TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139638
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024038581
出願日
2024-03-13
発明の名称
プレス成形品の製造方法、中間成形品
出願人
JFEスチール株式会社
代理人
個人
主分類
B21D
22/26 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】長手方向に沿って湾曲した湾曲部と、その長手方向両端から直線状に延出する直線部と、を備えるコの字断面形状又はハット断面形状のプレス成形品のスプリングバックを抑制するプレス成形品の製造方法、中間成形品を提供する。
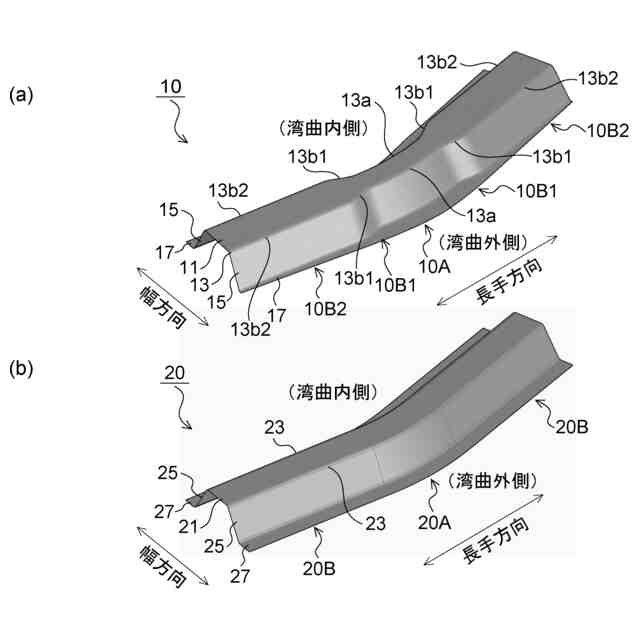
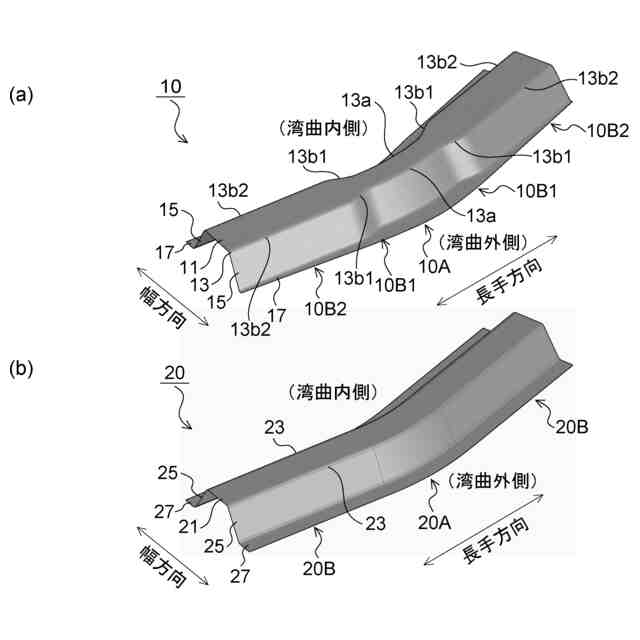
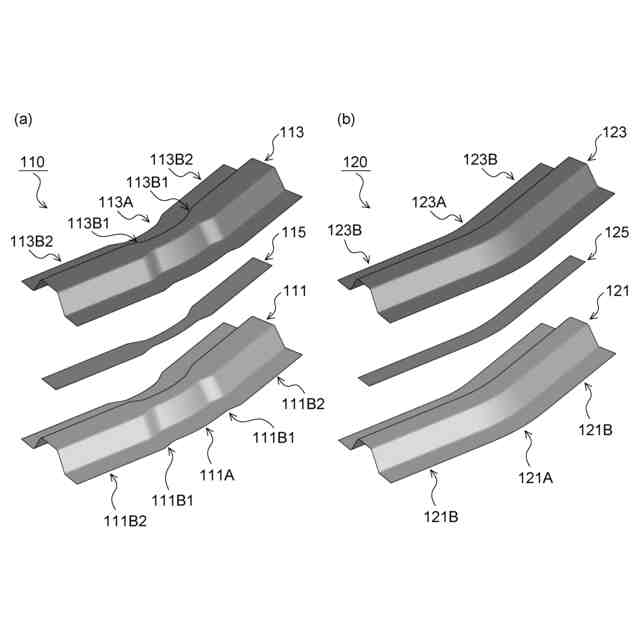
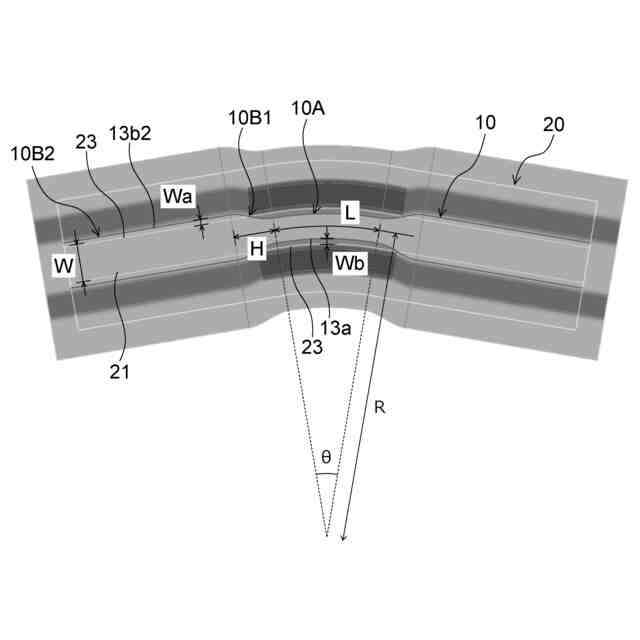
【解決手段】本発明に係るプレス成形品の製造方法は、中間成形品10をプレス成形する工程と、中間成形品10を目標形状のプレス成形品20にプレス成形する工程と、を含み、中間成形品10は、目標形状の湾曲部20Aに相当する中間湾曲部10Aと、目標形状の直線部20Bに相当する徐変区間10B1及び中間直線部10B2と、を有し、中間湾曲部10Aにおける曲げ稜線13aは、目標形状の湾曲部20Aの曲げ稜線23と同じ位置又は幅方向内側の位置であり、中間直線部10B2における曲げ稜線13b2は、徐変区間10B1の曲げ稜線13b1を経て目標形状の直線部20Bの曲げ稜線23よりも幅方向外側に位置する。
【選択図】 図1
特許請求の範囲
【請求項1】
天板部と、該天板部の幅方向両端から曲げ稜線を介して連続する一対の縦壁部と、を有してなるコの字断面形状又はハット断面形状であり、上面視で長手方向に沿って湾曲する湾曲部と、該湾曲部の長手方向両端から直線状に延出する直線部と、を備えるプレス成形品の製造方法であって、
中間成形品をプレス成形する第1成形工程と、
前記中間成形品を目標形状のプレス成形品にプレス成形する第2成形工程と、を含み、
前記中間成形品は、
目標形状の前記湾曲部に相当する中間湾曲部と、目標形状の前記直線部に相当する徐変区間及び中間直線部と、を有し、
前記中間湾曲部における曲げ稜線は、目標形状の前記湾曲部における前記曲げ稜線と同じ位置又は幅方向内側の位置であり、
前記中間直線部における曲げ稜線は、前記徐変区間の曲げ稜線を経て目標形状の前記直線部における前記曲げ稜線よりも幅方向外側に位置する、ことを特徴とするプレス成形品の製造方法。
続きを表示(約 350 文字)
【請求項2】
天板部と、該天板部の幅方向両端から曲げ稜線を介して連続する一対の縦壁部と、を有してなるコの字断面形状又はハット断面形状であり、上面視で長手方向に沿って湾曲する湾曲部と、該湾曲部の長手方向両端から直線状に延出する直線部と、を備えるプレス成形品の中間成形品であって、
目標形状の前記湾曲部に相当する中間湾曲部と、目標形状の前記直線部に相当する徐変区間及び中間直線部と、を有し、
前記中間湾曲部における曲げ稜線は、目標形状の前記湾曲部における前記曲げ稜線と同じ位置又は幅方向内側の位置であり、
前記中間直線部における曲げ稜線は、前記徐変区間の曲げ稜線を経て目標形状の前記直線部における前記曲げ稜線よりも幅方向外側に位置する、ことを特徴とする中間成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ハット断面形状又はコの字断面形状であり、上面視で長手方向に沿って湾曲する湾曲部と、該湾曲部の両端から直線状に延出する直線部と、を備えるプレス成形品を製造するプレス成形品の製造方法と、該プレス成形品の中間成形品に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
自動車の車体部品は、その大部分が金属薄板(薄鋼板等)を部品形状にプレス成形することによって製造される。特に、近年は、車体軽量化に対する要望から、金属薄板の高強度化が進められている。
車体部品のプレス成形性は対象とする部品形状によって異なるが、金属薄板の延性をはじめとする材料特性の影響も大きい。しかしながら、金属薄板の高強度化に伴う延性の低下によりプレス成形難度が高くなるだけでなく、プレス成形後のスプリングバックによる寸法精度不良が問題となっている。
【0003】
天板部と縦壁部とを有してなるコの字断面形状のプレス成形品、又は、天板部と縦壁部とフランジ部とを有してなるハット断面形状のプレス成形品においては、天板部と縦壁部とがなす角度(曲げ角度)が増加するスプリングバック(壁開き)が生じる。また、長手方向に沿って湾曲した部位を有するコの字断面形状又はハット断面形状のプレス成形品においては、曲げやねじれといった3次元的なスプリングバックが生じる。そこで、これらのスプリングバックを抑制してプレス成形品の寸法精度を向上させる技術がこれまでに数多く提案されている。
【0004】
例えば、特許文献1には、天板部及びフランジ部を有する長手方向に沿って天板部側に凸若しくは凹に湾曲したハット形断面のプレス成形品における側面視のスプリングバック(キャンバーバック)を低減する技術が開示されている。
特許文献2には、ハット断面形状の湾曲プレス成形品のプレス成形後におけるスプリングバックによる角度変化や稜線反り(面反り)やねじれなどの3次元的な形状不良を生じさせずにプレス成形品を製造する技術が開示されている。
特許文献3には、面部と面部が繋ぎ部を介して繋がれたコの字断面形状あるいはVの字断面形状を有するプレス成形部品の繋ぎ部における面部と面部の角度が増加するスプリングバックを抑制する技術が開示されている。
特許文献4には、長手方向に延びる溝形状部の縦壁部の少なくとも一方に長手方向に沿って湾曲するフランジ部を有する製品形状を変えることなく、ねじれや曲がりといった3次元的なスプリングバックを低減する技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第6176430号公報
特許第5380890号公報
特許第4992048号公報
特許第5664810号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
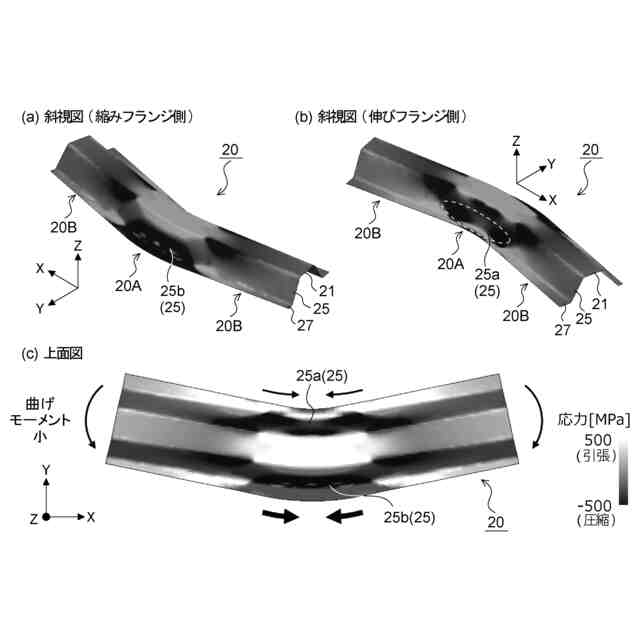
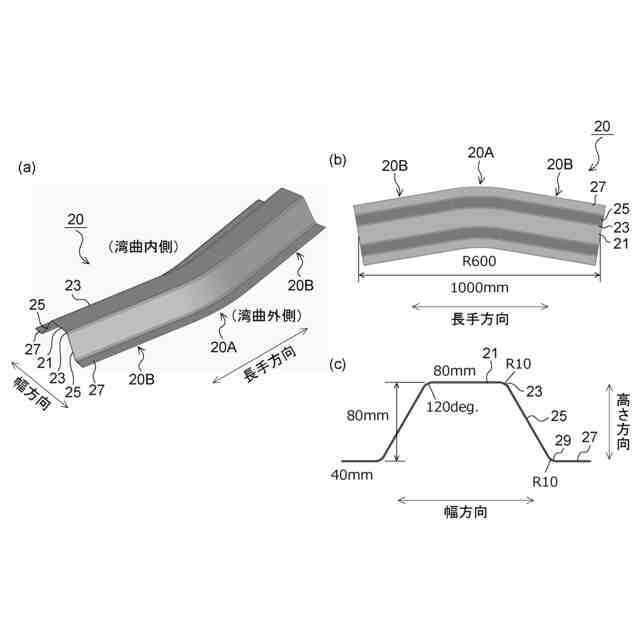
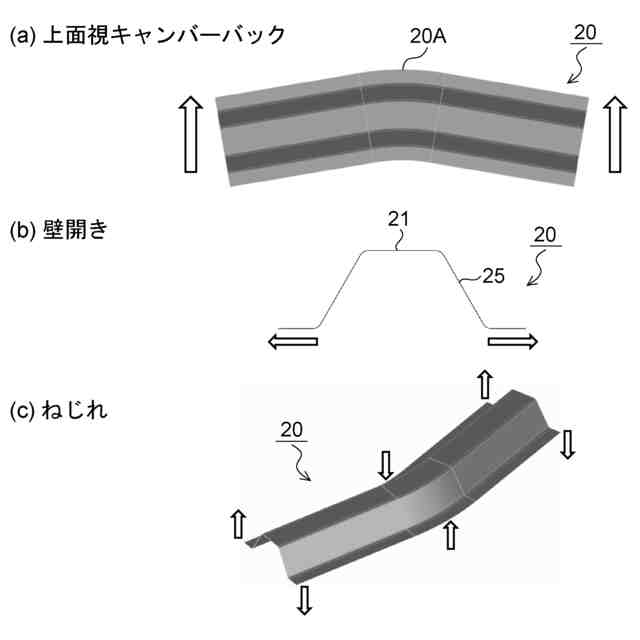
車体部品を統合一体化して部品点数を減少することによるコスト低減効果は大きいことから、従来よりもはるかに長尺な車体部品を製造することができるプレス成形技術が望まれている。しかしながら、図6に示すような、上面視において長手方向に沿って湾曲した湾曲部20Aと、湾曲部20Aの両端から直線状に延出する直線部20Bと、を有するハット断面形状のプレス成形品20においては、図7に示すように、壁開きやねじれのスプリングバックだけでなく、湾曲部20Aの曲がり角度が増加するスプリングバック(上面視キャンバーバック)が生じる。なお、図7において、白抜き矢印は、プレス成形品20の各位置におけるスプリングバックによる変位方向を示している。
【0007】
特許文献1、3及び4の技術は、1工程目でプレス成形品の中間形状である中間成形品をプレス成形し、2工程目で中間成形品を目標形状のプレス成形品にプレス成形するものである。これにより、プレス成形品の側面視キャンバーバックや壁開きを抑制することが可能であると考えられる。この場合、側面視キャンバーバックや壁開きは寸法精度を低下させる要因ではあるものの、1工程目でプレス成形した中間成形品に側面視キャンバーバックや壁開きが発生したとしても、2工程目で問題なく目標形状のプレス成形品にプレス成形することが可能だった。
【0008】
そこで、図6に示すような、上面視において長手方向に沿って湾曲した湾曲部20Aを有するプレス成形品20についても、特許文献1、3及び4の技術により、2工程でプレス成形することでスプリングバックを抑制することが可能ではないかと考えられた。しかしながら、1工程目でプレス成形した中間成形品に上面視キャンバーバックが発生すると、長手方向の位置によって水平方向の変形量が異なるため、2工程目で用いるプレス金型に中間成形品を嵌めることができず、プレス成形品20をプレス成形することができない場合があった。
【0009】
また、特許文献2の技術は、一工程で目標形状にプレス成形するものであるため、上記のように2工程でプレス成形するような問題を回避することができると考えられる。しかしながら、特許文献2の技術は、成形下死点直前においてフランジに余肉ビード又はエンボスを形成することにより、天板部とフランジ部の応力差による曲げモーメントを低減し、側面視のキャンバーバックを抑制するものであった。そのため、フランジがないコの字断面形状や、フランジ幅が狭いハット断面形状のプレス成形品には適用することができなかった。
【0010】
本発明は、上記のような課題を解決するためになされたものであり、上面視で長手方向に沿って湾曲する湾曲部とその両端から延出する直線部を備えるプレス成形品のスプリングバックを抑制して寸法精度を向上させたプレス成形品の製造方法と、当該プレス成形品の中間成形品を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社吉野機械製作所
プレス機械
5か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
ユニプレス株式会社
プレス加工装置
4か月前
株式会社三明製作所
転造装置
3か月前
株式会社TMEIC
制御システム
5か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
株式会社アマダ
ビード形成方法
1か月前
株式会社アマダ
プレスブレーキ
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
日産自動車株式会社
金属板の曲げ加工方法
6か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ