TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025076719
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188512
出願日
2023-11-02
発明の名称
アーム部材の製造方法
出願人
株式会社エフテック
代理人
個人
,
個人
,
個人
主分類
B21D
53/88 20060101AFI20250509BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】母材から成形された成形部材と母材桟部とを接続する延在部を切断する際に実用上充分な切断性を確保しながら、延在部に高い支持剛性で成形部材を支持させることができるアーム部材の製造方法を提供する。
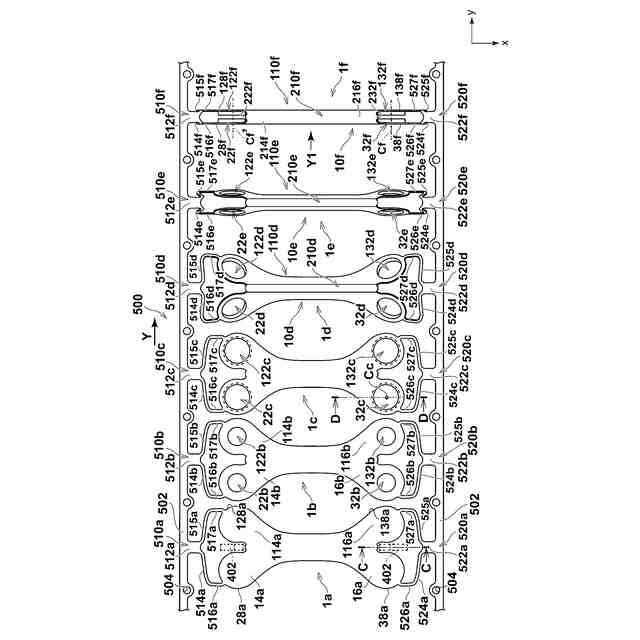
【解決手段】アーム部材1の製造方法においては、曲げ成形部材1f又は後段成形部材1gに対して、延在部510f、510g、520f及び520gが、第1外周縁端部28f及び28gに連絡する第1延在部512f、514f、516f、512g、514g及び516gと、第2外周縁端部128f及び128gに連絡する第2延在部512f、515f、517f、512g、515g及び517gと、第3外周縁端部38f及び38gに連絡する第3延在部522f、524f、526f、522g、524g及び526gと、第4外周縁端部138f及び138gに連絡する第4延在部522f、525f、527f、522g、525g及び527gと、を含む。
【選択図】図7
特許請求の範囲
【請求項1】
板状の母材を用い、成形部材、延在部、並びに前記母材において前記成形部材及び前記延在部材以外の部分である母材残部を伴う成形工程を有して、長手方向に延在するアーム部材を製造する製造方法であって、
前記成形工程は、前記成形部材に含まれる曲げ成形部材を得る曲げ成形工程、又は前記曲げ成形工程に加えて前記曲げ成形工程よりも後段で前記成形部材に含まれる後段成形部材を得る後段成形工程を含み、
前記曲げ成形部材又は前記後段成形部材は、前記長手方向に直交する幅方向で互いに対向する第1側壁及び第2側壁を有し、前記第1側壁において前記長手方向の一方の側に形成された第1孔部と、前記第2側壁において前記長手方向の前記一方の側に形成された第2孔部と、は互いに対向し、前記第1側壁において前記長手方向の他方の側に形成された第3孔部と、前記第2側壁において前記長手方向の前記他方の側に形成された第4孔部と、は互いに対向し、
前記曲げ成形部材又は前記後段成形部材に対しては、前記延在部は、前記第1側壁における前記第1孔部に対する外周縁端部である第1外周縁端部に連絡する第1延在部と、前記第2側壁における前記第2孔部に対する外周縁端部である第2外周縁端部に連絡する第2延在部と、前記第1側壁における前記第3孔部に対する外周縁端部である第3外周縁端部に連絡する第3延在部と、前記第2側壁における前記第4孔部に対する外周縁端部である第4外周縁端部に連絡する第4延在部と、を含み、
前記曲げ成形部材又は前記後段成形部材に対する前記延在部を切断して、前記曲げ成形部材又は前記後段成形部材と前記母材残部とを切り離し、切り離し成形部材を得る切り離し工程を更に備え、
前記切り離し工程では、前記曲げ成形部材又は前記後段成形部材に対して、前記第1外周縁端部の側で前記第1延在部の一部を切断すると共に、前記第2外周縁端部の側で前記第2延在部の一部を切断し、かつ、前記第3外周縁端部の側で前記第3延在部の一部を切断すると共に、前記第4外周縁端部の側で前記第4延在部の一部を切断するアーム部材の製造方法。
続きを表示(約 3,900 文字)
【請求項2】
前記成形工程は、前記曲げ成形工程及び前記切り離し工程の前段において、前記曲げ成形工程に加え前記成形部材に含まれるブランク成形部材を得るブランク成形工程及び前記成形部材に含まれるピアス成形部材を得るピアス成形工程、前記曲げ成形工程、前記ブランク成形工程及び前記ピアス成形工程に加え前記ブランク成形工程及び前記ピアス成形工程の間で前記成形部材に含まれるフォーム成形部材を得るフォーム成形工程、又は前記曲げ成形工程、前記ブランク成形工程及び前記ピアス成形工程に加え前記ピアス成形工程及び前記曲げ成形工程の間で前記成形部材に含まれるバーリング成形部材を得るバーリング成形工程を更に含み、
又は前記成形工程は、前記ブランク成形工程、前記フォーム成形工程、前記ピアス成形工程、前記バーリング成形工程、及び前記曲げ成形工程を含み、
前記ブランク成形工程では、前記母材から、前記ブランク成形部材、前記延在部及び前記母材残部を得ると共に、前記延在部は、前記ブランク成形部材及び前記母材残部の間を延在して連絡し、
前記フォーム成形工程では、前記ブランク成形部材の形状を更に成形した前記フォーム成形部材を得ると共に、前記延在部は、前記フォーム成形部材及び前記母材残部の間を延在して連絡し、
前記ピアス成形工程では、前記ブランク成形部材又は前記フォーム成形部材において、前記長手方向の前記両端部の内の負方向の側である前記一方の側で、前記幅方向の負方向の側である一端部側に前記第1孔部を形成し、前記幅方向の正方向の側である他端部側に前記第2孔部を形成し、前記長手方向の前記両端部の内の正方向側である前記他方の側で、前記幅方向の前記負方向の側である一端部側に前記第3孔部を形成し、前記幅方向の前記正方向の側である他端部側に前記第4孔部を形成した前記ピアス成形部材を得ると共に、前記延在部は、前記ピアス成形部材及び前記母材残部の間を延在して連絡し、
前記バーリング成形工程では、前記ピアス成形部材の前記第1孔部、前記第2孔部、前記第3孔部及び前記第4孔部を、対応して、第1バーリング孔部、第2バーリング孔部、第3バーリング孔部及び第4バーリング孔部に成形した前記バーリング成形部材を得ると共に、前記延在部は、前記バーリング成形部材及び前記母材残部の間を延在して連絡し、
前記曲げ成形工程では、前記ピアス成形部材又は前記バーリング成形部材に対し、前記第1孔部又は第1バーリング孔部が形成された部分及び前記第2孔部又は第2バーリング孔部が形成された部分間の中間部、並びに前記第3孔部又は第3バーリング孔部が形成された部分及び前記第4孔部又は前記第4バーリング孔部が形成された部分間の中間部を前記長手方向に連絡する壁部を連結壁とし、前記連結壁から前記長手方向及び前記幅方向に直交する上下方向の負方向に起立されると共に、前記第1孔部又は第1バーリング孔部が形成された前記部分及び前記第3孔部又は第3バーリング孔部が形成された前記部分を前記長手方向に連絡する壁部を第1側壁とし、前記幅方向で前記第1側壁に対向するように前記連結壁から前記上下方向の前記負方向に起立されると共に、前記第2孔部又は第2バーリング孔部が形成された前記部分及び前記第4孔部又は第4バーリング孔部が形成された前記部分を前記長手方向に連絡する壁部を第2側壁とした前記曲げ成形部材を得ると共に、前記延在部は、前記曲げ成形部材及び前記母材残部の間を延在して連絡する請求項1に記載のアーム部材の製造方法。
【請求項3】
前記曲げ成形部材に対しては、前記第1延在部は、前記第1外周縁端部に対し、前記連結壁の前記長手方向の前記負方向の側の一方の端部と、前記幅方向の前記正方向に前記第1孔部又は前記第1バーリング孔部を見て、反時計回りで7時に相当する部分と、の間の部分に連絡し、前記第2延在部は、前記第2外周縁端部に対し、前記連結壁の前記一方の端部と、前記幅方向の前記負方向に前記第2孔部又は前記第2バーリング孔部を見て、時計回りで7時に相当する部分と、の部分に連絡し、前記第3延在部は、前記第3外周縁端部に対し、前記連結壁の前記長手方向の前記正方向の側の他方の端部と、前記幅方向の前記正方向に前記第3孔部又は前記第3バーリング孔部を見て、時計回りで7時に相当する部分と、の間の部分に連絡し、前記第4延在部は、前記第4外周縁端部に対し、前記連結壁の前記他方の端部と、前記幅方向の前記負方向に前記第4孔部又は前記第4バーリング孔部を見て、反時計回りで7時に相当する部分と、の間の部分に連絡する請求項2に記載のアーム部材の製造方法。
【請求項4】
前記成形工程は、前記後段成形工程として、カール成形工程を更に含み、
前記カール成形工程では、前記曲げ成形部材に対して、前記第1側壁における前記上下方向の前記負方向の側の端部、及び前記第2側壁における前記上下方向の前記負方向の側の端部を、前記幅方向で対向するように曲げ、対応して第1折曲げ壁及び第2折曲げ壁を有したカール成形部材を得ると共に、前記延在部は、前記カール成形部材及び前記母材残部の間を延在し、
前記カール成形部材に対しては、前記第1延在部は、前記第1外周縁端部に対し、前記連結壁の前記長手方向の前記負方向の側の一方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記長手方向の前記負方向の側の一方の端部と、の間の部分に連絡し、前記第2延在部は、前記第2外周縁端部に対し、前記連結壁の前記一方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記一方の端部と、の部分に連絡し、前記第3延在部は、前記第3外周縁端部に対し、前記連結壁の前記長手方向の前記正方向の側の他方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記長手方向の前記正方向の側の他方の端部と、の間の部分に連絡し、前記第4延在部は、前記第4外周縁端部に対し、前記連結壁の前記他方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記他方の端部と、の間の部分に連絡する請求項2に記載のアーム部材の製造方法。
【請求項5】
前記曲げ成形部材に対しては、前記第1延在部は、前記第1外周縁端部に対し、前記幅方向の前記正方向に前記第1孔部又は前記第1バーリング孔部を見て、反時計回りに2時から6時の間の部分に連絡し、前記第2延在部は、前記第2外周縁端部に対し、前記幅方向の前記負方向に前記第2孔部又は前記第2バーリング孔部を見て、時計回りに2時から6時の間の部分に連絡し、前記第3延在部は、前記第3外周縁端部に対し、前記幅方向の前記正方向に前記第3孔部又は前記第3バーリング孔部を見て、時計回りに2時から6時の間の部分に連絡し、前記第4延在部は、前記第4外周縁端部に対し、前記幅方向の前記負方向に前記第4孔部又は前記第4バーリング孔部を見て、反時計回りに2時から6時の間の部分に連絡する請求項3又は4に記載のアーム部材の製造方法。
【請求項6】
前記ブランク成形部材は、前記ピアス成形部材における前記第1孔部、前記第2孔部、前記第3孔部及び前記第4孔部が形成される部分に各々対応して、第1拡張板部、第2拡張板部、第3拡張板部及び第4拡張板部を有し、
前記フォーム成形工程において、前記ブランク成形部材に対し、第1拡張板部及び第2拡張板部の間に第1位置決め部材を配すると共に、第3拡張板部及び第4拡張板部の間に第2位置決め部材を配し、前記長手方向及び前記幅方向の少なくとも一方における前記ブランク成形部材の位置決めを行う請求項5に記載のアーム部材の製造方法。
【請求項7】
前記成形工程は、前記後段成形工程として、バーリング調整工程を更に含み、
バーリング調整工程では、前記第1バーリング孔部、前記第2バーリング孔部、前記第3バーリング孔部及び前記第4バーリング孔部の各々のフランジを前記上下方向及び前記幅方向の少なくとも一方から押さえながら、前記第1バーリング孔部、前記第2バーリング孔部、前記第3バーリング孔部及び前記第4バーリング孔部の構成を調整する請求項3又は4に記載のアーム部材の製造方法。
【請求項8】
前記切り離し工程では、前記曲げ成形部材又は前記後段成形部材に対して、第1切断部材を前記第1外周縁端部に当接しながら前記幅方向の正方向側に移動して、前記第1延在部の一部を切断し、第2切断部材を前記第2外周縁端部に当接しながら前記幅方向の負方向側に移動して、前記第2延在部の一部を切断し、第3切断部材を前記第3外周縁端部に当接しながら前記幅方向の正方向側に移動して、前記第3延在部の一部を切断すると共に、第4切断部材を前記第4外周縁端部に当接しながら前記幅方向の負方向側に移動して、前記第4延在部の一部を切断する請求項3又は4に記載のアーム部材の製造方法。
【請求項9】
前記曲げ成形工程では、前記第1側壁及び前記第2側壁が前記連結壁から起立される際に、前記第1延在部及び前記第3延在部は、前記第1側壁における前記上下方向の前記負方向の側の端部側に向かって各々折曲げられ、前記第2延在部及び前記第4延在部は、前記第2側壁における前記上下方向の前記負方向の側の端部側に向かって各々折曲げられる請求項3又は4に記載のアーム部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーム部材の製造方法に関し、特に、自動車等の車両の構成部品として適用されるアーム部材の製造方法に関するものである。
続きを表示(約 4,800 文字)
【背景技術】
【0002】
従来より、自動車等の車両において、エンジン・ミッション側の構成部品や車輪のばね下側の構成部品と車体側の構成部品との間に介在させるマウント部材やブッシュ部材等のインシュレータ部材をその支持部材に装着するものとして、アーム部材が使用されている。また、かかるアーム部材の量産時の製造方法として、いわゆるプログレ方式の成形工程を含むものがある。
【0003】
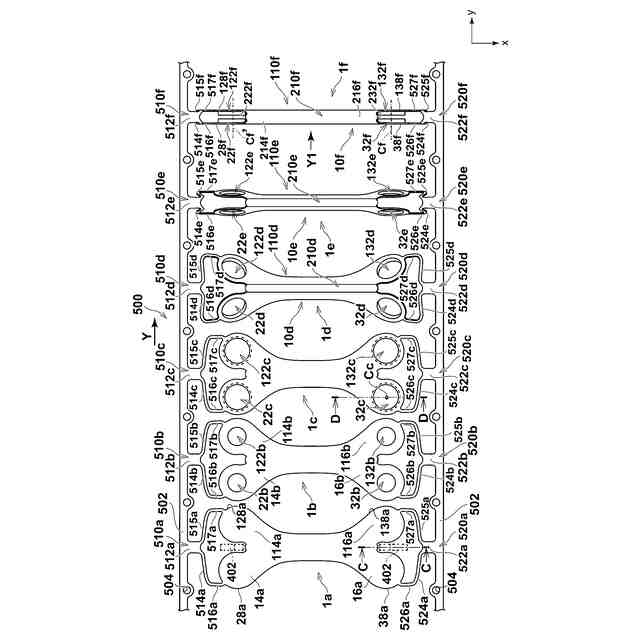
かかる状況下で、特許文献1は、アーム部材1の製造方法に関し、加工対象部材である板状の母材500から、長手方向の両端部においてそれらから各々外方に延在する延在部300aを有した板状のブランク成形部材1a、及び母材500において延在部300aを有するブランク成形部材1aが形成された部分の残部である母材残部502を得るブランク成形工程と、ブランク成形部材1aからバーリング成形部材1bを得るバーリング成形工程と、バーリング成形部材1bから曲げ成形部材1dを得る曲げ成形工程と、長手方向の両端部の各々の延在部300dを切断して切り離し成形部材1eを得る切り離し工程と、を備えることを開示する。
【先行技術文献】
【特許文献】
【0004】
国際公開第2020/116320号
【発明の概要】
【発明が解決しようとする課題】
【0005】
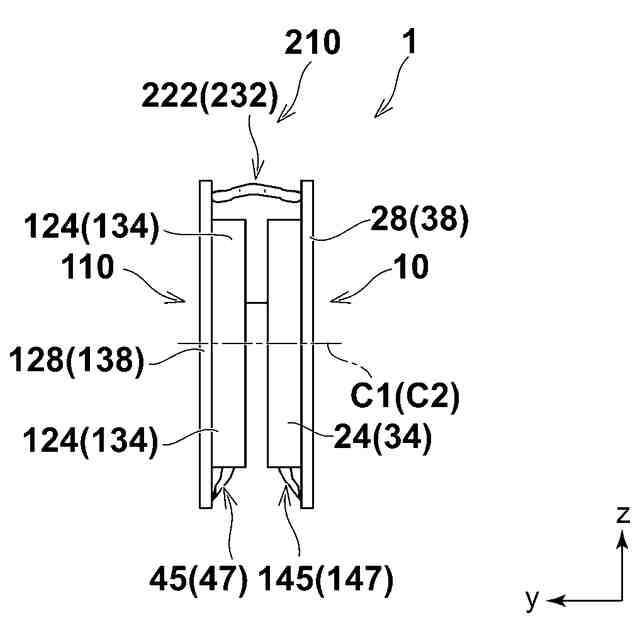
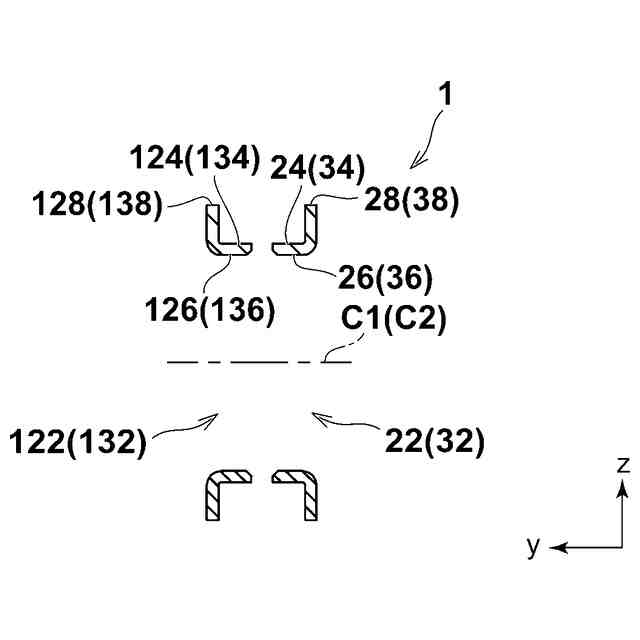
しかしながら、本発明者の検討によれば、特許文献1の構成においては、典型的には、曲げ成形部材1dの連結壁210dの長手方向の両端部の各々の延在部300dを切断して、曲げ成形部材1dから延在部300dを切り離した状態の切り離し成形部材1eを得るものであるが、延在部300dは、バーリング孔部22d及びバーリング孔部32dが対応して形成された第1側壁10d及び第2側壁110dに挟まれた連結壁210dの長手方向の一端部や、バーリング孔部122d及びバーリング孔部132dが対応して形成された第1側壁10d及び第2側壁110dに挟まれた連結壁210dの長手方向の他端部に向け、第1側壁10d及び第2側壁110dの間の空間を延在し、連結壁210dの一端部や他端部に連絡するものであるため、延在部300dが延在可能な空間は相対的に狭く、連結壁210dの幅方向における延在部300dによる成形部材の支持剛性を高めるために、その幅や本数を増やすことには一定の限界があると考えられる。また、これに関連して、延在部300dを切断するために確保し得る空間も相対的に狭く、切断反力を受ける部材の設計が煩雑となり、切断部材を移動する方向も限定的となることが考えられる。
【0006】
本発明は、以上の検討を経てなされたもので、母材から成形された成形部材と母材桟部とを接続する延在部を切断する際に実用上充分な切断性を確保しながら、延在部に高い支持剛性で成形部材を支持させることができるアーム部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
以上の目的を達成すべく、本発明の第1の局面は、板状の母材を用い、成形部材、延在部、並びに前記母材において前記成形部材及び前記延在部材以外の部分である母材残部を伴う成形工程を有して、長手方向に延在するアーム部材を製造する製造方法であって、前記成形工程は、前記成形部材に含まれる曲げ成形部材を得る曲げ成形工程、又は前記曲げ成形工程に加えて前記曲げ成形工程よりも後段で前記成形部材に含まれる後段成形部材を得る後段成形工程を含み、前記曲げ成形部材又は前記後段成形部材は、前記長手方向に直交する幅方向で互いに対向する第1側壁及び第2側壁を有し、前記第1側壁において前記長手方向の一方の側に形成された第1孔部と、前記第2側壁において前記長手方向の前記一方の側に形成された第2孔部と、は互いに対向し、前記第1側壁において前記長手方向の他方の側に形成された第3孔部と、前記第2側壁において前記長手方向の前記他方の側に形成された第4孔部と、は互いに対向し、前記曲げ成形部材又は前記後段成形部材に対しては、前記延在部は、前記第1側壁における前記第1孔部に対する外周縁端部である第1外周縁端部に連絡する第1延在部と、前記第2側壁における前記第2孔部に対する外周縁端部である第2外周縁端部に連絡する第2延在部と、前記第1側壁における前記第3孔部に対する外周縁端部である第3外周縁端部に連絡する第3延在部と、前記第2側壁における前記第4孔部に対する外周縁端部である第4外周縁端部に連絡する第4延在部と、を含み、前記曲げ成形部材又は前記後段成形部材に対する前記延在部を切断して、前記曲げ成形部材又は前記後段成形部材と前記母材残部とを切り離し、切り離し成形部材を得る切り離し工程を更に備え、前記切り離し工程では、前記曲げ成形部材又は前記後段成形部材に対して、前記第1外周縁端部の側で前記第1延在部の一部を切断すると共に、前記第2外周縁端部の側で前記第2延在部の一部を切断し、かつ、前記第3外周縁端部の側で前記第3延在部の一部を切断すると共に、前記第4外周縁端部の側で前記第4延在部の一部を切断するアーム部材の製造方法である。
【0008】
また、本発明の第2の局面におけるアーム部材の製造方法では、第1の局面に加え、
前記成形工程は、前記曲げ成形工程及び前記切り離し工程の前段において、前記曲げ成形工程に加え前記成形部材に含まれるブランク成形部材を得るブランク成形工程及び前記成形部材に含まれるピアス成形部材を得るピアス成形工程、前記曲げ成形工程、前記ブランク成形工程及び前記ピアス成形工程に加え前記ブランク成形工程及び前記ピアス成形工程の間で前記成形部材に含まれるフォーム成形部材を得るフォーム成形工程、又は前記曲げ成形工程、前記ブランク成形工程及び前記ピアス成形工程に加え前記ピアス成形工程及び前記曲げ成形工程の間で前記成形部材に含まれるバーリング成形部材を得るバーリング成形工程を更に含み、又は前記成形工程は、前記ブランク成形工程、前記フォーム成形工程、前記ピアス成形工程、前記バーリング成形工程、及び前記曲げ成形工程を含み、前記ブランク成形工程では、前記母材から、前記ブランク成形部材、前記延在部及び前記母材残部を得ると共に、前記延在部は、前記ブランク成形部材及び前記母材残部の間を延在して連絡し、前記フォーム成形工程では、前記ブランク成形部材の形状を更に成形した前記フォーム成形部材を得ると共に、前記延在部は、前記フォーム成形部材及び前記母材残部の間を延在して連絡し、前記ピアス成形工程では、前記ブランク成形部材又は前記フォーム成形部材において、前記長手方向の前記両端部の内の負方向の側である前記一方の側で、前記幅方向の負方向の側である一端部側に前記第1孔部を形成し、前記幅方向の正方向の側である他端部側に前記第2孔部を形成し、前記長手方向の前記両端部の内の正方向側である前記他方の側で、前記幅方向の前記負方向の側である一端部側に前記第3孔部を形成し、前記幅方向の前記正方向の側である他端部側に前記第4孔部を形成した前記ピアス成形部材を得ると共に、前記延在部は、前記ピアス成形部材及び前記母材残部の間を延在して連絡し、前記バーリング成形工程では、前記ピアス成形部材の前記第1孔部、前記第2孔部、前記第3孔部及び前記第4孔部を、対応して、第1バーリング孔部、第2バーリング孔部、第3バーリング孔部及び第4バーリング孔部に成形した前記バーリング成形部材を得ると共に、前記延在部は、前記バーリング成形部材及び前記母材残部の間を延在して連絡し、前記曲げ成形工程では、前記ピアス成形部材又は前記バーリング成形部材に対し、前記第1孔部又は第1バーリング孔部が形成された部分及び前記第2孔部又は第2バーリング孔部が形成された部分間の中間部、並びに前記第3孔部又は第3バーリング孔部が形成された部分及び前記第4孔部又は前記第4バーリング孔部が形成された部分間の中間部を前記長手方向に連絡する壁部を連結壁とし、前記連結壁から前記長手方向及び前記幅方向に直交する上下方向の負方向に起立されると共に、前記第1孔部又は第1バーリング孔部が形成された前記部分及び前記第3孔部又は第3バーリング孔部が形成された前記部分を前記長手方向に連絡する壁部を第1側壁とし、前記幅方向で前記第1側壁に対向するように前記連結壁から前記上下方向の前記負方向に起立されると共に、前記第2孔部又は第2バーリング孔部が形成された前記部分及び前記第4孔部又は第4バーリング孔部が形成された前記部分を前記長手方向に連絡する壁部を第2側壁とした前記曲げ成形部材を得ると共に、前記延在部は、前記曲げ成形部材及び前記母材残部の間を延在して連絡するものである。
【0009】
また、本発明の第3の局面におけるアーム部材の製造方法では、第2の局面に加え、前記曲げ成形部材に対しては、前記第1延在部は、前記第1外周縁端部に対し、前記連結壁の前記長手方向の前記負方向の側の一方の端部と、前記幅方向の前記正方向に前記第1孔部又は前記第1バーリング孔部を見て、反時計回りで7時に相当する部分と、の間の部分に連絡し、前記第2延在部は、前記第2外周縁端部に対し、前記連結壁の前記一方の端部と、前記幅方向の前記負方向に前記第2孔部又は前記第2バーリング孔部を見て、時計回りで7時に相当する部分と、の部分に連絡し、前記第3延在部は、前記第3外周縁端部に対し、前記連結壁の前記長手方向の前記正方向の側の他方の端部と、前記幅方向の前記正方向に前記第3孔部又は前記第3バーリング孔部を見て、時計回りで7時に相当する部分と、の間の部分に連絡し、前記第4延在部は、前記第4外周縁端部に対し、前記連結壁の前記他方の端部と、前記幅方向の前記負方向に前記第4孔部又は前記第4バーリング孔部を見て、反時計回りで7時に相当する部分と、の間の部分に連絡するものである。
【0010】
また、本発明の第4の局面におけるアーム部材の製造方法では、第2の局面に加え、前記成形工程は、前記後段成形工程として、カール成形工程を更に含み、前記カール成形工程では、前記曲げ成形部材に対して、前記第1側壁における前記上下方向の前記負方向の側の端部、及び前記第2側壁における前記上下方向の前記負方向の側の端部を、前記幅方向で対向するように曲げ、対応して第1折曲げ壁及び第2折曲げ壁を有したカール成形部材を得ると共に、前記延在部は、前記カール成形部材及び前記母材残部の間を延在し、前記カール成形部材に対しては、前記第1延在部は、前記第1外周縁端部に対し、前記連結壁の前記長手方向の前記負方向の側の一方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記長手方向の前記負方向の側の一方の端部と、の間の部分に連絡し、前記第2延在部は、前記第2外周縁端部に対し、前記連結壁の前記一方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記一方の端部と、の部分に連絡し、前記第3延在部は、前記第3外周縁端部に対し、前記連結壁の前記長手方向の前記正方向の側の他方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記長手方向の前記正方向の側の他方の端部と、の間の部分に連絡し、前記第4延在部は、前記第4外周縁端部に対し、前記連結壁の前記他方の端部と、前記第1折曲げ壁及び前記第2折曲げ壁の各々の前記他方の端部と、の間の部分に連絡するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ