TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062757
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2023171984
出願日
2023-10-03
発明の名称
プレス金型
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
22/02 20060101AFI20250408BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ダボ出し加工などを行う際のワークWの加工精度を向上させることができるプレス金型を提供する。
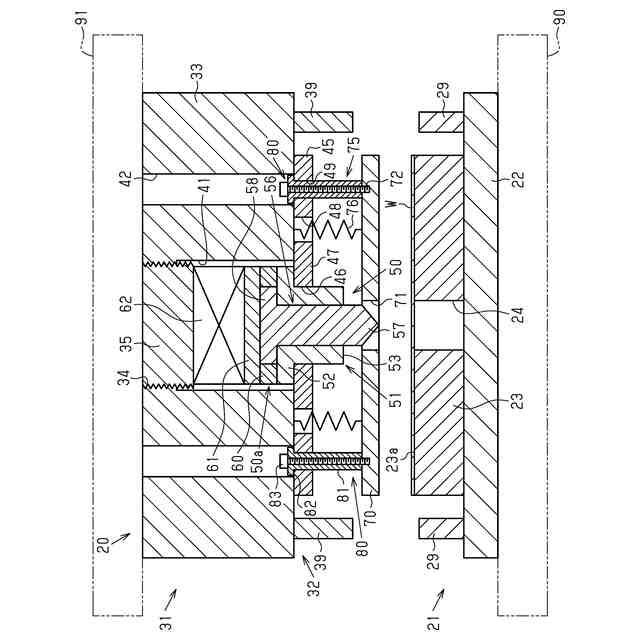
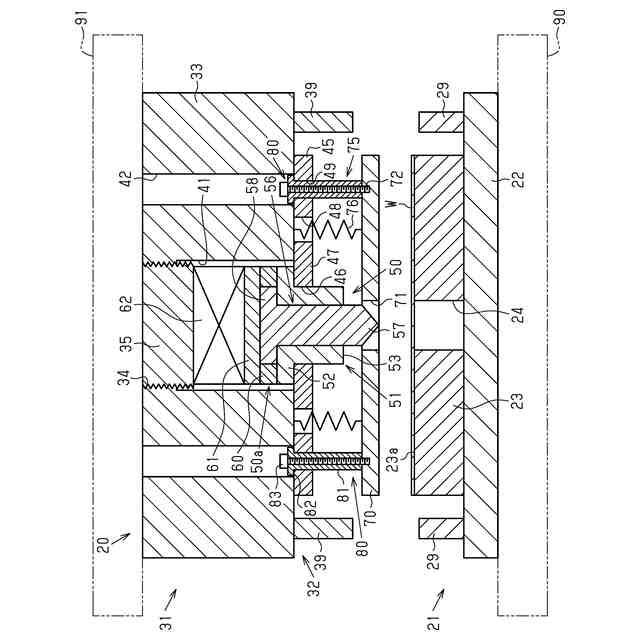
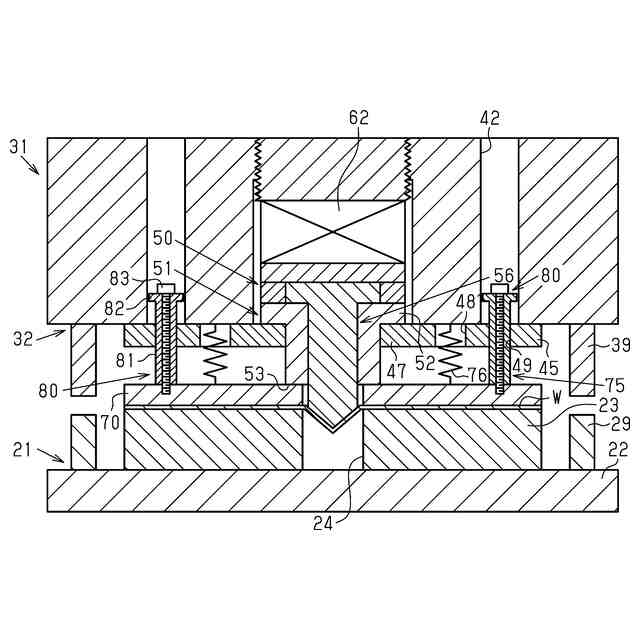
【解決手段】パンチ50は、ストリッパプレート70に当接することでワークWに対するパンチ50の進入を規制する第1拡径部と、第1拡径部よりも上側に位置し、第1拡径部よりも拡径された第2拡径部とを有する。上型本体32には、第2拡径部に当接することでパンチ50の下側への移動を規制する規制部47が設けられている。弾性部材62は、パンチ50の上端部50aと上型本体32のうち上端部50aの上方に位置する部分との間に設けられている。弾性部材62は、パンチ50を規制部47に向けて付勢するとともに、第1拡径部がストリッパプレート70に当接した状態において、自身が圧縮変形することでパンチ50に対する上型本体32の近接を許容するように構成されている。
【選択図】図3
特許請求の範囲
【請求項1】
ワークに対してプレス加工を行うプレス金型であって、
ダイ孔を有する下型と、前記下型に対して上下方向に進退可能に設けられた上型と、前記下型と前記上型との間に設けられ、前記下型とにより前記ワークを挟持するストリッパプレートと、前記上型と前記ストリッパプレートとを上下方向において相対変位可能に連結する連結部材と、を備えており、
前記上型は、
パンチと、
前記パンチの上端部を収容する上型本体と、を備えており、
前記パンチは、前記ストリッパプレートに当接することで前記ワークに対する前記パンチの進入を規制する第1拡径部と、前記第1拡径部よりも上側に位置し、前記第1拡径部よりも拡径された第2拡径部と、を有しており、
前記上型本体には、前記第2拡径部に当接することで前記パンチの下側への移動を規制する規制部が設けられており、
前記パンチの前記上端部と、前記上型本体のうち前記上端部の上方に位置する部分との間には、弾性部材が設けられており、
前記弾性部材は、前記パンチを前記規制部に向けて付勢するとともに、前記第1拡径部が前記ストリッパプレートに当接した状態において、自身が圧縮変形することで前記パンチに対する前記上型本体の近接を許容するように構成されている、
プレス金型。
続きを表示(約 340 文字)
【請求項2】
前記パンチは、
下端に前記第1拡径部を有するとともに上端に前記第2拡径部を有する筒状の支持部材と、
前記支持部材に挿通され、前記第1拡径部よりも下側に突出する本体部と、前記本体部の上端に設けられ、前記支持部材の上面に当接されるフランジ部と、を含むパンチ本体と、を有している、
請求項1に記載のプレス金型。
【請求項3】
複数枚の鉄心片を積層して形成されるモータコアの製造装置に適用されるプレス金型であって、
前記パンチにより、前記鉄心片の各々に対して、前記鉄心片の積層方向の一側に膨出するとともに、互いに隣り合う前記鉄心片同士を結合するダボを形成する、
請求項1または請求項2に記載のプレス金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、プレス加工用の金型が記載されている。特許文献1に記載の金型は、ボルスタ、ボルスタの上面に取り付けられた下金型、ボルスタ及び下金型の上方において上下方向に移動可能に設けられたスライド、及びスライドの下面に取り付けられた上金型を備えている。下金型には、円筒状のダイが設けられている。上金型には、ダイの孔に進退可能である円柱状のパンチが設けられている。金型は、ダイとパンチとの協働によって、ワークに対して絞り加工などのプレス加工を行うように構成されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-39038号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1を含む従来のプレス加工用の金型では、スライドを上下方向に高速で移動させた場合、慣性によってスライドの上死点及び下死点がばらつくことで、パンチの上死点及び下死点がばらつくことがある。また、スライドやボルスタの温度上昇に伴う熱膨張、あるいは温度低下に伴う熱収縮によって、下死点での上型のパンチと下型のダイ孔との相対位置が変化することがある。このため、ダイの内部へのパンチの進入量、すなわちワークに対するパンチの押し込み量が変動することでワークの加工精度が悪化するおそれがある。
【課題を解決するための手段】
【0005】
上記課題を解決するためのプレス金型は、ワークに対してプレス加工を行うプレス金型であって、ダイ孔を有する下型と、前記下型に対して上下方向に進退可能に設けられた上型と、前記下型と前記上型との間に設けられ、前記下型とにより前記ワークを挟持するストリッパプレートと、前記上型と前記ストリッパプレートとを上下方向において相対変位可能に連結する連結部材と、を備えており、前記上型は、パンチと、前記パンチの上端部を収容する上型本体と、を備えており、前記パンチは、前記ストリッパプレートに当接することで前記ワークに対する前記パンチの進入を規制する第1拡径部と、前記第1拡径部よりも上側に位置し、前記第1拡径部よりも拡径された第2拡径部と、を有しており、前記上型本体には、前記第2拡径部に当接することで前記パンチの下側への移動を規制する規制部が設けられており、前記パンチの前記上端部と前記上型本体のうち前記上端部の上方に位置する部分との間には、弾性部材が設けられており、前記弾性部材は、前記パンチを前記規制部に向けて付勢するとともに、前記第1拡径部が前記ストリッパプレートに当接した状態において、自身が圧縮変形することで前記パンチに対する前記上型本体の近接を許容するように構成されている。
【0006】
同構成によれば、ストリッパプレートが連結部材を介して上型に連結されている。パンチの上端部が、上型本体に収容されている。また、パンチの上端部と、上型本体のうち上端部の上方に位置する部分との間には、弾性部材が設けられている。このため、上型の降下に伴って、ストリッパプレートがワークに近接することで、ストリッパプレートと下型とによってワークが挟持される。そして、上型の降下に伴って、パンチの第1拡径部がストリッパプレートに当接するまで、パンチの先端がワークをプレスしつつダイ孔内に進入するようになる。ここで、上型とストリッパプレートとが連結部材によって上下方向において相対変位可能に連結されているため、下型に対する上型の更なる近接が許容される。また、弾性部材によりパンチが規制部に向けて付勢されているので、パンチがワークに進入する際に、ワークによってパンチが押し戻されにくくなる。これにより、パンチによってワークがプレス加工される。
【0007】
ここで、上型の下死点が、ばらつきの範囲のうちの最も上側の位置であったとしても、パンチの第1拡径部がストリッパプレートに当接するように上型の配置を設定すれば、ダイ孔内へパンチを一定量進入させることができる。また、上型の下死点が、ばらつきの範囲のうちの最も上側の位置よりも下側の場合には、下側となるほど、弾性部材が圧縮変形することで、パンチに対する上型本体の近接が許容される。このため、これらの場合であっても、ダイ孔内へパンチを一定量進入させることができる。これにより、上型の下死点の位置にかかわらず、ダイ孔内へのパンチの進入量が一定となる。
【0008】
したがって、ダボ出し加工などを行う際のワークの加工精度を向上させることができる。
【図面の簡単な説明】
【0009】
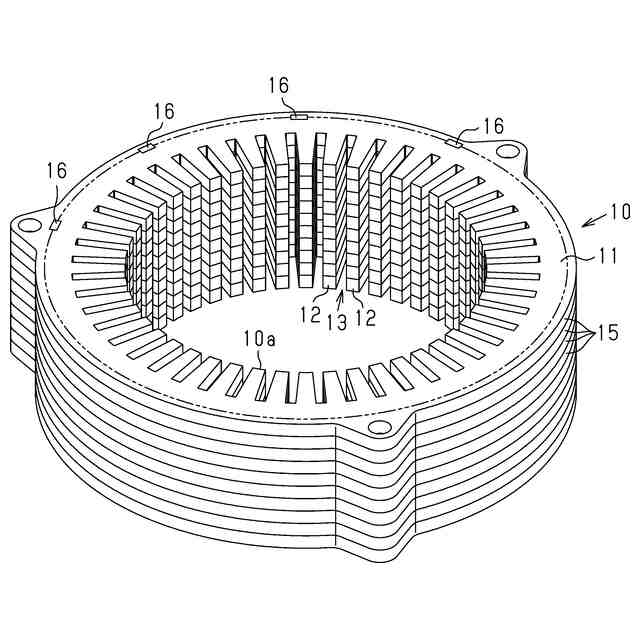
図1は、ステータコアの斜視図である。
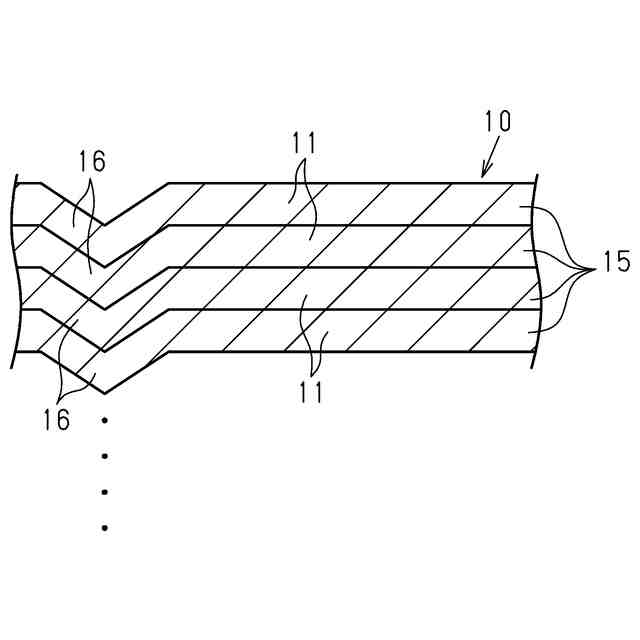
図2は、図1のダボを中心としたステータコアの断面図である。
図3は、一実施形態に係るプレス金型を示す断面図であり、上型が上死点に位置している状態を示す断面図である。
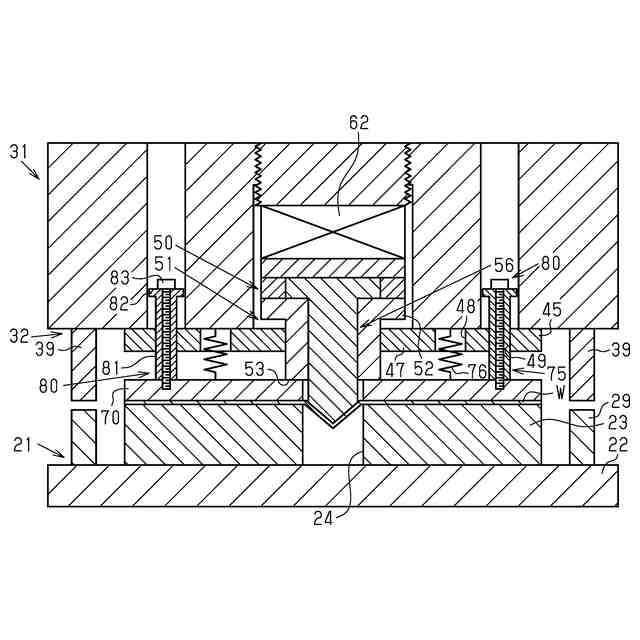
図4は、ストリッパプレートと下型とによってワークが挟持されている状態を示す断面図である。
図5は、パンチによるワークのプレス途中の状態を示す断面図である。
図6は、第1拡径部がストリッパプレートに当接した状態を示す断面図である。
図7は、上型が下死点に位置している状態を示す断面図である。
図8は、上型が下死点に位置している状態を示す断面図であって、図7よりも下死点が上側に位置している状態を示す断面図である。
【発明を実施するための形態】
【0010】
以下、図1~図8を参照して、プレス金型の一実施形態について説明する。本実施形態では、モータを構成するステータコアの製造装置に適用されるプレス金型(以下、プレス金型20)について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ