TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130342
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027455
出願日
2024-02-27
発明の名称
金属部材の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B21D
13/04 20060101AFI20250901BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】“しわ”や“反り”などの加工不良の発生を抑制し、生産性に優れた金属部材の製造方法を提供する。
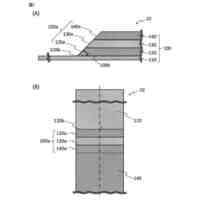
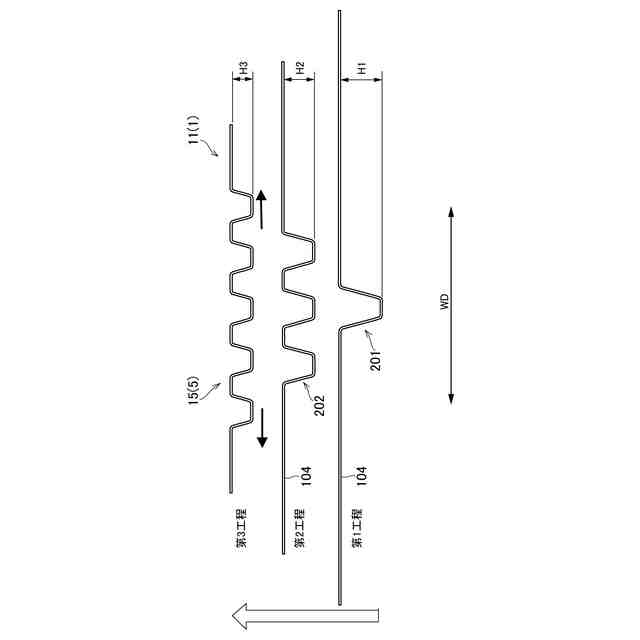
【解決手段】帯状の金属板の幅方向に連続する凹凸形状の断面が、前記金属板の長さ方向に延びる溝形状を、複数の成形ロールで前記金属板に転写して成形する金属部材の製造方法において、前記幅方向における中央部分に、仮成形ロールで前記凹凸形状が粗い仮溝形状を転写し(仮ロール成形工程)、前記仮溝形状を転写した前記金属板に、連続的に、前記本成形ロールで前記溝形状を転写して(本ロール成形工程)、前記金属部材を成形するとともに、前記仮成形ロールよりも前記本成形ロールの方が、速く回転するように、もしくは、早く回転し始めるように、前記仮成形ロールおよび前記本成形ロールをそれぞれ回転させる。
【選択図】図5
特許請求の範囲
【請求項1】
帯状または矩形の金属板の幅方向に連続する凹凸形状の断面が、前記金属板の長さ方向に延びる溝形状を有する金属部材を製造するにあたり、複数の成形ロールを用いて前記溝形状を前記金属板に転写して成形する金属部材の製造方法であって、
前記成形ロールは、少なくとも、前記溝形状よりも、前記凹凸形状の深さまたは高さが大きく、かつ、前記凹凸形状のピッチが粗い仮溝形状を転写する仮成形ロールと、前記溝形状を転写する本成形ロールと、を有しており、
前記金属板の前記幅方向における中央部分に、前記仮成形ロールで前記仮溝形状を転写し、
前記仮溝形状を転写した前記金属板に、連続的に、前記本成形ロールで前記溝形状を転写して、前記金属部材を成形するとともに、
前記仮成形ロールおよび前記本成形ロールで、それぞれ、前記仮溝形状および前記溝形状を前記金属板に連続的に転写する際に、前記仮成形ロールよりも前記本成形ロールの角速度が速くなるように、もしくは、前記仮成形ロールよりも前記本成形ロールの始動タイミングが早くなるように、前記仮成形ロールおよび前記本成形ロールをそれぞれ回転させる
ことを特徴とする金属部材の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の金属部材の製造方法であって、
前記仮成形ロールは、少なくとも、前記金属板に、最初に前記仮溝形状を転写する粗成形ロールと、前記粗成形ロールと前記本成形ロールとの間で前記仮溝形状を転写する中間成形ロールと、を有しており、
前記粗成形ロールは、前記仮溝形状として、前記凹凸形状の深さまたは高さが最も大きく、かつ、前記凹凸形状のピッチが最も粗い、もしくは、一つの凹形状または凸形状の粗溝形状を転写するものであり、
前記中間成形ロールは、前記仮溝形状として、前記粗溝形状よりも、前記凹凸形状の深さまたは高さが小さく、かつ、前記凹凸形状のピッチが細かく、なおかつ、前記溝形状よりも、前記凹凸形状の深さまたは高さが大きく、かつ、前記凹凸形状のピッチが粗い、中間溝形状を転写するものであり、
前記金属板の前記幅方向における中央部分に、前記粗成形ロールで前記粗溝形状を転写し、
前記粗溝形状を転写した前記金属板に、連続的に、前記中間成形ロールで前記中間溝形状を転写し、
前記中間溝形状を転写した前記金属板に、連続的に、前記本成形ロールで前記溝形状を転写して、前記金属部材を成形するとともに、
前記粗成形ロール、前記中間成形ロール、および、前記本成形ロールで、それぞれ、前記粗溝形状、前記中間溝形状、および、前記溝形状を前記金属板に連続的に転写する際に、前記粗成形ロールよりも前記中間成形ロールの角速度が速くなるように、もしくは、前記粗成形ロールよりも前記中間成形ロールの始動タイミングが早くなるように、かつ、前記中間成形ロールよりも前記本成形ロールの角速度が速くなるように、もしくは、前記中間成形ロールよりも前記本成形ロールの始動タイミングが早くなるように、前記粗成形ロール、前記中間成形ロール、および、前記本成形ロールをそれぞれ回転させる
ことを特徴とする金属部材の製造方法。
【請求項3】
請求項1または2に記載の金属部材の製造方法であって、
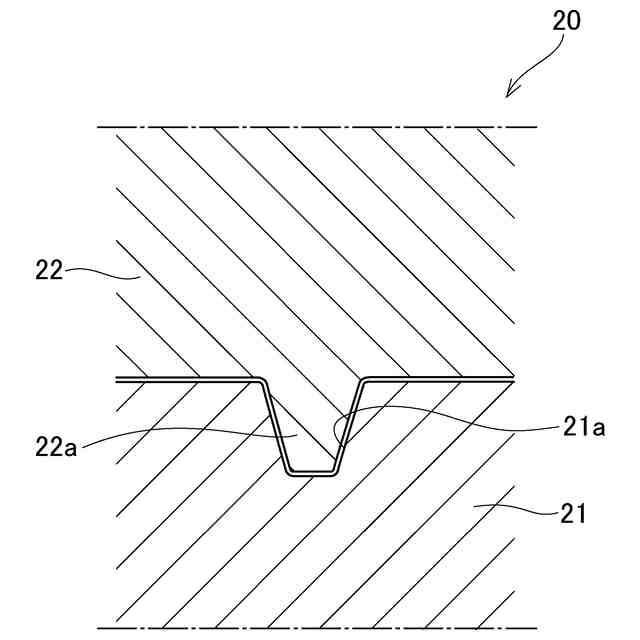
前記溝形状は、前記凹凸形状の凸側の外端を形成する上底部と、前記凹凸形状の凹側の内底を形成する下底部と、前記上底部と前記下底部とを結ぶ傾斜部と、を有しており、
前記本成形ロールは、前記上底部の外表面を、所定の平面度を有する平坦面に成形し、前記傾斜部の外表面を、所定の平面度を有する傾斜面に成形する
ことを特徴とする金属部材の製造方法。
【請求項4】
請求項3に記載の金属部材の製造方法であって、
前記金属部材は、燃料電池用の金属セパレータであり、
前記平坦面は、前記燃料電池の電解質膜に密接する平滑面であり、
前記傾斜面は、前記燃料電池が発電する際に発生する水を流下させる平滑面である
ことを特徴とする金属部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、金属の加工方法に関し、特に、連続した凹凸形状を有する金属部材をロール成形によって製造する金属部材の製造方法に関するものである。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
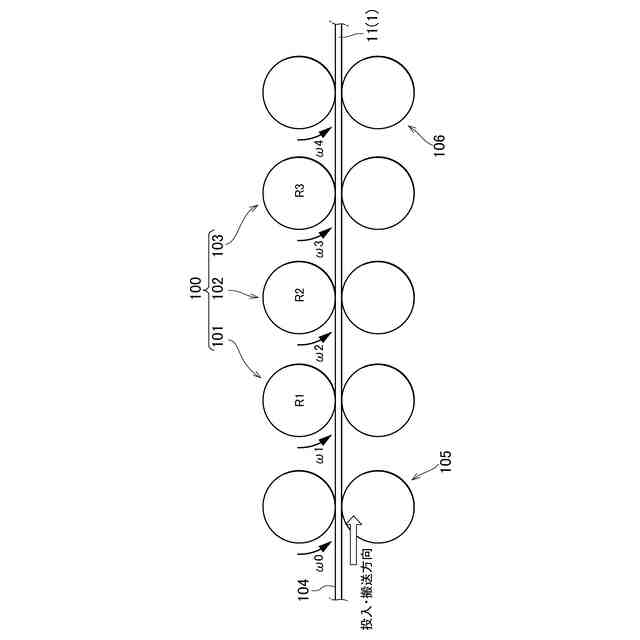
特許文献1には、平坦な金属材料の廻りに凹凸形状が形成される燃料電池用セパレータを成形するための多段ロール成形装置が記載されている。この特許文献1に記載された多段ロール成形装置は、ロール周面の円周方向に、ロール軸方向に垂直な凹凸形状が形成された基準ロール、および、基準ロールに外接して配置され、ロール周面の円周方向に、ロール軸方向に垂直な凹凸形状が形成された複数の成形ロールから構成されている。そして、複数の成形ロールのうち、成形開始からn個目(n=2または3)の成形ロールにおける凹凸形状の溝深さ、または、凸部の幅の少なくともいずれか一方が、n-1個目の成形ロールにおける凹凸形状よりも大きくなるように形成されている。
【0003】
また、特許文献2には、複雑な凹凸形状の加工を可能にし、高精度な燃料電池用セパレータを提供することを目的とした燃料電池用金属セパレータおよびその製造方法が記載されている。この特許文献2に記載された燃料電池用金属セパレータの製造方法では、例えば、ステンレス鋼板や、アルミニウム合金とチタン合金のクラッド材などを材料として、台形の凹凸形状の断面を有する燃料電池用金属セパレータが、プレス加工によって成形される。
【0004】
なお、特許文献3には、溝部の厚みが薄くなりにくい金属板を形成することを目的とした溝付き金属板の製造方法が記載されている。この特許文献3に記載された溝付き金属板の製造方法では、対になる凸型ロールと凹型ロールとを有するロール成形型が、平板状の金属板の流れ方向に複数配置される。対になる凸型ロールと凹型ロールとの間に金属板が通されて、その金属板に、流れ方向に連続する溝部が複数のロール成形型で段階的に成形される。対になる凸型ロールと凹型ロールとの間のクリアランスは、金属板の流れ方向の下流に向かうにしたがって小さくなるように設定されている。隣り合う凸部の間隔、および、隣り合う凹部の間隔は、それぞれ、金属板の流れ向の下流に向かうにしたがって小さくなるように設定されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-289447号公報
特開2009-76304号公報
特開2016-147306号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の特許文献1に記載された多段ロール成形装置では、燃料電池に用いる金属製のセパレータがロール成形される。燃料電池は、例えば、ステンレス鋼板やアルミニウム合金、あるいは、チタンなどを材料とする多数の金属セパレータを積層して製造される。したがって、燃料電池を広く普及させるためには、高品質の金属セパレータを大量に効率よく製造することが重要になる。また、燃料電池用の金属セパレータは、例えば、上記の特許文献2で記載されているように、発電の際に生成される水を適切に排出するための流路の傾斜部や、電解質膜と緊密に接触させるための平坦部を、高精度で成形することが要求される。そのために、特許文献2に記載された燃料電池用金属セパレータの製造方法では、プレス加工により、平坦部を、金属セパレータの基部の90%以下の肉厚で、均一に薄く成形した後に、傾斜部を成形することによって、上記のような高精度の傾斜部および平坦部を有する凹凸形状の実現を目指している。
【0007】
一方、上記の特許文献1や特許文献3で記載されているロール成形は、同一の断面形状の金属部材を、高精度で、かつ、高速で、連続的に加工できる。したがって、燃料電池用の大量の金属セパレータをロール成形で製造することにより、従来のプレス加工で製造した場合と比較して生産性の向上が期待できる。その反面、上記のような凹凸形状を有する金属セパレータをロール成形によって製造する場合に、連続した(長尺の)材料にたわみや垂れ下がりが生じた状態で金属セパレータの凹凸形状をロール成形で加工すると、成形ロールに投入される材料に過不足が生じやすくなり、“しわ”や“反り”といった加工不良が発生しやすくなってしまう。
【0008】
この発明は上記の技術的課題に着目して考え出されたものであり、“しわ”や“反り”などの加工不良の発生を抑制し、生産性に優れた金属部材の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記の目的を達成するために、この発明は、帯状または矩形の金属板の幅方向に連続する凹凸形状の断面が、前記金属板の長さ方向に延びる溝形状を有する金属部材を製造するにあたり、複数の成形ロールを用いて前記溝形状を前記金属板に転写して成形する金属部材の製造方法であって、前記成形ロールは、少なくとも、前記溝形状よりも、前記凹凸形状の深さまたは高さが大きく、かつ、前記凹凸形状のピッチが粗い仮溝形状を転写する仮成形ロールと、前記溝形状を転写する本成形ロールと、を有しており、前記金属板の前記幅方向における中央部分に、前記仮成形ロールで前記仮溝形状を転写し、前記仮溝形状を転写した前記金属板に、連続的に、前記本成形ロールで前記溝形状を転写して、前記金属部材を成形するとともに、前記仮成形ロールおよび前記本成形ロールで、それぞれ、前記仮溝形状および前記溝形状を前記金属板に連続的に転写する際に、前記仮成形ロールよりも前記本成形ロールの角速度が速くなるように、もしくは、前記仮成形ロールよりも前記本成形ロールの始動タイミングが早くなるように、前記仮成形ロールおよび前記本成形ロールをそれぞれ回転させて、前記金属板に張力を付与することを特徴とする方法である。
【0010】
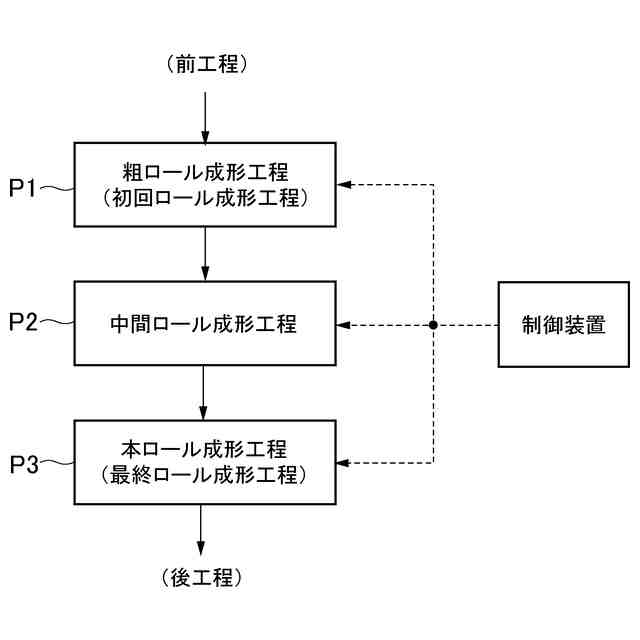
また、この発明における前記仮成形ロールは、少なくとも、前記金属板に、最初に前記仮溝形状を転写する粗成形ロールと、前記粗成形ロールと前記本成形ロールとの間で前記仮溝形状を転写する中間成形ロールと、を有していてもよく、この発明における前記粗成形ロールは、前記仮溝形状として、前記凹凸形状の深さまたは高さが最も大きく、かつ、前記凹凸形状のピッチが最も粗い、もしくは、一つの凹形状または凸形状の粗溝形状を転写するものであってもよく、この発明における前記中間成形ロールは、前記仮溝形状として、前記粗溝形状よりも、前記凹凸形状の深さまたは高さが小さく、かつ、前記凹凸形状のピッチが細かく、なおかつ、前記溝形状よりも、前記凹凸形状の深さまたは高さが大きく、かつ、前記凹凸形状のピッチが粗い、中間溝形状を転写するものであってもよく、そして、この発明の製造方法は、前記金属板の前記幅方向における中央部分に、前記粗成形ロールで前記粗溝形状を転写し、前記粗溝形状を転写した前記金属板に、連続的に、前記中間成形ロールで前記中間溝形状を転写し、前記中間溝形状を転写した前記金属板に、連続的に、前記本成形ロールで前記溝形状を転写して、前記金属部材を成形するとともに、前記粗成形ロール、前記中間成形ロール、および、前記本成形ロールで、それぞれ、前記粗溝形状、前記中間溝形状、および、前記溝形状を前記金属板に連続的に転写する際に、前記粗成形ロールよりも前記中間成形ロールの角速度が速くなるように、もしくは、前記粗成形ロールよりも前記中間成形ロールの始動タイミングが早くなるように、かつ、前記中間成形ロールよりも前記本成形ロールの角速度が速くなるように、もしくは、前記中間成形ロールよりも前記本成形ロールの始動タイミングが早くなるように、前記粗成形ロール、前記中間成形ロール、および、前記本成形ロールをそれぞれ回転させてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
椅子
1か月前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
方法
16日前
トヨタ自動車株式会社
配管
3日前
トヨタ自動車株式会社
電池
29日前
トヨタ自動車株式会社
方法
29日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
車体
16日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
電池
17日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
治具
24日前
トヨタ自動車株式会社
ロータ
3日前
トヨタ自動車株式会社
電動機
29日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
正極層
29日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
電磁弁
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ