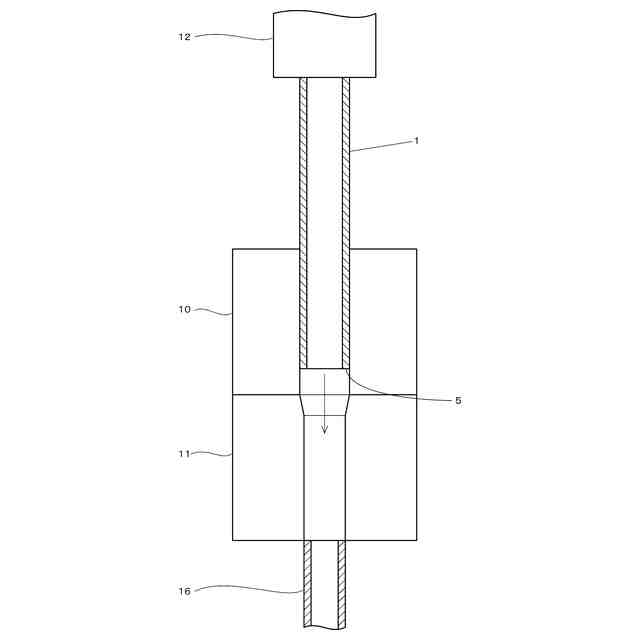
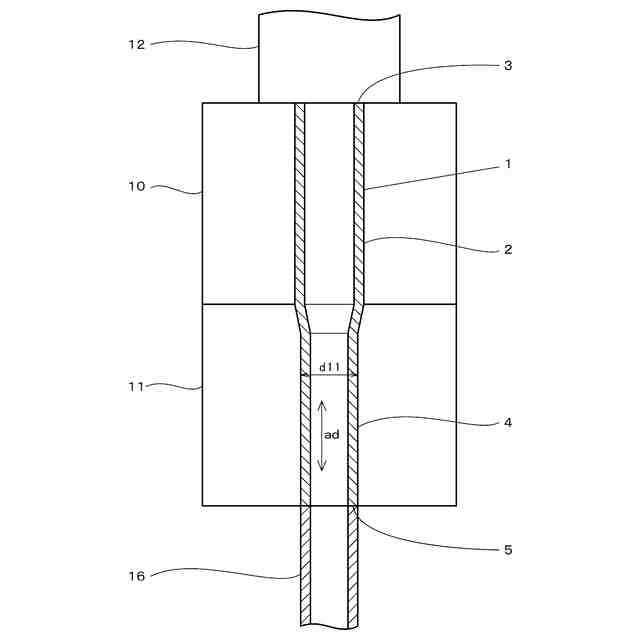
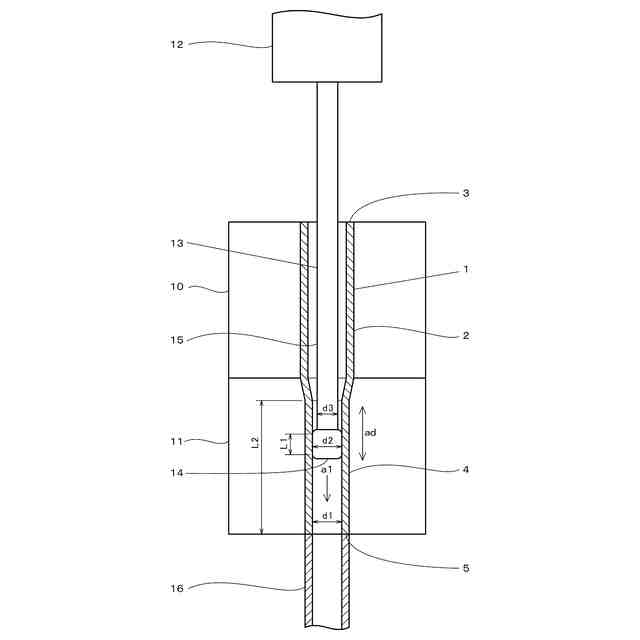
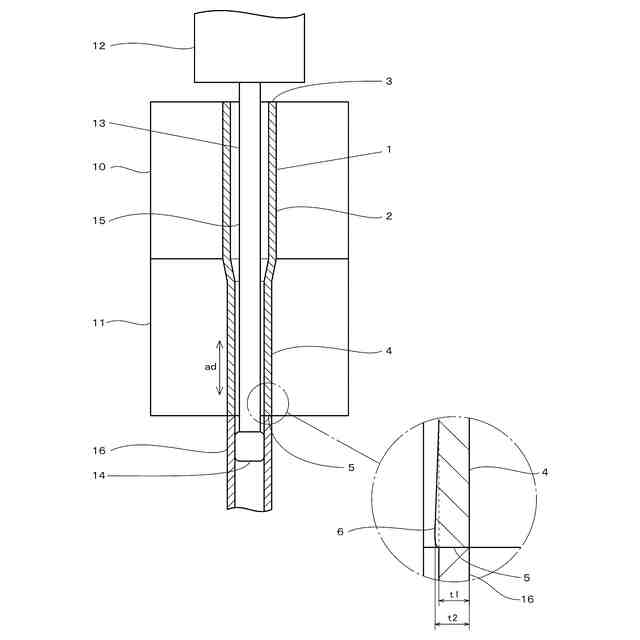
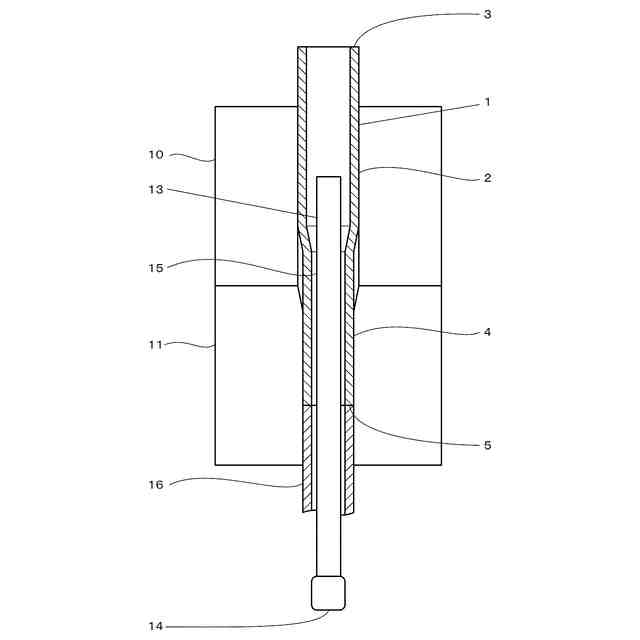
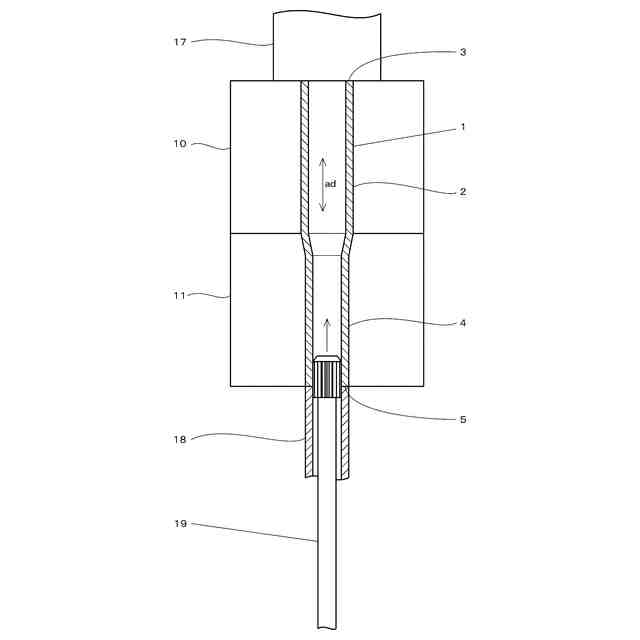
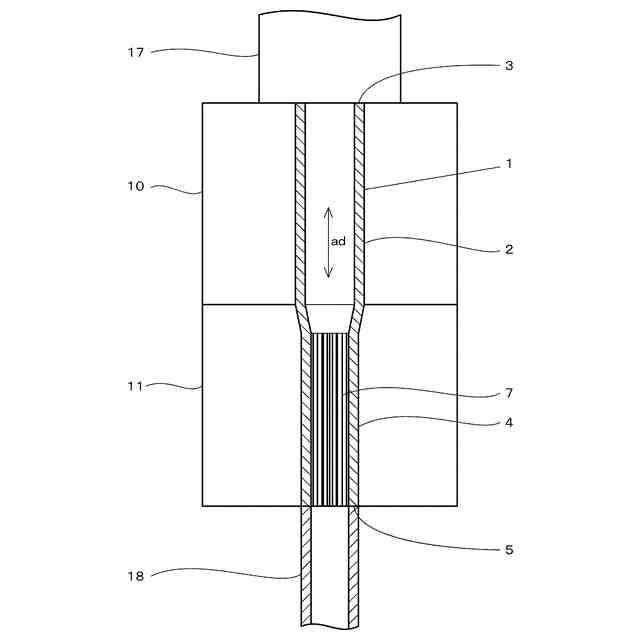
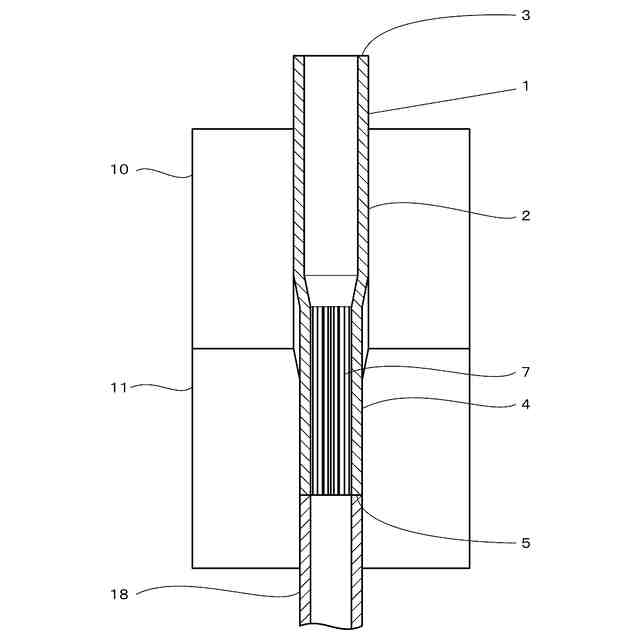
【解決手段】円筒部材1の一部の径を他の部分より相対的に小さくして、軸方向adの一方に大径部2を、軸方向adの他方に小径部4を形成する変径工程と、大径部側の端部3から前記小径部4まで芯金を挿入して、前記小径部4の内周面の肉を小径部側の端部5に寄せて前記小径部4に厚肉部6を形成する肉厚調整工程と、セレーション7の歯形に対応する形状を具備するセレーション工具19を、前記小径部側の端部5から前記円筒部材1に挿入して前記小径部4の内周面にセレーション7を形成するセレーション形成工程と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
円筒部材の一部の径を他の部分より相対的に小さくして、軸方向の一方に大径部を、軸方向の他方に小径部を形成する変径工程と、
大径部側の端部から前記小径部まで芯金を挿入して、前記小径部の内周面の肉を小径部側の端部に寄せて前記小径部の一部に厚肉部を形成する肉厚調整工程と、
セレーションの歯形に対応する形状を具備するセレーション工具を、前記小径部側の端部から前記円筒部材に挿入して、前記小径部の内周面にセレーションを形成するセレーション形成工程と、
を備えることを特徴とするセレーションの製造方法。
続きを表示(約 650 文字)
【請求項2】
前記芯金が、前記小径部の内径以上の径であり前記芯金の先端に設けられる芯金頭部、及び前記小径部の内径より細い径であり前記芯金頭部の根元側に設けられる芯金軸部を備える請求項1に記載のセレーションの製造方法。
【請求項3】
前記肉厚調整工程において、前記芯金頭部が前記小径部側の端部から突き抜けるまで挿入され、その後、前記小径部に戻されない請求項2に記載のセレーションの製造方法。
【請求項4】
前記芯金のうち前記小径部に挿入される部分の径が前記小径部の内径以上であり、かつ前記小径部に挿入される部分の長さが前記小径部の長さ以上である請求項1に記載のセレーションの製造方法。
【請求項5】
前記肉厚調整工程において、前記芯金の先端が前記小径部側の端部から突き出るまで挿入され、その後、前記大径部の側に戻される請求項4に記載のセレーションの製造方法。
【請求項6】
前記肉厚調整工程において、前記小径部の外周面がダイで拘束されるとともに、前記小径部側の端部に突き当てが背圧をかけずに当接される請求項1ないし5のいずれか1項に記載のセレーションの製造方法。
【請求項7】
前記セレーション形成工程において、前記小径部の外周面がダイで拘束されるとともに、前記小径部側の端部に突き当てが背圧をかけずに当接され、前記大径部側の端部にも突き当てが背圧をかけずに当接される請求項6に記載のセレーションの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、円筒部材の内周面にセレーションを形成するセレーションの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、低コストで良質のアウターシャフトを製造することを目的として、特開平11-247835号公報に、中空円管状の素材に絞り部を形成し、この絞り部の内側にパンチを押し込んで、絞り部の内周面に雌セレーションを形成する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平11-247835号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
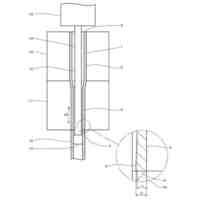
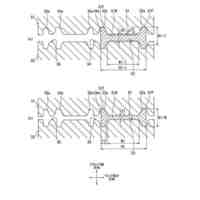
しかし、特許文献1に開示されている技術では、絞り部にセレーションを形成するためのセレーション工具を押込んだときに、図12及び図12拡大図に示すように、セレーション工具が挿入される入口である小径部側(絞り部)の端部105近傍の内周面の肉が、軸方向adの下側(図では矢印ar方向)と上側(図では矢印al方向)に逃げてしまう現象が起きていた。このため、形成されたセレーション107の歯が、本来は図12拡大図の破線で示すような高さh1にならなければいけないところ、実線で示すように端部近傍において歯の高さh2が不足する現象が起きていた。これにより、高精度のセレーション107を形成することが困難であるという課題があった。
【0005】
本発明は上記の点に鑑みなされたもので、高精度のセレーションを形成できるセレーションの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のセレーションの製造方法は、
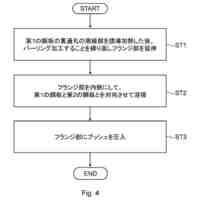
円筒部材の一部の径を他の部分より相対的に小さくして、軸方向の一方に大径部を、軸方向の他方に小径部を形成する変径工程と、
大径部側の端部から前記小径部まで芯金を挿入して、前記小径部の内周面の肉を小径部側の端部に寄せて前記小径部の一部に厚肉部を形成する肉厚調整工程と、
セレーションの歯形に対応する形状を具備するセレーション工具を、前記小径部側の端部から前記円筒部材に挿入して、前記小径部の内周面にセレーションを形成するセレーション形成工程と、
を備えることを特徴とする。
【0007】
本発明のセレーションの製造方法によれば、肉厚調整工程によって、小径部側の端部近傍の肉厚が厚くなることで端部近傍の内径が小さくなる。これにより、セレーション工具を挿入したときに、端部近傍においてセレーションの歯の高さが不足する現象が生じず、高精度なセレーションを形成することができる。
【0008】
本発明のセレーションの製造方法の好ましい例は、
前記芯金が、前記小径部の内径以上の径であり前記芯金の先端に設けられる芯金頭部、及び前記小径部の内径より細い径であり前記芯金頭部の根元側に設けられる芯金軸部を備える。
【0009】
本発明のセレーションの製造方法の好ましい例は、
前記肉厚調整工程において、前記芯金頭部が、前記小径部側の端部から突き抜けるまで挿入され、その後、前記小径部に戻されない。
【0010】
これらの本発明のセレーションの製造方法の好ましい例によれば、芯金軸部が小径部の内径より細く構成されているため、芯金を小径部に挿入するときの抵抗を低減させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
17日前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
1か月前
株式会社三明製作所
転造装置
3か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
東陽建設工機株式会社
鉄筋曲機
1か月前
トリックス株式会社
セレーションの製造方法
3か月前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
株式会社SIMA.I
転造盤
2か月前
フタバ産業株式会社
成型品の製造方法
17日前
三菱製鋼株式会社
測定装置及び方法
1か月前
フタバ産業株式会社
成形品の製造方法
17日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
3か月前
株式会社放電精密加工研究所
位置補正情報処理装置
3か月前
愛知製鋼株式会社
中空シャフト部材の製造方法
24日前
株式会社レゾナック
スクロール部材の製造方法
3か月前
株式会社アイシン
金属製筐体の製造方法および押出成型用金型
2か月前
株式会社C&A
柱状構造体の作製方法
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
5日前
株式会社アマダ
金型管理装置及び加工機制御装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法、中間成形品
2か月前
フタバ産業株式会社
プレス成形品の製造方法
19日前
JFEスチール株式会社
H形鋼の製造方法
3か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ