TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009813
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2024061032
出願日
2024-04-04
発明の名称
転造装置
出願人
株式会社三明製作所
代理人
個人
,
個人
,
個人
主分類
B21H
1/00 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
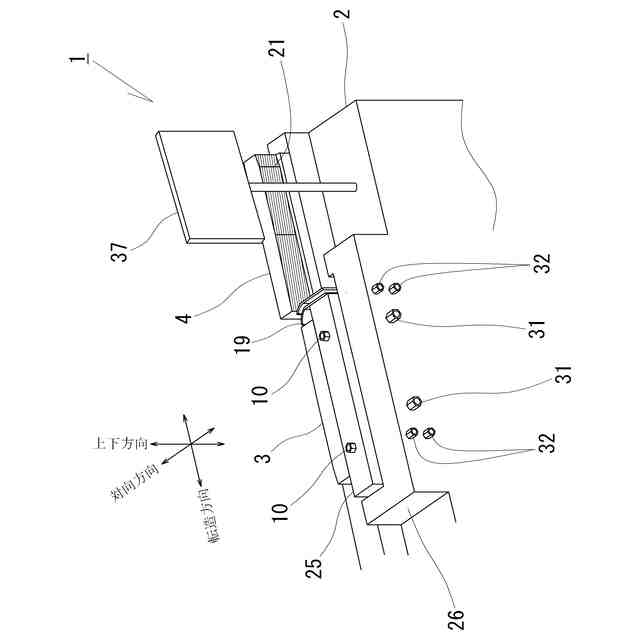
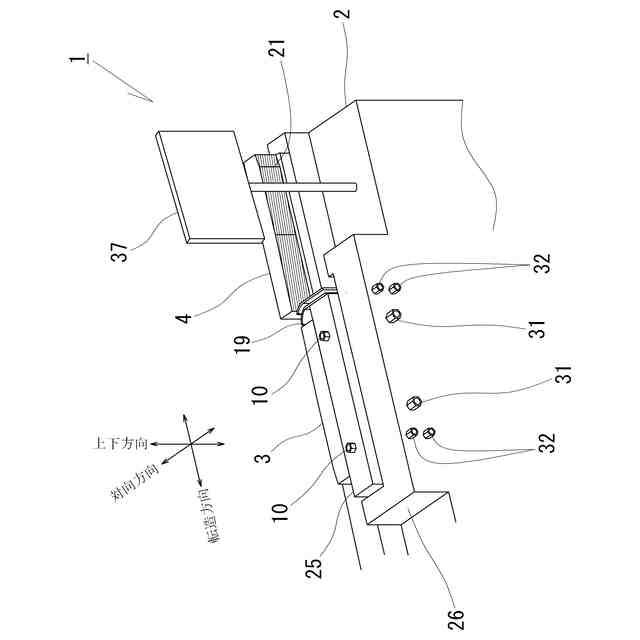
【課題】固定平ダイスと移動平ダイスとの相対位置の補正を簡便に行うことのできる転造装置を提供する。
【解決手段】転造装置1は、母材に固定側条痕と移動側条痕とを形成してテストピースを得る制御内容と、固定側条痕の仮想溝中心線と移動側条痕の溝中心線との位置ずれ量の入力を受け付けて、該位置ずれ量に基づいて移動平ダイス4を上死点に補正すべき補正移動量を算出して出力する制御内容を備える。さらに、テストピースの固定側条痕と移動側条痕との食い込み深さの入力を受け付けて出力する制御内容を備える。かかる構成によれば、前記位置ずれ量に基づいて移動平ダイス4の上死点を容易に位置調整できると共に、前記食い込み深さに基づいて固定平ダイス3の対向方向位置を容易に位置調整できる。
【選択図】図1
特許請求の範囲
【請求項1】
ベース台上に固定されており、固定側転造面部を有する固定平ダイスと、
前記ベース台上を転造方向に沿って往復移動自在に配されており、転造時に前記固定側転造面部に対向する移動側転造面部を有する移動平ダイスと、
を備えた転造装置において、
前記移動平ダイスの上死点の位置を、手動操作により前記転造方向に沿って位置調整させる上死点位置調整手段と、
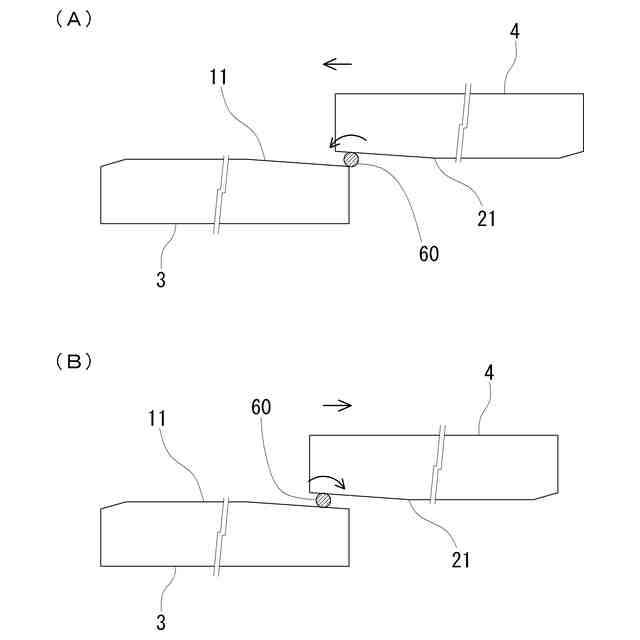
前記移動平ダイスを、前記上死点の位置から前記転造方向に沿って所定量だけ移動させて母材を半回転させる当該移動平ダイスの往動動作と、当該移動平ダイスを該上死点の位置へ復帰させる当該移動平ダイスの復動動作とを自動制御することにより、前記母材に前記固定側転造面部に基づく溝状の固定側条痕と前記移動側転造面部に基づく溝状の移動側条痕とがそれぞれ形成されたテストピースを得る制御内容を具備するテスト移動制御手段と、
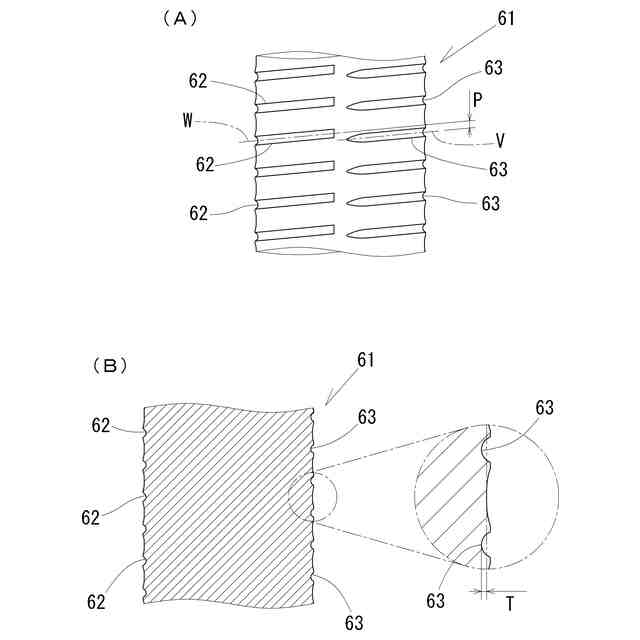
前記テストピースを正面視した状態で前記固定側条痕の溝中心線を延長してなる仮想溝中心線上に前記移動側条痕の溝中心線が位置している状態を移動側条痕の適正位置として、前記テストピースの軸に沿った方向において前記適正位置に対する前記移動側条痕の位置ずれ量の入力を受け付ける位置ずれ量入力手段と、
入力された位置ずれ量に基づいて、前記移動平ダイスの適正な上死点の位置までの距離を前記移動平ダイスの補正移動量として算出する制御内容を具備する補正移動量算出制御手段とを備えており、
さらに、前記固定平ダイスと前記移動平ダイスとの少なくとも一方が、前記固定側転造面部と前記移動側転造面部とが向き合う対向方向に沿って位置変換可能に配されており、
前記固定平ダイスと前記移動平ダイスとの前記対向方向の相対的な位置を、手動操作により位置調整させる対向位置調整手段と、
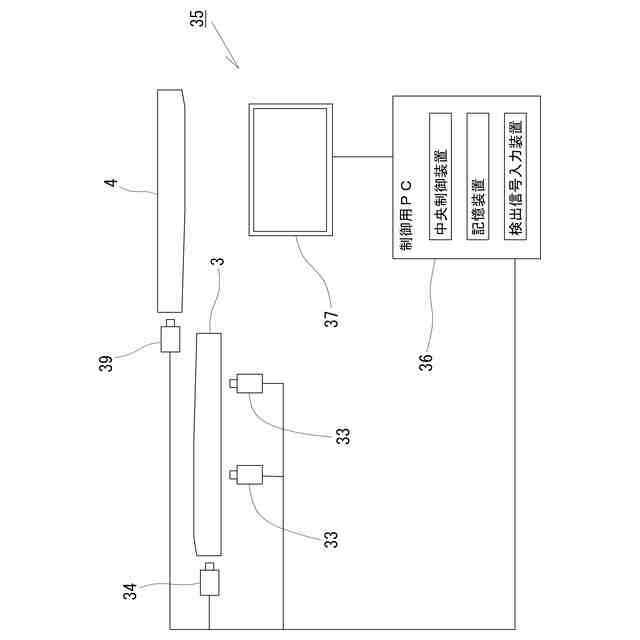
前記固定平ダイスと前記移動平ダイスとの前記対向方向の相対位置を検出する対向位置検出手段と、
前記テスト移動制御手段により得た前記テストピースの前記固定側条痕と前記移動側条痕とにおける該テストピースの径方向の食い込み深さの入力を受け付ける食い込み入力出手段と、
前記補正移動量算出制御手段により算出された補正移動量と、前記対向位置検出手段により検出された前記対向方向の相対位置に基づく対向位置情報と、前記食い込み深さ入力手段で入力を受け付けた食い込み深さとを出力する調整値出力手段と
を備える
ことを特徴とする転造装置。
続きを表示(約 400 文字)
【請求項2】
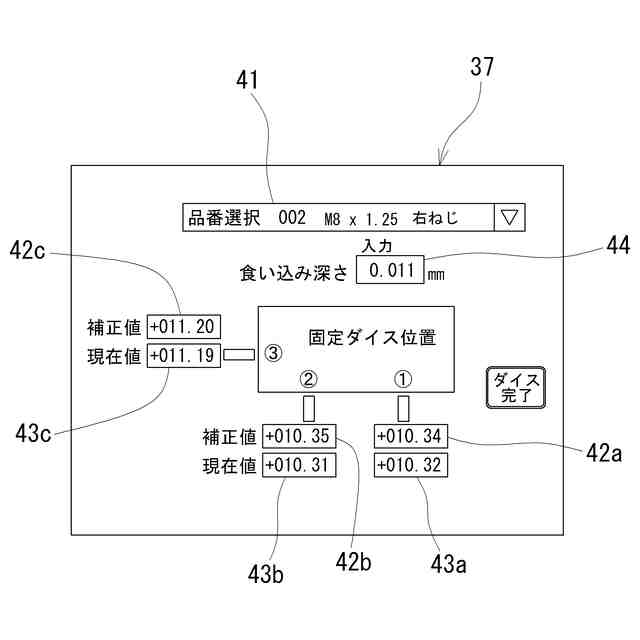
前記調整値出力手段は、
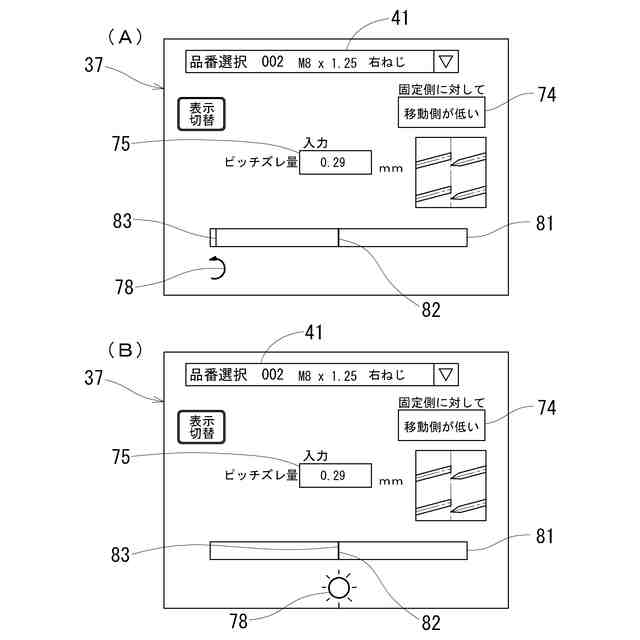
前記食い込み深さ入力手段で入力を受け付けた食い込み深さを、所定の表示部に表示する制御内容と、
前記対向位置情報を、前記対向位置調整手段による前記対向方向への相対位置の位置調整に応じて、前記表示部に逐次表示する制御内容と
を具備する
請求項1に記載の転造装置。
【請求項3】
前記調整値出力手段は、所定の表示部に移動量対応図形部を表示するものであり、
前記補正移動量算出制御手段は、
前記補正移動量を、前記移動平ダイスにおける前記転造方向並びに前記固定側転造面部及び前記移動側転造面部の対向する対向方向に各々直交する方向に沿った移動量に応じた前記移動量対応図形部を生成し、生成した前記移動量対応図形部を前記調整値出力手段に出力させる制御内容を具備する
請求項1又は請求項2に記載の転造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主にねじの転造に用いられる転造装置であって、固定平ダイスと移動平ダイスの相対位置の補正を行うことのできる転造装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来から、例えば特許文献1に開示されている転造圧監視装置のような、母材に加わる転造圧を監視し、転造が適切に行われたか否かを判定するものが知られている。
【先行技術文献】
【特許文献】
【0003】
特開2021-175576号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
転造装置において固定平ダイスと移動平ダイスの相対位置は精密さが求められる。具体的には、固定平ダイス側で形成された塑性変形跡と移動平ダイス側で形成された塑性変形跡とが一致する必要がある。特にねじの転造にあっては、前記塑性変形跡がずれると転造加工品が製品として成り立たない場合がある。
【0005】
従来であれば、固定平ダイスと移動平ダイスとの位置の補正は熟練者に頼る部分が大きく、それであっても複数回のテストを繰り返さなければならなかった。
【0006】
そこで本発明は、固定平ダイスと移動平ダイスとの相対位置の補正を簡便に行うことのできる転造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、ベース台上に固定されており、固定側転造面部を有する固定平ダイスと、前記ベース台上を転造方向に沿って往復移動自在に配されており、転造時に前記固定側転造面部に対向する移動側転造面部を有する移動平ダイスと、を備えた転造装置において、前記移動平ダイスの上死点の位置を、手動操作により前記転造方向に沿って位置調整させる上死点位置調整手段と、前記移動平ダイスを、前記上死点の位置から前記転造方向に沿って所定量だけ移動させて母材を半回転させる当該移動平ダイスの往動動作と、当該移動平ダイスを該上死点の位置へ復帰させる当該移動平ダイスの復動動作とを自動制御することにより、前記母材に前記固定側転造面部に基づく溝状の固定側条痕と前記移動側転造面部に基づく溝状の移動側条痕とがそれぞれ形成されたテストピースを得る制御内容を具備するテスト移動制御手段と、前記テストピースを正面視した状態で前記固定側条痕の溝中心線を延長してなる仮想溝中心線上に前記移動側条痕の溝中心線が位置している状態を移動側条痕の適正位置として、前記テストピースの軸に沿った方向において前記適正位置に対する前記移動側条痕の位置ずれ量の入力を受け付ける位置ずれ量入力手段と、入力された位置ずれ量に基づいて、前記移動平ダイスの適正な上死点の位置までの距離を前記移動平ダイスの補正移動量として算出する制御内容を具備する補正移動量算出制御手段とを備えており、さらに、前記固定平ダイスと前記移動平ダイスとの少なくとも一方が、前記固定側転造面部と前記移動側転造面部とが向き合う対向方向に沿って位置変換可能に配されており、前記固定平ダイスと前記移動平ダイスとの前記対向方向の相対的な位置を、手動操作により位置調整させる対向位置調整手段と、前記固定平ダイスと前記移動平ダイスとの前記対向方向の相対位置を検出する対向位置検出手段と、前記テスト移動制御手段により得た前記テストピースの前記固定側条痕と前記移動側条痕とにおける該テストピースの径方向の食い込み深さの入力を受け付ける食い込み入力出手段と、前記補正移動量算出制御手段により算出された補正移動量と、前記対向位置検出手段により検出された前記対向方向の相対位置に基づく対向位置情報と、前記食い込み深さ入力手段で入力を受け付けた食い込み深さとを出力する調整値出力手段とを備えることを特徴とする転造装置である。
【0008】
かかる構成にあっては、まず前記テスト移動制御手段によって母材に対して所要範囲で条痕を形成させ、かかる条痕が固定側条痕と移動側条痕で構成されているテストピースを得る。そして、前記テストピースに形成された前記固定側条痕と前記移動側条痕との位置ずれ量を前記位置ずれ量入力手段を用いて入力する。すると前記補正移動量算出制御手段により、前記適正位置が得られる移動平ダイスの位置までの補正移動量が算出され、算出された補正移動量が調整値出力手段により出力される。この補正移動量に基づいて、上死点位置調整手段で移動平ダイスの上死点の位置を位置調整することにより、該上死点の位置を、固定側条痕と移動側条痕とを一致させる適正な位置とできる。なお、本発明において各条痕を形成するべく母材を半回転させる所定量としては、母材を略半回転させる構成が提案され、具体的には、母材が半回転する構成であってもよいし、各条痕が過剰に重複して測定不能とならない程度に母材がわずかに半回転を超えるところまで回転する構成であってもよいし、各条痕が重複しない程度に母材がわずかに半回転を超えないところまで回転する構成であってもよい。好ましくは、各条痕が重複しない程度に母材がわずかに半回転を超えないところまで回転する構成である。また、母材の回転方向は、特に正逆を問わない。
【0009】
さらに、前記テストピースに形成された固定側条痕と移動側条痕との食い込み深さと、この固定側条痕と移動側条痕とを形成した際における固定平ダイスと移動平ダイスとの対向位置情報とに基づいて、対向位置調整手段で固定平ダイスと移動平ダイスとの対向方向の相対位置を調整することにより、該対向方向の相対位置を適正な食い込み深さとなる位置にできる。ここで、食い込み深さによりねじのピッチと転造圧力(転造加工時における固定平ダイスと移動平ダイスとによる圧力)とが定まることから、適正な食い込み深さとすることにより該ねじのピッチ合わせと転造圧力の適正化とを行うことができる。これにより、高い精度でねじのピッチを合わせることができるため、ピッチの成形不良の発生を抑制できると共に、適正な転造圧力で転造加工することができるため、転造加工中の滑りの発生を抑制でき、該滑りによる成形不良の発生を抑制できる。このように食い込み深さを適正とすることにより、転造加工における成形不良の発生確率(以下、成形不良率という)を低減できる。
【0010】
このように本発明の構成は、テストピースに形成した固定側条痕と移動側条痕とに基づいて、移動平ダイスの上死点の位置を調整すると共に該移動平ダイスと固定平ダイスとの対向方向の相対位置を調整することにより、ねじの転造加工精度を高めることができ、かつ成形不良率を低減できる。そして、本構成では、移動平ダイスの上死点の位置を前記補正移動量に従って調整できると共に、前記対向方向の相対位置を対向位置情報と食い込み深さとによって調整できることから、こうした調整を作業者の経験や勘に頼ること無く行うことができると共に、該調整の作業に要する負担を軽減できる。したがって、ねじを所望の製品規格に高精度で安定して成形でき、優れた品質のねじを安定して製造することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ