TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154167
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057026
出願日
2024-03-29
発明の名称
成形装置
出願人
日鉄建材株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
19/08 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】成形後のデッキプレートの品質を向上することができる成形装置を提供する。
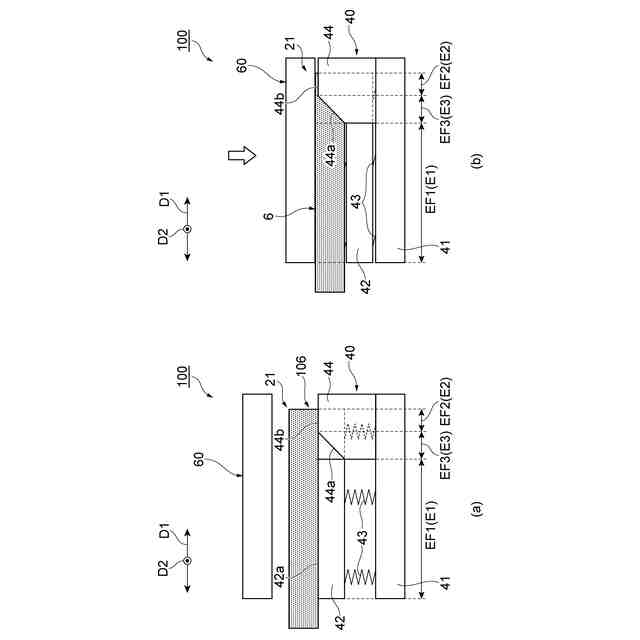
【解決手段】規制部62が設けられているのは、デッキプレート106がセットされた第1の金型40ではなく、当該第1の金型40に対し相対的に接近する第2の金型60である。規制部62の幅方向D2における内側の側面62aは、平板成形部EF2のベース部56の幅方向における外側の側面56aとの間で、僅かな隙間GP2を形成するように配置される。当該隙間GP2は下側に配置されるため、跳ね上がった端部25への影響は少ない。規制部62と上側の第2の金型60の本体部61との間では、隙間が形成されることを抑制できる。そのため、相対的に接近する第2の金型60と、規制部62との間に隙間ができることを回避し、当該隙間にデッキプレート6の端部25がかみ込むことを回避できる。図15(a)に示すように、端部25の変形を抑制できる。
【選択図】図11
特許請求の範囲
【請求項1】
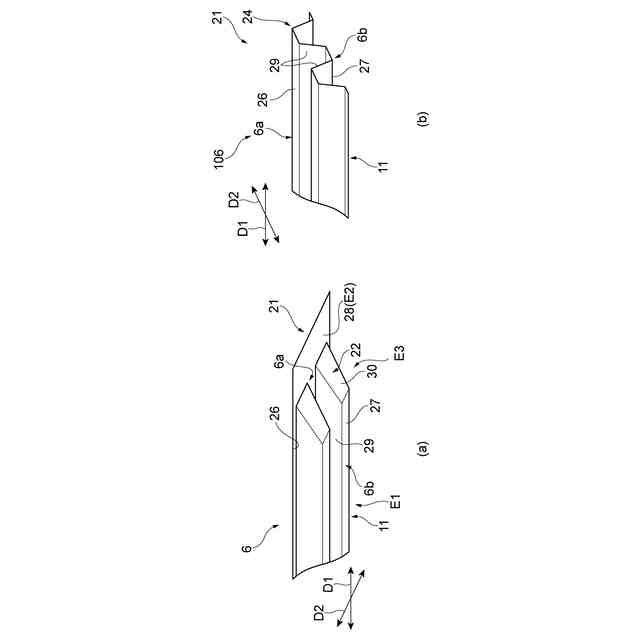
デッキプレートのスパン方向における一方の第1の端部を第1の金型、及び第2の金型で押し潰すことでエンドクローズ形状を成形する成形装置であって、
前記第1の金型、及び前記第2の金型は、
一定の断面形状が前記スパン方向に延びる通常部を成形する通常成形部と、
平板状の平板部を成形する平板成形部と、
前記通常部から前記平板部へ遷移する遷移部を成形する遷移成形部と、を有し、
前記第1の金型には、成形開始時に前記デッキプレートがセットされ、前記第1の金型に対して前記第2の金型が相対的に移動し、
前記第2の金型には、前記デッキプレートの幅方向における第2の端部の成形に伴う広がりを規制する第1の規制部が設けられる、成形装置。
続きを表示(約 570 文字)
【請求項2】
前記エンドクローズ形状として、逆エンドクローズ形状を成形する、請求項1の成形装置。
【請求項3】
前記第2の金型は、前記平板成形部において前記第1の規制部を有する、請求項1の成形装置。
【請求項4】
前記デッキプレートは、上フランジと、下フランジと、前記上フランジと前記下フランジとの間の側壁と、を有し、
前記第1の金型は、成形開始時に前記デッキプレートの一対の前記側壁間に配置されることで、前記側壁の内側への変形を規制する第2の規制部を有し、
前記遷移成形部において、前記第2の規制部は、成形開始時に前記側壁の少なくとも一部と接触する、請求項1に記載の成形装置。
【請求項5】
前記第2の規制部は、前記幅方向において、前記上フランジよりも大きい、請求項4に記載の成形装置。
【請求項6】
前記側壁は、内側へ窪む顎部を有し、
前記第2の規制部は、前記顎部の内側への変形を規制する、請求項4に記載の成形装置。
【請求項7】
前記エンドクローズ形状として、逆エンドクローズ形状を成形し、
前記第1の金型は、前記通常成形部において、成形の進行に伴って成形面を沈み込ませる弾性部材を有する、請求項1に記載の成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来のデッキスラブの成形装置として、特許文献1に記載されたものが知られている。このデッキスラブの成形装置は、デッキプレートのスパン方向における一方の端部を上型と下型で押し潰すことで、エンドクローズ形状を成形する。
【先行技術文献】
【特許文献】
【0003】
特開2023-40746号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、エンドクローズ形状を成形する成形装置においては、デッキプレートが幅方向に拡張することを抑制するために、金型の幅方向の端部に規制部を設ける場合がある。このとき、デッキプレートの端部が金型と規制部とのギャップに入り込むことで変形してしまう場合がある。従って、成形後のデッキプレートの品質が低下するという問題があった。
【0005】
本発明は、このような課題を解決するためになされたものであり、成形後のデッキプレートの品質を向上することができる成形装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る成形装置は、デッキプレートのスパン方向における一方の第1の端部を第1の金型、及び第2の金型で押し潰すことでエンドクローズ形状を成形する成形装置であって、第1の金型、及び第2の金型は、一定の断面形状がスパン方向に延びる通常部を成形する通常成形部と、平板状の平板部を成形する平板成形部と、通常部から平板部へ遷移する遷移部を成形する遷移成形部と、を有し、第1の金型には、成形開始時にデッキプレートがセットされ、第1の金型に対して第2の金型が相対的に移動し、第2の金型には、デッキプレートの幅方向における第2の端部の成形に伴う広がりを規制する第1の規制部が設けられる。
【0007】
本発明に係る成形装置において、第1の金型には、成形開始時にデッキプレートがセットされる。第2の金型は、第1の金型に対して相対的に移動する。これにより、デッキプレートの端部が第1の金型及び第2の金型で押し潰されることで、エンドクローズ形状が成形される。ここで、第2の金型には、デッキプレートの幅方向における第2の端部の成形に伴う広がりを規制する第1の規制部が設けられる。これにより、デッキプレートは、成形に伴う幅方向の広がりが抑制され、所望の形状を得ることができる。更に、第1の規制部が設けられているのは、デッキプレートがセットされた第1の金型ではなく、当該第1の金型に対し相対的に接近する第2の金型である。そのため、相対的に接近する第2の金型と、第1の規制部との間に隙間ができることを回避し、当該隙間にデッキプレートの第2の端部がかみ込むことを回避できる。以上より、成形後のデッキプレートの品質を向上することができる。
【0008】
エンドクローズ形状として、逆エンドクローズ形状を成形してよい。この場合、上述の構造を採用することによる効果がより顕著となる。
【0009】
第2の金型は、平板成形部において第1の規制部を有してよい。この場合、幅方向に広がりやすい平板部について、上述の効果を得ることができる。
【0010】
デッキプレートは、上フランジと、下フランジと、上フランジと下フランジとの間の側壁と、を有し、第1の金型は、成形開始時にデッキプレートの一対の側壁間に配置されることで、側壁の内側への変形を規制する第2の規制部を有し、遷移成形部において、第2の規制部は、成形開始時に側壁の少なくとも一部と接触してよい。遷移成形部では、成形によって側壁が内側へ変形し易い。これに対し、第2の規制部は、内側から側壁を支持することができるため、成形によって側壁が内側へ変形することを抑制できる。これにより、成形後のデッキプレートを複数重ね合わせる際に、側壁の変形に伴って荷姿が高くなることを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日鉄建材株式会社
成形装置
1か月前
日鉄建材株式会社
金属管支柱
1か月前
日鉄建材株式会社
屋根部材の接合構造
2か月前
日鉄建材株式会社
デッキプレート構造
1か月前
日鉄建材株式会社
外壁通気工法用ラス
1か月前
日鉄建材株式会社
胴縁の設計方法および胴縁
6日前
日鉄建材株式会社
鉄骨造の乾式屋根の設計方法
1か月前
日鉄建材株式会社
モールドパウダーの製造方法
1か月前
日鉄建材株式会社
解析システム、および解析方法
1か月前
日鉄建材株式会社
構造物用補強リング及び構造物
1か月前
日鉄建材株式会社
吊り材で支持された足場用床パネル
1か月前
日鉄建材株式会社
砂防構造体のアンカーボルト保護構造
1か月前
日鉄建材株式会社
鋼製枠の補修構造及び鋼製枠の補修方法
1か月前
日鉄建材株式会社
鋼製枠の補修構造及び鋼製枠の補修方法
1か月前
日鉄建材株式会社
スラリー及びモールドパウダーの製造方法
1か月前
日鉄建材株式会社
乾式屋根の設計システム、及び乾式屋根の設計方法
1か月前
日鉄建材株式会社
デッキ合成スラブ構造及びデッキ合成スラブ施工方法
29日前
日鉄建材株式会社
門型波形鋼板の立設方法、及び門型波形鋼板の立設治具
1か月前
日鉄建材株式会社
補強壁部材の継手構造および補強壁部材ならびに壁構造体
1か月前
日鉄建材株式会社
ライナープレート用補強材、及びライナープレート補強構造
1か月前
日鉄建材株式会社
斜面対策構造
1か月前
日鉄建材株式会社
防音壁ユニット、防音壁ユニットの交換方法及び防音壁の構築方法
1か月前
東日本旅客鉄道株式会社
深礎基礎および深礎基礎の施工方法
1か月前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
12日前
個人
ヘッダー加工機
5か月前
株式会社オプトン
曲げ加工装置
8か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
8か月前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社アマダ
曲げ金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ