TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037306
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144145
出願日
2023-09-06
発明の名称
製品分離システム
出願人
株式会社エナテック
代理人
個人
,
個人
主分類
B21D
28/36 20060101AFI20250311BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークが大板サイズであったとしても、ワークから接続部で接続された製品を傷付けたりせずに精度よく分離することができる製品分離システムを提供すること。
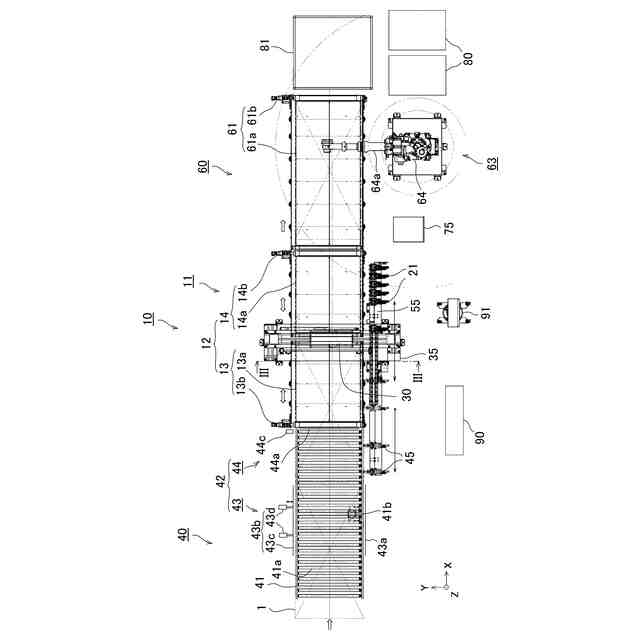
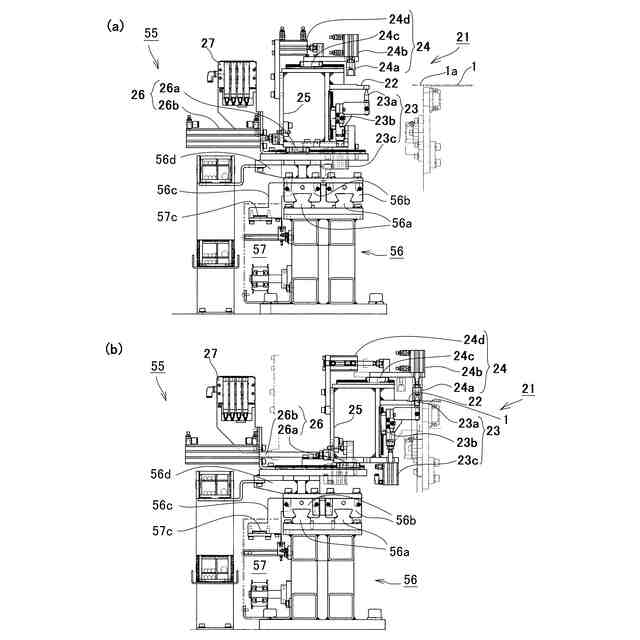
【解決手段】ワークから接続部で接続された製品を分離する製品分離システムであって、ワークを搬送しながら接続部を切断していく接続部切断装置と、接続部切断装置にワークを供給するワーク供給装置とを含んで構成され、接続部切断装置が第1搬送部と第1ピンユニットとパンチプレス部とを備え、ワーク供給装置が第2搬送部とワーク位置決め部と第2ピンユニットとを備え、第2ピンユニットでワークを位置決めした状態で、ワークの先端部が第1搬送部の所定位置にくるまでワークを移動させた後、第2ピンユニットに代えて第1ピンユニットでワークを位置決めした状態で、第1搬送部と同期させながらワークを移動させつつ、パンチプレスで接続部を切断するように構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
ワークから接続部で接続された製品を分離する製品分離システムであって、
前記ワークを搬送しながら前記接続部を切断していく接続部切断装置と、
該接続部切断装置に前記ワークを供給するワーク供給装置とを含んで構成され、
前記接続部切断装置が、
前記ワーク供給装置から供給されてくる前記ワークを受けて搬送する第1搬送部と、
該第1搬送部の一側部側に配設され、前記ワークの一辺部に予め形成された位置決め用の基準孔に挿着される第1ピンユニットと、
前記ワークの前記接続部を切断するパンチプレス部とを備え、
前記ワーク供給装置が、
前記ワークを前記第1搬送部に搬送する第2搬送部と、
前記ワークの幅方向及び先端部の位置決めを行うワーク位置決め部と、
前記第2搬送部の一側部側に配設され、前記ワーク位置決め部により位置決めされた状態の前記ワークの前記基準孔に挿着される第2ピンユニットとを備え、
該第2ピンユニットで前記ワークを位置決めした状態で、前記ワークの先端部が前記第1搬送部の所定位置にくるまで前記ワークを移動させた後、前記第2ピンユニットに代えて前記第1ピンユニットで前記ワークを位置決めした状態で、前記第1搬送部と同期させながら前記ワークを移動させつつ、前記パンチプレス部で前記接続部を切断するように構成されていることを特徴とする製品分離システム。
続きを表示(約 1,600 文字)
【請求項2】
前記第1ピンユニット及び前記第2ピンユニットを前記第1搬送部による前記ワークの搬送動作と同期させながら移動させる基準ピン移動部を備えていることを特徴とする請求項1記載の製品分離システム。
【請求項3】
前記基準ピン移動部が、
前記第1搬送部の一側部側に配設され、前記第1ピンユニット及び前記第2ピンユニットが所定の間隔で取り付けられる直動部と、
前記第1ピンユニット及び前記第2ピンユニットと前記第1搬送部とを同期させるように前記直動部を移動させる駆動部とを備えていることを特徴とする請求項2記載の製品分離システム。
【請求項4】
前記第1搬送部が、
第1コンベア、及び第2コンベアを直列配置した構成を備え、
前記パンチプレス部が、
前記第1コンベアと前記第2コンベアとの間に配設され、
前記基準ピン移動部が、
前記第1ピンユニットで前記ワークを位置決めした状態で、前記第1コンベア、及び前記第2コンベアによる前記ワークの搬送動作と同期させながら前記ワークを移動させるように構成されていることを特徴とする請求項2記載の製品分離システム。
【請求項5】
前記第1ピンユニット及び前記第2ピンユニットが、
前記ワークの前記一辺部が載置される載置片と、
該載置片の下方に配置され、該載置片の上に突き出る位置まで上下動可能に構成されたピン部と、
前記載置片の上方に配置され、該載置片の上に突き出た前記ピン部に嵌め合わせるように上下動可能に構成された押え部とを備えていることを特徴とする請求項1~4のいずれかの項に記載の製品分離システム。
【請求項6】
前記第1ピンユニット及び前記第2ピンユニットの少なくとも一方が、
前記載置片、前記ピン部、及び前記押え部が取り付けられた取付枠を前記ワークの前記一辺部に対して直交する方向に進退移動させる進退移動部を備えていることを特徴とする請求項5記載の製品分離システム。
【請求項7】
前記ワーク位置決め部が、
前記ワークの幅方向の位置決めを行う幅方向位置決め部と、
前記ワークの先端部の位置決めを行う先端部位置決め部とを備えていることを特徴とする請求項1~4のいずれかの項に記載の製品分離システム。
【請求項8】
前記パンチプレス部が、
前記第1搬送部における前記ワークの載置面より上に配設されるパンチングヘッド部と、
該パンチングヘッド部を前記ワークの幅方向に移動させるパンチングヘッド移動部と、
前記第1搬送部における前記ワークの載置面より下に配設されるダイセット部と、
該ダイセット部を前記パンチングヘッド部と同期させながら前記ワークの幅方向に移動させるダイセット移動部とを備えていることを特徴とする請求項1~4のいずれかの項に記載の製品分離システム。
【請求項9】
前記パンチングヘッド部が、
パンチ部と、該パンチ部を下方に押圧する押圧部と、前記パンチ部を着脱可能に保持する保持部とを備え、
前記ダイセット部が、
前記パンチ部の先端部が嵌め込まれるダイ部と、該ダイ部を着脱可能に保持する保持部とを備えていることを特徴とする請求項8記載の製品分離システム。
【請求項10】
前記接続部切断装置により前記接続部が切断された前記ワークから前記製品を取り出す製品取り出し装置をさらに備え、
該製品取り出し装置が、
前記第1搬送部から搬送されてくる前記ワークを受けて搬送する第3搬送部と、
前記ワークから分離された前記製品を前記第3搬送部から所定の製品回収位置に移載する移載ロボットとを備えていることを特徴とする請求項1~4のいずれかの項に記載の製品分離システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ミクロジョイントなどの接続部で接続されている製品をワークから分離するための製品分離システムに関し、特に、大板サイズのワークから製品を分離するのに適した製品分離システムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
金属製の薄い板材から、1個又は複数個の所定の形状の製品を切り出す場合、タレットパンチプレスなどによる打ち抜き加工が行われる。打ち抜き加工の際には、打ち抜き加工の作業効率を高めるために、製品と枠の部分とがミクロジョイントなどの接続部で接続された状態に加工し、後の工程で接続部を切断することにより、製品を分離する方法が多く採用されている。
前記板材の枠の部分と前記接続部で接続された製品とで構成されたワークから前記製品を切り離す装置として、本出願人は、下記の特許文献1記載の接続部切断装置を先に提案した。
【0003】
特許文献1記載の接続部切断装置は、ワークから接続部で接続された製品を切り離す装置であって、ワークが載置され、載置された前記ワークが送り込まれるワーク送り込み部と、前記接続部を切断するパンチングユニットと、前記接続部が切断された前記製品を含む前記ワークから前記製品を取り出す製品取り出し部とが順に設けられている。
【0004】
[発明が解決しようとする課題]
上記特許文献1記載の接続部切断装置では、前記ワーク送り込み部の側部にワーク供給部が配置され、該ワーク供給部に積層されている前記ワークの一つが、ピックアップロボット又はピックアップ式のシート搬送装置により前記ワーク送り込み部に載置されるようになっている。
【0005】
しかしながら、前記ワークのサイズが、例えば、1000mm×2000mmを超えるような大板サイズである場合、このような大板サイズのワークを前記ピックアップロボットやピックアップ式のシート搬送装置により前記ワーク送り込み部の所定位置に精度良く移し替えることは容易ではない。また、大板サイズのワークは撓みやすく、移し替え時に一部の接続部が外れたり、一部の製品がワークから外れたりする虞もあった。
【0006】
また、前記ワーク供給部では、前記ワークが積層方向に多少のずれを有する状態で積層されていることが多く、前記ワークが前記ワーク供給部から前記ワーク送り込み部に移し替えられたときに、前記ワークの位置にずれが生じることがあった。
そして、前記ワークの位置にずれが生じている状態で、前記ワークの移動が進行方向位置合わせロボットにより行われると、切断する前記接続部への前記パンチングユニットの位置合わせ精度が低下し、前記接続部の切断を精度良く行うことができず、前記製品が傷付いたりするという課題があった。
【0007】
また、上記特許文献1記載の接続部切断装置では、前記パンチングユニットで前記ワークの全ての前記接続部が切断された後、前記製品取り出し部で前記製品が前記ピックアップロボットにより取り出され、そして、前記製品取り出し部から前記ワークの残部が排出され、その後、次のワークが前記ワーク送り込み部に載置されるようになっている。
そのため、上記特許文献1記載の接続部切断装置では、前記ピックアップロボットによる前記ワークからの前記製品の取り出し動作と前記残部の排出動作が完了するまで、次のワークの接続部の切断動作を行うことができず、装置全体の動作の効率性に関して、改良の余地があるという課題があった。
【先行技術文献】
【特許文献】
【0008】
特許第7144851号公報
【発明の概要】
【発明の概要】
課題を解決するための手段及びその効果
【0009】
本発明は、上記課題に鑑みなされたものであって、その目的の一つは、ワークが大板サイズであったとしても、該ワークからミクロジョイントなどの接続部で接続された製品を傷付けたりせずに精度よく分離することができる製品分離システムを提供することにある。また他の目的は、ワークが大板サイズであったとしても、ワークの供給、製品の分離及び回収までの一連の動作を効率良く行うことができる製品分離システムを提供することにある。
【0010】
上記目的を達成するために、本発明に係る製品分離システム(1)は、ワークから接続部で接続された製品を分離する製品分離システムであって、
前記ワークを搬送しながら前記接続部を切断していく接続部切断装置と、
該接続部切断装置に前記ワークを供給するワーク供給装置とを含んで構成され、
前記接続部切断装置が、
前記ワーク供給装置から供給されてくる前記ワークを受けて搬送する第1搬送部と、
該第1搬送部の一側部側に配設され、前記ワークの一辺部に予め形成された位置決め用の基準孔に挿着される第1ピンユニットと、
前記ワークの前記接続部を切断するパンチプレス部とを備え、
前記ワーク供給装置が、
前記ワークを前記第1搬送部に搬送する第2搬送部と、
前記ワークの幅方向及び先端部の位置決めを行うワーク位置決め部と、
前記第2搬送部の一側部側に配設され、前記ワーク位置決め部により位置決めされた状態の前記ワークの前記基準孔に挿着される第2ピンユニットとを備え、
該第2ピンユニットで前記ワークを位置決めした状態で、前記ワークの先端部が前記第1搬送部の所定位置にくるまで前記ワークを移動させた後、前記第2ピンユニットに代えて前記第1ピンユニットで前記ワークを位置決めした状態で、前記第1搬送部と同期させながら前記ワークを移動させつつ、前記パンチプレス部で前記接続部を切断するように構成されていることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
7か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社アマダ
曲げ金型
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
23日前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
日鉄建材株式会社
成形装置
2日前
トヨタ紡織株式会社
プレス金型装置
5か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社吉野機械製作所
プレス機械
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
ユニプレス株式会社
プレス加工装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
7か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社三明製作所
転造装置
1か月前
フジテック株式会社
金属棒曲げ工具
4日前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
株式会社TMEIC
誘導加熱装置
3か月前
株式会社エナテック
製品分離システム
6か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































