TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025037207
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023159223
出願日
2023-09-05
発明の名称
棒鋼連続引抜装置
出願人
個人
代理人
主分類
B21C
1/28 20060101AFI20250310BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ドラム巻き棒鋼の圧延素材の大型化により、連続引抜装置において、引抜ストローク及び引抜力の大型化のため、対応可能な棒鋼連続引抜装置が必要となった。
【解決手段】棒鋼連続引抜装置で、引抜台車A5及び引抜台車B6を引抜ストロークが大きく取れる引抜ローラチエーンA7及び引抜ローラチエーンB8で引抜駆動とし、直列に配列する。引抜台車A5及び引抜台車B6を交互引抜運転での連続引抜より、1ストローク当たりの引抜ストロークを大とし、引抜台車A5及び引抜台車B6を同時引抜運転での引抜力を2倍とした。
同時引抜運転時は接続梁を取り付ける。
【選択図】図1
特許請求の範囲
【請求項1】
棒鋼引抜装置において、ローラチエーンによる引抜駆動される引抜台車A及び引抜台車Bを直列に配列し、交互又は同時に引抜運転を実施する棒鋼連続引抜装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドラム巻き棒鋼の圧延素材の大型化により、棒鋼連続引抜装置において、引抜ストロークを大きく取れる引抜ローラチエーン駆動される引抜台車A及び引抜台車Bを直列に配列し、交互引抜運転により、1ストローク当たりの引抜長を大とし、同時引抜運転により、引抜力を2倍とする、棒鋼連続引抜装置である。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来の棒鋼連続引抜装置に対して、ドラム巻き棒鋼の圧延素材の大型化に対応するために、1ストローク当たりの引抜長を大とし、引抜力を大きくしたもの。
【従来技術】
【0003】
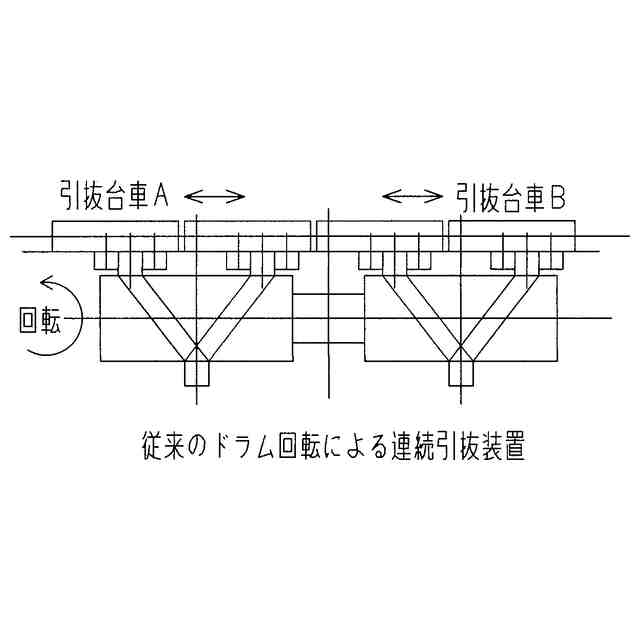
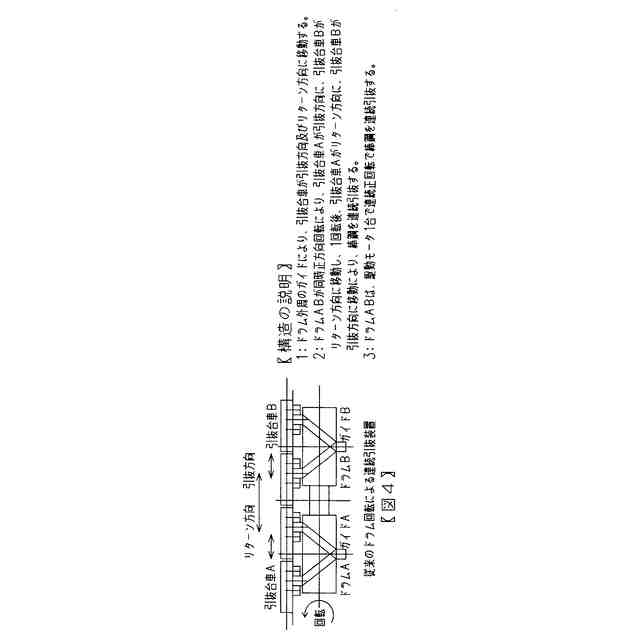
図4:ドラム回転による連続引抜装置
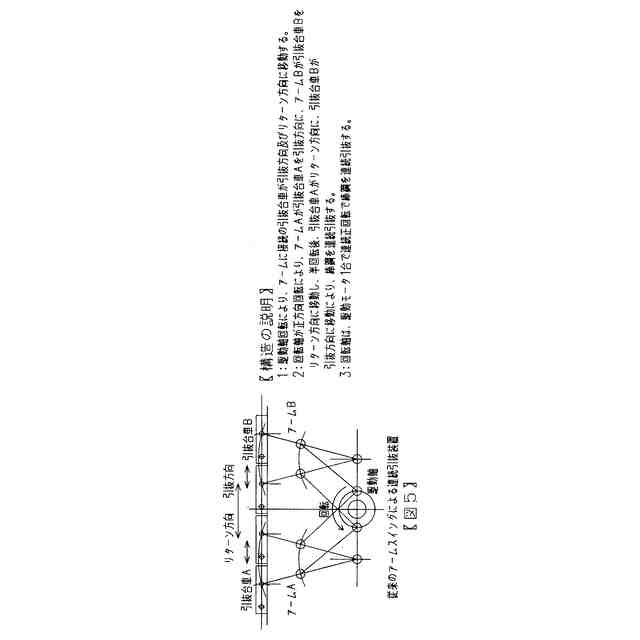
図5:アームスイングによる連続引抜装置
【発明の開示】
【発明が解決しようとする課題】
【0004】
ドラム巻き棒鋼の圧延素材の連続引抜装置において、従来のドラム式及びアームスイング式は、ストローク当たりの引抜長さに制限が有り、共にモータ1台での駆動のため、引抜力の制限がある。本発明はこの課題を解決するためになされたものである。
【課題を解決するための手段】
【0005】
棒鋼連続引抜装置で、引抜台車A5及び引抜台車B6を引抜ストロークが大きく取れる引抜ローラチエーンA7及び引抜ローラチエーンB8で単独引抜駆動とし、直列に配列する。引抜台車A5及び引抜台車B6を交互引抜運転での連続引抜により、1ストローク当たりの引抜ストロークを大とし、引抜台車A5及び引抜台車B6を同時引抜運転での引抜力を2倍とした。同時引抜運転時は、接続梁を取り付ける。
【発明の効果】
【0006】
棒鋼連続引抜装置において、引抜台車A及び引抜台車Bを単独ローラチエーン駆動とし、交互引抜運転で、引抜ストロークを大きくし、同時引抜運転で引抜力が2倍となる。
以下、本発明の実施形態について説明する。
(イ).棒鋼引抜装置に引抜台車A及び引抜台車Bを単独駆動とし、直列に配列により、交互引抜運転及び同時引抜運転が可能な構造とした。
【 実施例】
【0007】
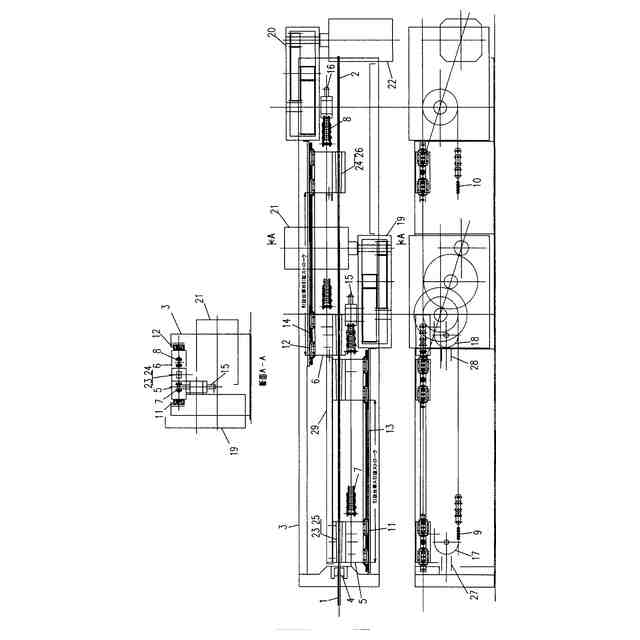
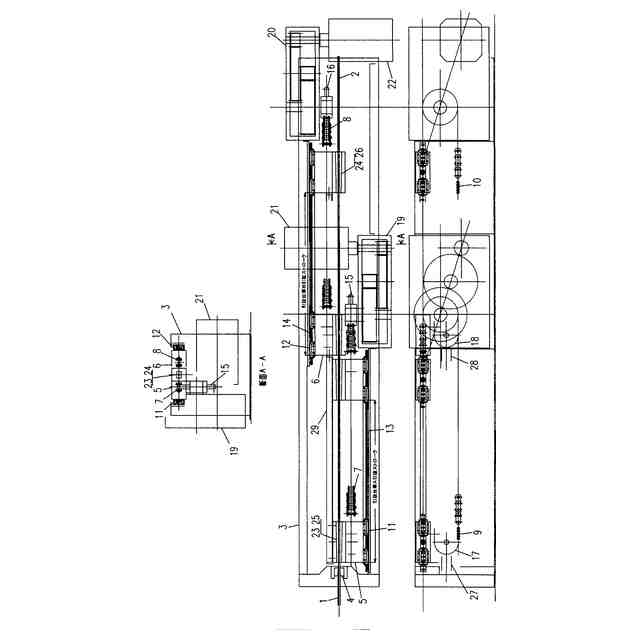
図1は棒鋼連続引抜装置の全体平面図、正面側面図及び断面A-A図を図示す。
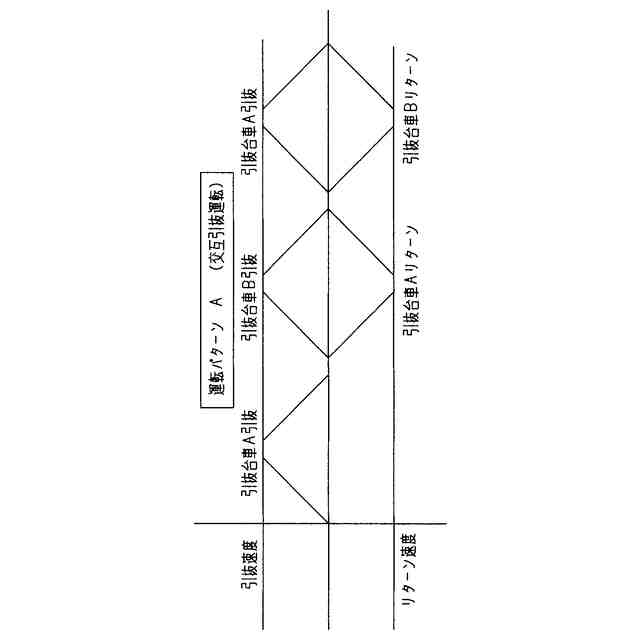
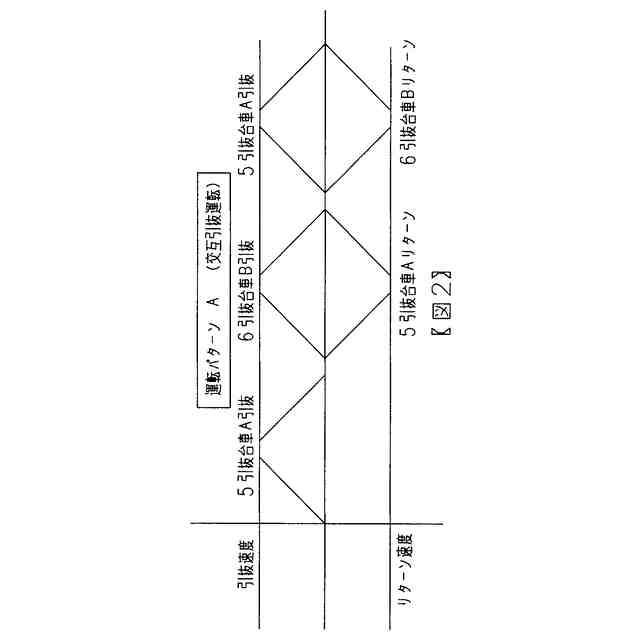
図2は引抜台車A及び引抜台車Bの運転パターンA(交互引抜運転)状態を図示し、
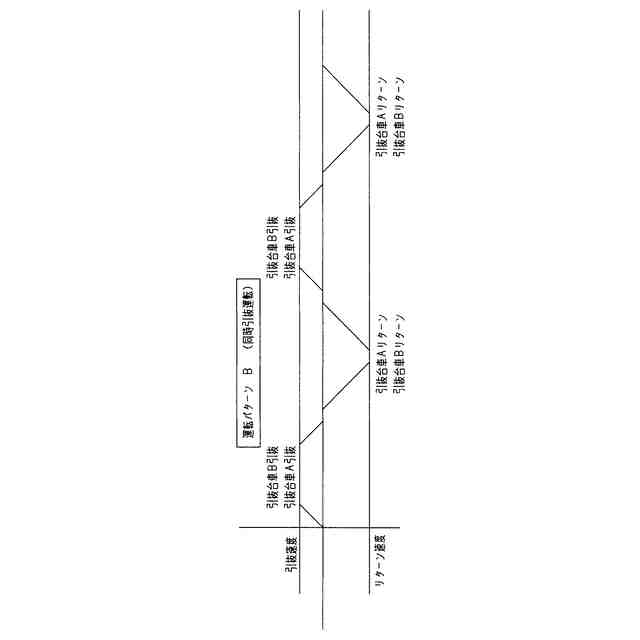
図3は引抜台車A及び引抜台車Bの運転パターンB(同時引抜運転)状態を図示す。
【0008】
図1において、引抜素材1、引抜磨材2、棒鋼引抜装置本体3、ダイス4の配置を平面図に示す。平面図において、引抜台車A5及び引抜台車B6を直列に配列を示す。
正面側面図及び断面A-Aにおいて、引抜台車A5及び引抜台車B6の駆動装置の配置を図示す。
【0009】
図1の平面図、正面側面図及び断面A-Aにおいて、引抜台車A5の駆動装置に、駆動モータA21、減速機A19、引抜スプロケットA15、引抜ローラチエーンA7 リターンローラチエーンA9、LHガイドA11、LHレールA13、リターンスプロケットA17、チエーン張り処置A27を配置する。引抜磨材2を引抜くための引抜グリッパA23及びグリッパ開閉装置A25を引抜台車本体に取り付ける。
【0010】
図1の平面図、正面側面図及び断面A-Aにおいて、引抜台車B6の駆動装置に、駆動モータB22、減速機B20、引抜スプロケットB16、引抜ローラチエーンB8 リターンローラチエーンB10、LHガイドB12、LHレールB14、リターンスプロケットB18、チエーン張り処置B28を配置する。引抜磨材2を引抜くための引抜グリッパB24及びグリッパ開閉装置B26を引抜台車本体に取り付ける。
引抜台車A5と引抜台車B6を同時引抜運転時に取付ける接続梁29を配置している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
16日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
トヨタ紡織株式会社
プレス金型
7か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社アマダ
曲げ金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
7か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
8か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
フジテック株式会社
金属棒曲げ工具
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5か月前
株式会社不二越
転造加工用平ダイス
8か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
ユニプレス株式会社
プレス加工装置
4か月前
株式会社吉野機械製作所
プレス機械
5か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
株式会社アマダ
プレスブレーキ
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































