TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035654
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142846
出願日
2023-09-04
発明の名称
圧延装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
31/24 20060101AFI20250307BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延中における圧延ロールの変位の容易性と、圧延ロールの位置決め精度との両立を図るのに有効な圧延装置を提供する。
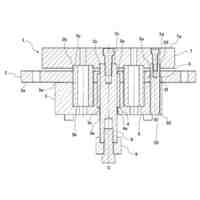
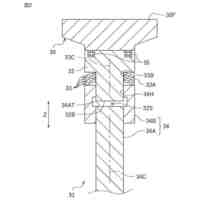
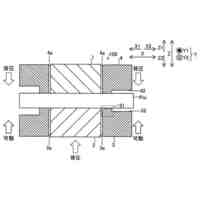
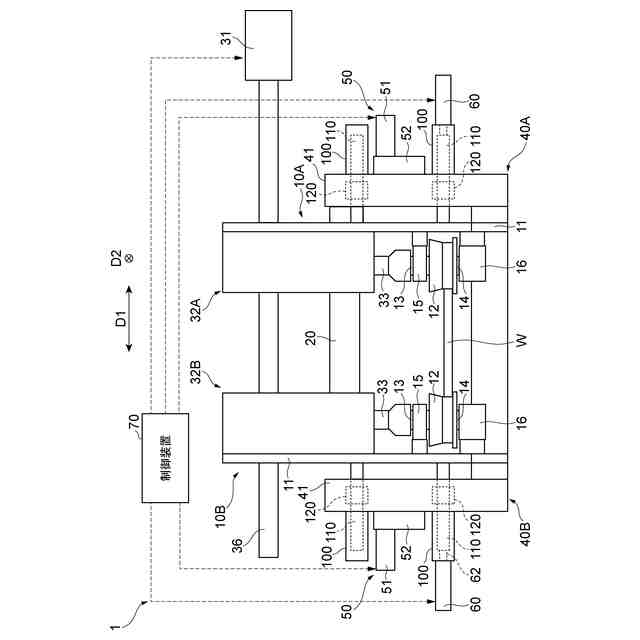
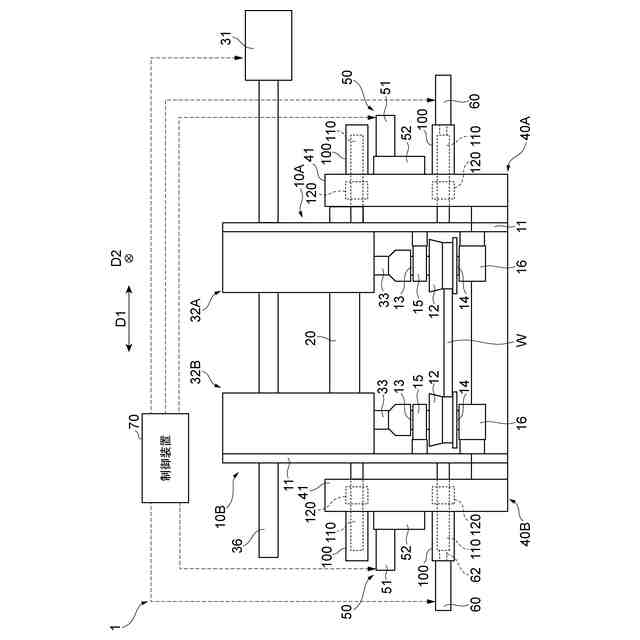
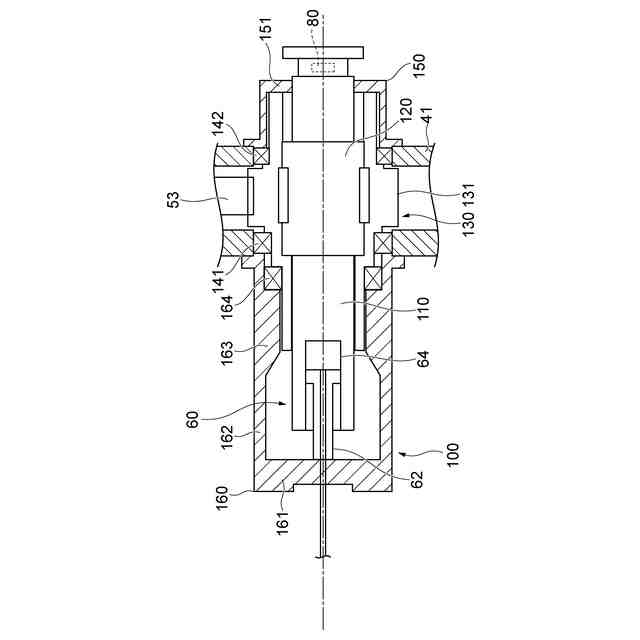
【解決手段】圧延装置1は、圧延ロール12と、圧延材Wを加圧する方に向かって圧延ロール12を押すスクリュー110と、スクリュー110と噛み合うナット120と、スクリュー110とナット120とを相対的に回転させることで、スクリュー110を圧延ロール12に向かって進退させる駆動部50と、圧延ロール12から遠ざかる方に向かってスクリュー110からナット120に作用する反力を縮小するように、圧延ロール12に向かってスクリュー110を押すプッシャー60と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
圧延ロールと、
圧延材を加圧する方に向かって前記圧延ロールを押すスクリューと、
前記スクリューと噛み合うナットと、
前記スクリューと前記ナットとを相対的に回転させることで、前記スクリューを前記圧延ロールに向かって進退させる駆動部と、
前記圧延ロールから遠ざかる方に向かって前記スクリューから前記ナットに作用する反力を縮小するように、前記圧延ロールに向かって前記スクリューを押すプッシャーと、
を備える圧延装置。
続きを表示(約 910 文字)
【請求項2】
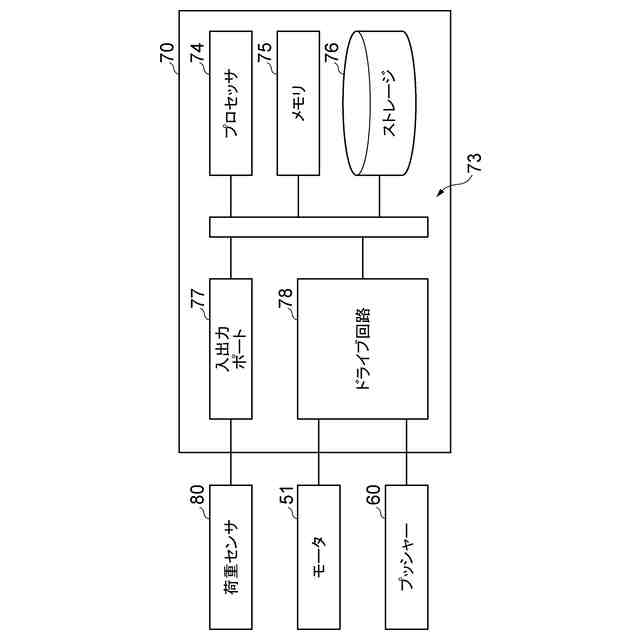
前記圧延ロールから前記スクリューに作用する圧延荷重を検出する荷重センサと、
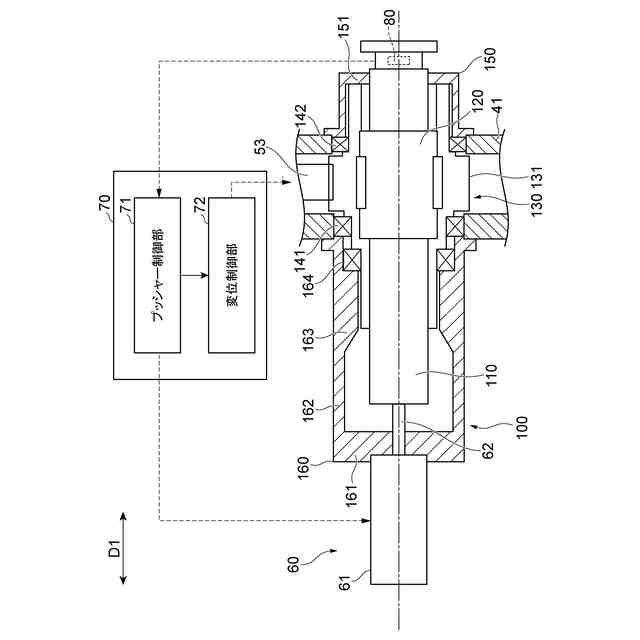
前記圧延荷重よりも小さな力で前記スクリューを押すように前記プッシャーを制御するプッシャー制御部と、
を更に備える、
請求項1記載の圧延装置。
【請求項3】
前記プッシャー制御部は、前記スクリューから前記ナットに作用する反力を前記圧延荷重の半分以下にするように前記プッシャーを制御する、
請求項2記載の圧延装置。
【請求項4】
前記圧延荷重よりも小さな力で前記プッシャーが前記スクリューを押した状態で、前記スクリューと前記ナットとを相対的に回転させるように前記駆動部を制御する変位制御部を更に備える、
請求項2記載の圧延装置。
【請求項5】
前記駆動部は、前記ナットを回転させることで前記スクリューを進退させる、
請求項1~4のいずれか一項記載の圧延装置。
【請求項6】
前記駆動部は、前記スクリューを回転させることで前記スクリューを進退させる、
請求項1~4のいずれか一項記載の圧延装置。
【請求項7】
前記プッシャーと前記スクリューとの間に、前記プッシャーに対する前記スクリューの回転を許容しつつ、前記プッシャーから前記スクリューに前記圧延ロールへ向かう力を伝達するスラストベアリングを更に備える、
請求項6記載の圧延装置。
【請求項8】
前記プッシャーと前記スクリューとの接触部の外径が、前記ナットの内径よりも小さい、
請求項6記載の圧延装置。
【請求項9】
前記プッシャーは、油圧によってロッドを前記スクリューに押し付ける油圧シリンダである、
請求項1~4のいずれか一項記載の圧延装置。
【請求項10】
前記圧延ロールは水平方向に沿って前記圧延材を加圧し、
前記駆動部は、前記スクリューを進退させることで、水平方向における前記圧延材の幅を調節する、
請求項1~4のいずれか一項記載の圧延装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、圧延装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、ロールのチョックに接続される圧下スクリューをナットに対して回転させることで変位させる駆動装置と、圧下スクリューとナットとをピストンと共に液圧で変位させる液圧シリンダと、を備える圧下装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平11-1230420号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、圧延中における圧延ロールの変位の容易性と、圧延ロールの位置決め精度との両立を図るのに有効な圧延装置を提供する。
【課題を解決するための手段】
【0005】
本開示の一側面に係る圧延装置は、圧延ロールと、圧延材を加圧する方に向かって圧延ロールを押すスクリューと、スクリューと噛み合うナットと、スクリューとナットとを相対的に回転させることで、スクリューを圧延ロールに向かって進退させる駆動部と、圧延ロールから遠ざかる方に向かってスクリューからナットに作用する反力を縮小するように、圧延ロールに向かってスクリューを押すプッシャーと、を備える。
【0006】
スクリューからナットに作用する反力を縮小することで、圧延荷重が作用している状態においても、スクリューとナットとを容易に相対回転させ、圧延ロールを容易に変位させることができる。圧延ロールの変位は、プッシャーに加圧ではなく、スクリューとナットとの相対回転により行われるので、相対回転角度に応じて圧延ロールを高精度に位置決めすることができる。従って、圧延ロールの変位の容易性と、圧延ロールの位置決め精度との両立を図ることができる。
【0007】
圧延ロールからスクリューに作用する圧延荷重を検出する荷重センサと、圧延荷重よりも小さな力でスクリューを押すようにプッシャーを制御するプッシャー制御部と、を更に備えてもよい。圧延ロールから離れる方に向かってスクリューがナットに接した状態が維持される。このため、圧延ロールの位置決め精度を更に向上させることができる。
【0008】
プッシャー制御部は、スクリューからナットに作用する反力を圧延荷重の半分以下にするようにプッシャーを制御してもよい。圧延ロールの位置決め精度を維持しつつ、圧延ロールの変位の容易性を向上させることができる。
【0009】
圧延荷重よりも小さな力でプッシャーがスクリューを押した状態で、スクリューとナットとを相対的に回転させるように駆動部を制御する変位制御部を更に備えてもよい。圧延ロールの変位の容易性を活かし、圧延ロールの位置を圧延中に調節することができる。
【0010】
駆動部は、ナットを回転させることでスクリューを進退させてもよい。スクリューとプッシャーとの間に相対回転が生じないので、スクリューの変位の容易性を更に向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
ステンレス鋼およびステンレス鋼の製造方法
今日
個人
ヘッダー加工機
2か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
26日前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社TMEIC
監視装置
3か月前
ユニプレス株式会社
プレス加工装置
4日前
株式会社吉野機械製作所
プレス機械
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社TMEIC
制御システム
1か月前
株式会社TMEIC
誘導加熱装置
1か月前
株式会社アマダ
プレスブレーキ
7日前
JFEスチール株式会社
熱延鋼板の製造方法
7日前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
三協オイルレス工業株式会社
リフタユニット
1か月前
トヨタ自動車株式会社
成形型の造形方法
6日前
株式会社エフ・シー・シー
積層鉄心の製造装置
2か月前
日産自動車株式会社
逐次成形方法
27日前
株式会社マキタ
管拡径工具
3か月前
株式会社エフテック
アーム部材の製造方法
2か月前
フタバ産業株式会社
成型品の製造方法
2か月前
株式会社アイシン
プレス成形装置およびプレス成形方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ