TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034121
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140305
出願日
2023-08-30
発明の名称
NC転造盤
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡素な構成でボールねじの伸びによる位相ずれを補正して、高い加工精度で転造加工を行うことができるNC転造盤を提供する。
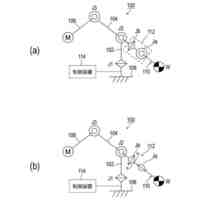
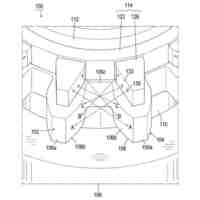
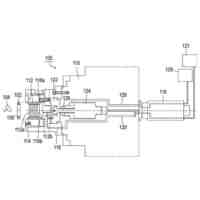
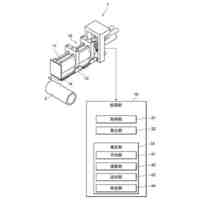
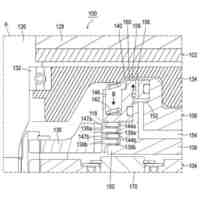
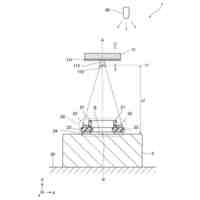
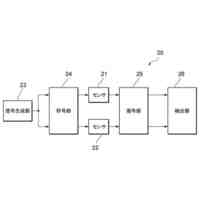
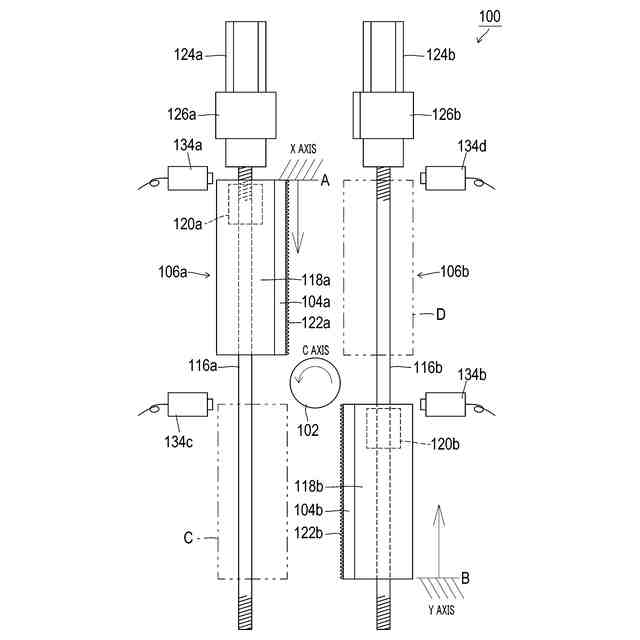
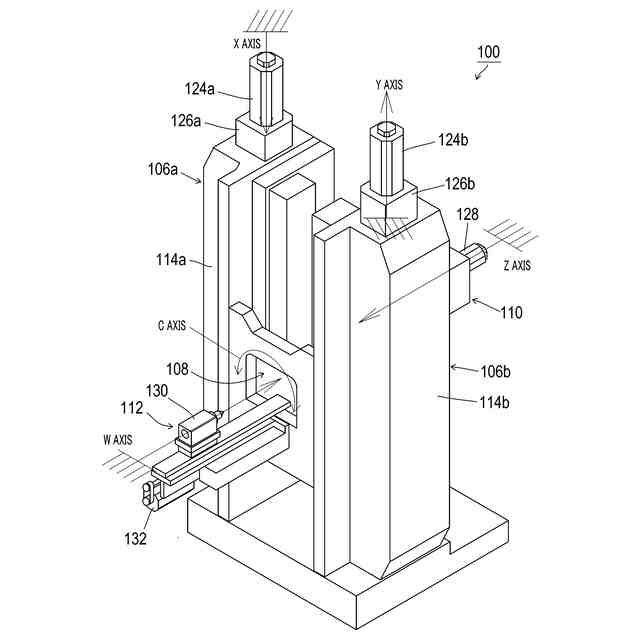
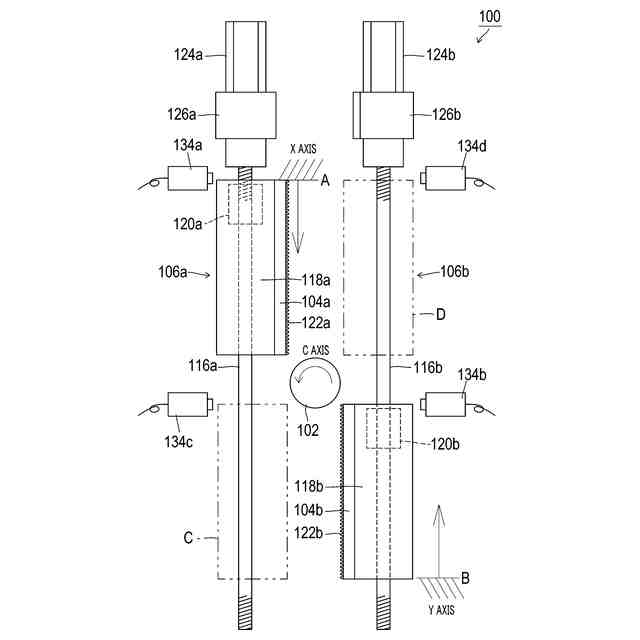
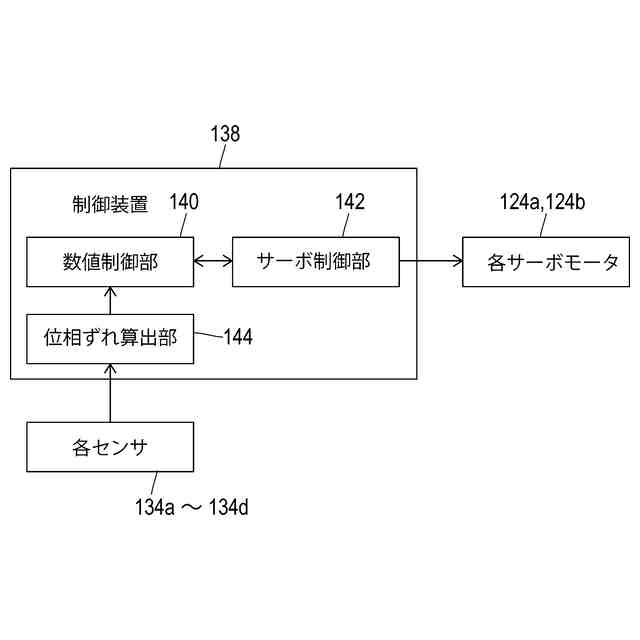
【解決手段】NC転造盤100は、転造によってワーク102に歯車形状を創成するNC転造盤において、ボールねじ116a、116bと、ボールねじ116aによって移動する移動ブロック118aと、ボールねじ116bによって移動する移動ブロック118bと、移動ブロック118aに取り付けられた平ダイス104aと、移動ブロック118bに取り付けられた平ダイス104bと、一対の平ダイスを互いに並行かつ逆方向に移動させる一対のサーボモータ124a、124bと、一対のサーボモータを同期制御する制御装置138と、移動ブロック118a、118bの移動前の位置を検知する各センサ134a~134dとを備え、制御装置は、センサによって検知した移動ブロックの位置に応じて、同期制御の位相を補正する。
【選択図】図2
特許請求の範囲
【請求項1】
転造によってワークに歯車形状を創成するNC転造盤において、
第1ボールねじ及び第2ボールねじと、
前記第1ボールねじによって移動する第1移動ブロックと、
前記第2ボールねじによって移動する第2移動ブロックと、
前記第1移動ブロックに取り付けられた第1平ダイスと、
前記第2移動ブロックに取り付けられた第2平ダイスと、
前記第1平ダイスと前記第2ダイスとを互いに並行かつ逆方向に移動させる一対のサーボモータと、
前記一対のサーボモータを同期制御する制御装置と、
前記第1移動ブロックと前記第2移動ブロックとの移動前の位置を検知する2つのセンサとを備え、
前記制御装置は、前記センサによって検知した前記第1移動ブロックと前記第2移動ブロックとの位置に応じて、前記同期制御の位相を補正することを特徴とするNC転造盤。
続きを表示(約 140 文字)
【請求項2】
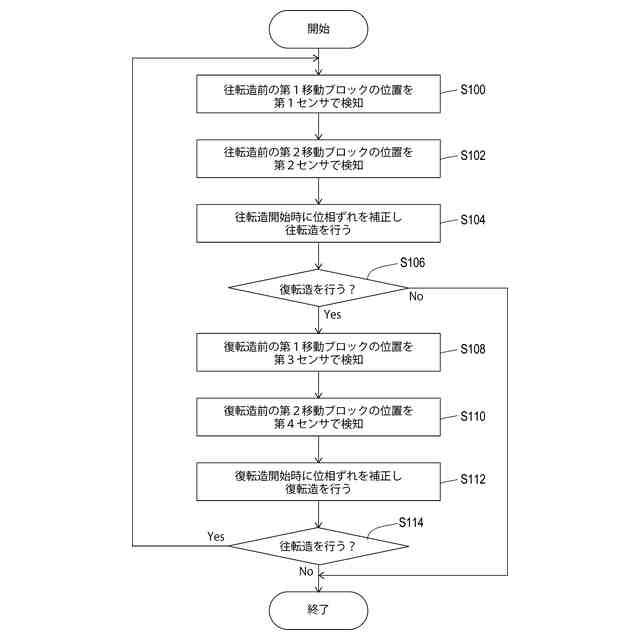
前記制御装置は、前記第1平ダイスと前記第2平ダイスとを往復移動させて転造を行う往復転造が可能であって、
前記第1移動ブロックと前記第2移動ブロックとの往復移動の移動前の位置をそれぞれ検知する4つのセンサを備えていることを特徴とする請求項1に記載のNC転造盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転造によってワークに歯車形状を創成するNC転造盤に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
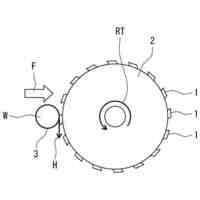
転造盤として、シャフトなどの軸状部品の被加工物(ワーク)の外周面に対して一対の転造用平ダイス(フォーミングラックとも称される)を押し付けながら転動させ、ダイス表面の逆形をワークに写して塑性変形させる構成が周知である。
【0003】
一例として転造盤では、ワークの軸心に対して点対称位置に一対の平ダイスを配置し、平ダイス間にワークを回転可能に支持して平ダイス間に挟持し、さらに平ダイスを相対的に同期移動させ、ワークの外周にインボリュートスプラインまたは歯車を塑性加工する。
【0004】
一対の平ダイスは、油圧シリンダや、ボールねじ、ラックおよびピニオンによって駆動される。このため、転造開始時や転造中に一対の平ダイスの相対的な位相がずれると、ピッチエラーなどが生じて加工精度が低下してしまう。そこで転造盤は、一対の平ダイスの位相ずれを防止するために、一対の平ダイスを相対的に同期移動させる同期装置を備えている。
【0005】
一対の平ダイスを油圧シリンダ、ラックおよびピニオンで駆動する場合、同期装置は、転造中心にタイミングギヤを配置し、さらに一対の平ダイスとタイミングギヤとを機械的に連結する必要がある。
【0006】
また一対の平ダイスをボールねじで駆動する場合、同期装置としては、一対の平ダイスとボールねじとを機械的に連結する方式や、一対の平ダイスを数値制御(NC)で同期させる方式がある。しかしこれらの方式では、動作中の発熱によってボールねじが伸びて位相ずれが発生する場合がある。このため転造盤では、冷却装置やボールねじの対向配置などの熱変位対策が必要となる。
【0007】
特に縦型の転造盤では、左右のラック軸は機械上部に駆動モータを配置し、左右一対のボールねじを機械上部に固定する。しかし、左右のラック軸の制御上の原点は、一方は上昇端側になり、他方は下降端側になる。このため左右のラック軸は固定部から原点までの長さが異なり、熱膨張による伸び量にも差が生じるため、原点位置の相対的なずれが生じてしまう。そこで従来はボールねじを冷却する冷却装置を追加したり、駆動モータを対向配置(下に原点があるラック軸は機械下部に駆動モータを配置する)したりするなどの対策がされる場合もあったが、これらは構造が複雑になってしまう。
【0008】
また他の対策として特許文献1の平ダイス転造盤は、縦型の転造盤であって、一対のボールねじと、一対のボールねじによって移動する一対の摺動台と、一対の摺動台に取り付けられた一対の平ダイスと、センサと、制御手段とを備える。センサは、一対の摺動台に設けられ、一対の平ダイスの位置をそれぞれ検出する。
【0009】
制御手段は、各摺動台に設けたセンサが検出した各摺動台の現在位置から、平ダイスの被転造物軸心に対する点対称位置関係からのずれ量を演算し補正量を決定する。このずれ量は、ボールねじの発熱によりボールねじが伸びることで生じる。そして制御手段は、決定された補正量に基づいて、一対の平ダイスが被転造物軸心に対して点対称位置になるように、ギヤボックスの歯車の相対的噛み合い位相を変更、例えばはすば歯車(ヘリカルギヤ)の位相角を変更している。
【先行技術文献】
【特許文献】
【0010】
特開2010-52020号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
1か月前
株式会社不二越
エンドミル
19日前
株式会社不二越
歯車加工装置
14日前
株式会社不二越
歯車加工装置
14日前
株式会社不二越
歯車加工装置
14日前
株式会社不二越
X線測定装置
19日前
株式会社不二越
回転駆動システム
今日
株式会社不二越
X線測定システム
1か月前
株式会社不二越
噛み込み検知装置
27日前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
複合アクチュエータ
1か月前
株式会社不二越
垂直多関節ロボット
6日前
株式会社不二越
斜板式ピストンポンプ
1か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
今日
株式会社不二越
超硬合金およびこれを用いた切削工具
1か月前
株式会社不二越
センサシステム及びロボットシステム
1か月前
株式会社不二越
冷間金型用合金鋼およびそれを用いた冷間金型
1か月前
株式会社不二越
直動軸受用合金鋼およびそれを用いた直動軸受
29日前
個人
鋼線の連続伸線方法
12日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社トラバース
パンチング加工装置
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ