TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025038360
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023144915
出願日
2023-09-07
発明の名称
接合装置
出願人
トックス プレソテクニック株式会社
代理人
個人
主分類
B21D
39/00 20060101AFI20250312BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コの字型などの複雑な形状のワークの側面に接合部材を接合させることができる接合装置を提供する。
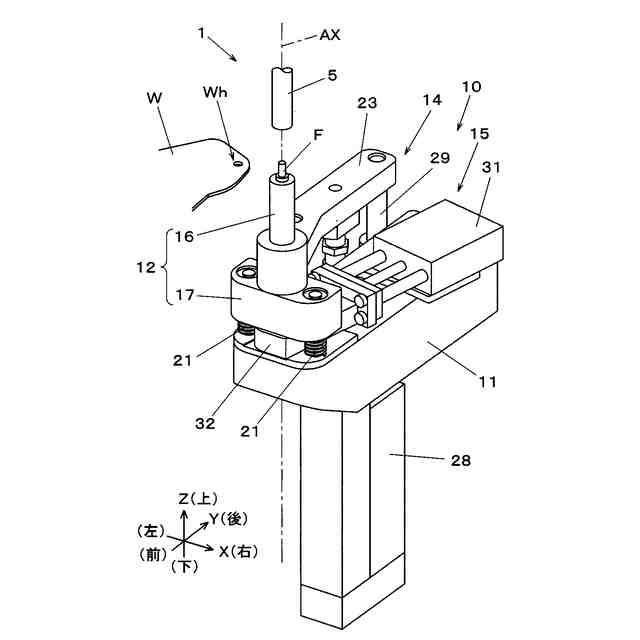
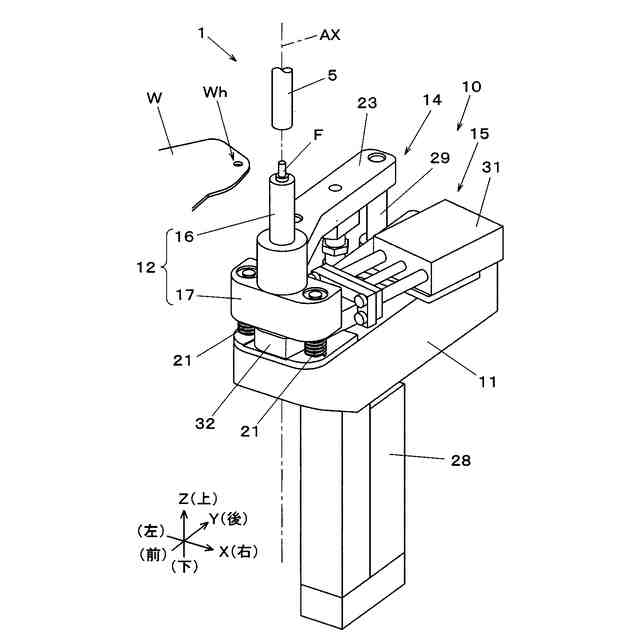
【解決手段】接合装置1は、押圧部材5を下降させる押圧シリンダと、押圧部材5の下方に配置され、接合部材Fが上下に移動可能な貫通孔が設けられた案内部材12と、貫通孔の中を昇降するコアピンを上部に有する昇降部材と、昇降部材を昇降させる昇降機構14と、上昇した昇降部材の下に荷重受ブロック32を挿入するブロック移動機構15と、押圧シリンダから押圧部材5、ワークW、接合部材F、コアピン、昇降部材を介して荷重受ブロック32に加わる荷重を受け止めるベースブロック11と、を備える。昇降機構14は、昇降部材を保持するアーム23と、アーム23を昇降させる昇降シリンダ28を有する。昇降シリンダ28は、押圧シリンダの軸AXを延長した位置から外れた位置に配置されている。
【選択図】図5
特許請求の範囲
【請求項1】
圧力を加えて接合部材をワークに接合させる接合装置であって、
下端に設けられた押圧部材を下降させる押圧シリンダと、
前記押圧部材の下方に配置され、前記接合部材が上下に移動可能な貫通孔が設けられた案内部材と、
前記貫通孔の中を昇降するコアピンを上部に有する昇降部材と、
前記昇降部材を昇降させる昇降機構と、
上昇した前記昇降部材の下に荷重受ブロックを挿入するブロック移動機構と、
前記押圧シリンダから前記押圧部材、前記ワーク、前記接合部材、前記コアピン、前記昇降部材を介して前記荷重受ブロックに加わる荷重を受け止めるベースブロックと、を備え、
前記昇降機構は、前記昇降部材を保持するアームと、前記アームを昇降させる昇降手段を有し、
前記昇降手段は、前記押圧シリンダの軸を延長した位置から外れた位置に配置された、接合装置。
続きを表示(約 180 文字)
【請求項2】
前記昇降部材は、第1弾性体を介して前記アームに支持された、請求項1に記載の接合装置。
【請求項3】
前記案内部材は、第2弾性体を介して前記ベースブロックに支持された、請求項1に記載の接合装置。
【請求項4】
前記コアピンの上端面に前記接合部材を供給する部材供給機構を更に備えた、請求項1に記載の接合装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧力を加えて接合部材をワークに接合させる接合装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
近年、クリンチングファスナやリベットなどの接合部材を金属製の板材や筐体などのワークに形成された下穴に挿入し、シリンダによって圧力を加え、接合部材をワークに接合させる技術が多用されている。特許文献1には、上下動するパンチに相対して立設されたパイプ状のダイと、ダイの中空部内を昇降するシャフトと、ダイの下方に設けられてシャフトを昇降させるカム機構を備えるかしめ装置(接合装置)が開示されている。特許文献1のかしめ装置は、カム機構によってシャフトを上昇させ、ダイの中間部からシャフトの上面に供給されたかしめ部材(接合部材)をダイの先端部まで押し上げ、ワークの下穴にかしめ部材を挿入させた後、パンチを下降させてかしめ部材をワークにかしめている。
【先行技術文献】
【特許文献】
【0003】
特開平9-10862号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のかしめ装置は、板状のワークや箱形のワークの底に接合部材を接合させることができるものの、次の問題点があった。すなわち、特許文献1のかしめ装置は、ダイとカム機構が上下に配置される構成であるため、箱形やコの字型のワークの側面に接合部材を接合させようとすると、ワークの対向する側面がダイまたはカム機構と干渉して接合部材を接合させることができないという問題点があった。
【0005】
そこで本発明は、コの字型などの複雑な形状のワークの側面に接合部材を接合させることができる接合装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の接合装置は、圧力を加えて接合部材をワークに接合させる接合装置であって、下端に設けられた押圧部材を下降させる押圧シリンダと、前記押圧部材の下方に配置され、前記接合部材が上下に移動可能な貫通孔が設けられた案内部材と、前記貫通孔の中を昇降するコアピンを上部に有する昇降部材と、前記昇降部材を昇降させる昇降機構と、上昇した前記昇降部材の下に荷重受ブロックを挿入するブロック移動機構と、前記押圧シリンダから前記押圧部材、前記ワーク、前記接合部材、前記コアピン、前記昇降部材を介して前記荷重受ブロックに加わる荷重を受け止めるベースブロックと、を備え、前記昇降機構は、前記昇降部材を保持するアームと、前記アームを昇降させる昇降手段を有し、前記昇降手段は、前記押圧シリンダの軸を延長した位置から外れた位置に配置された。
【発明の効果】
【0007】
本発明によれば、コの字型などの複雑な形状のワークの側面に接合部材を接合させることができる。
【図面の簡単な説明】
【0008】
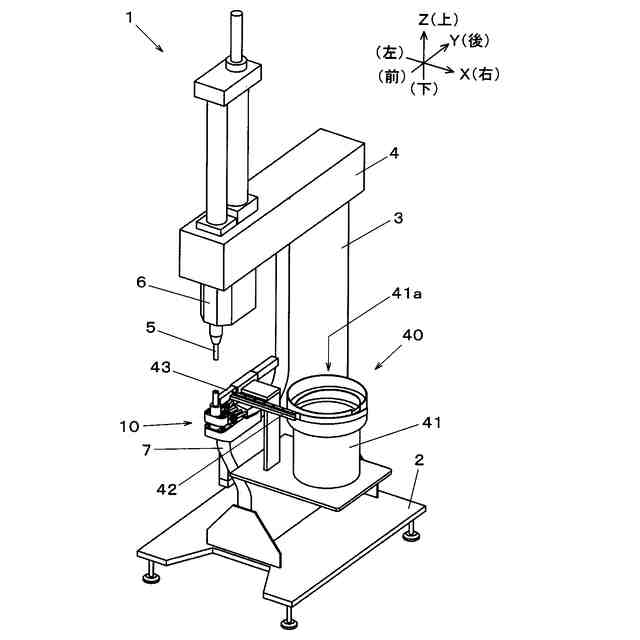
本発明の一実施の形態の接合装置の構成の概要を示す斜視図
本発明の一実施の形態の接合装置の構成の概要を示す側面図
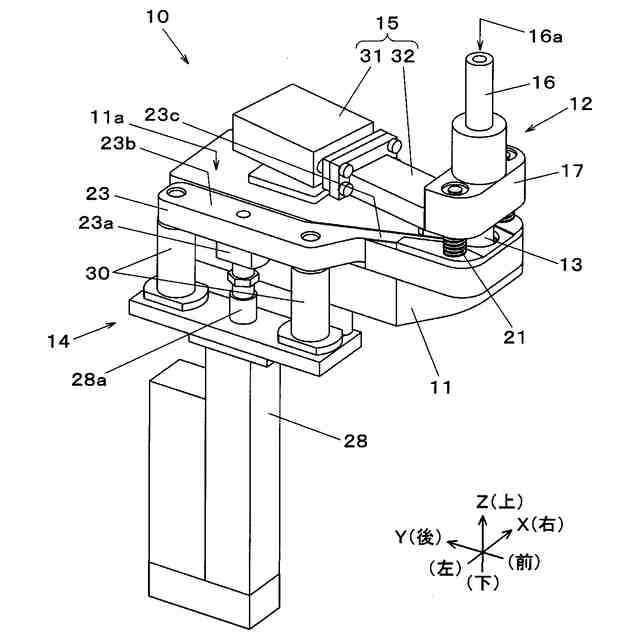
本発明の一実施の形態の接合装置においてアームが下降した状態のツールユニットを示す斜視図
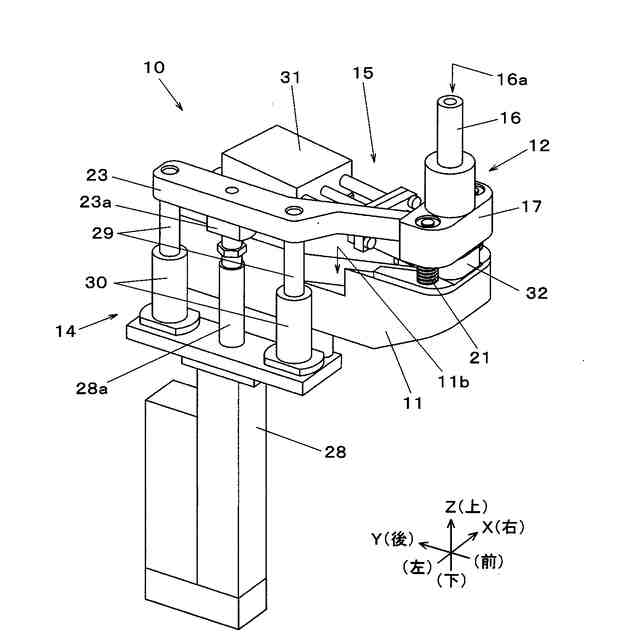
本発明の一実施の形態の接合装置においてアームが上昇した状態のツールユニットを示す斜視図
本発明の一実施の形態の接合装置において昇降部材が上昇して接合部材が案内部材の上部から供給された状態のツールユニットを示す斜視図
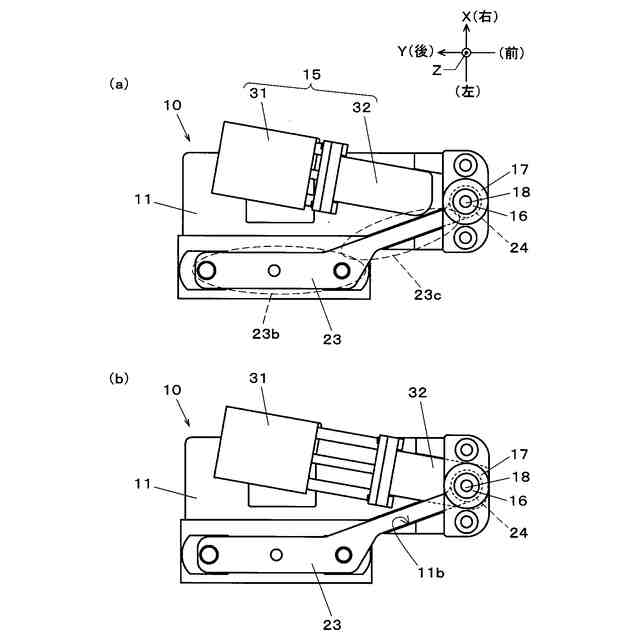
本発明の一実施の形態の接合装置が備えるブロック移動機構が昇降部材の下に(a)荷重受ブロックを挿入する前の状態を示す平面図(b)荷重受ブロックを挿入した後の状態を示す平面図
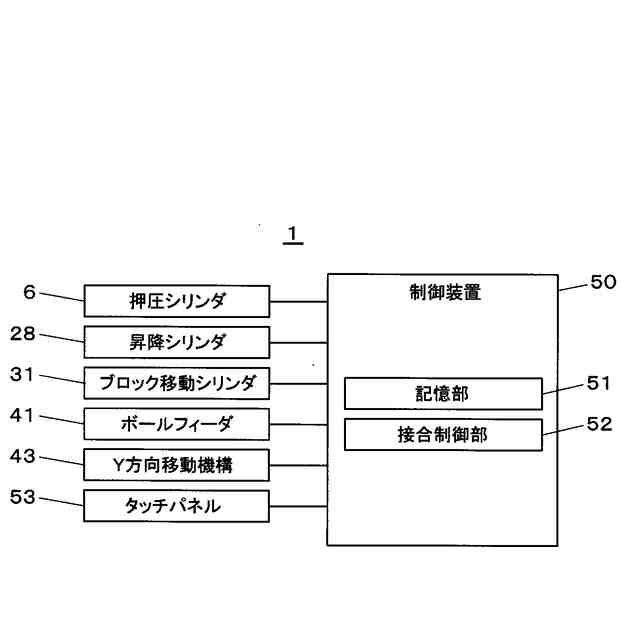
本発明の一実施の形態の接合装置の制御系の構成を示すブロック図
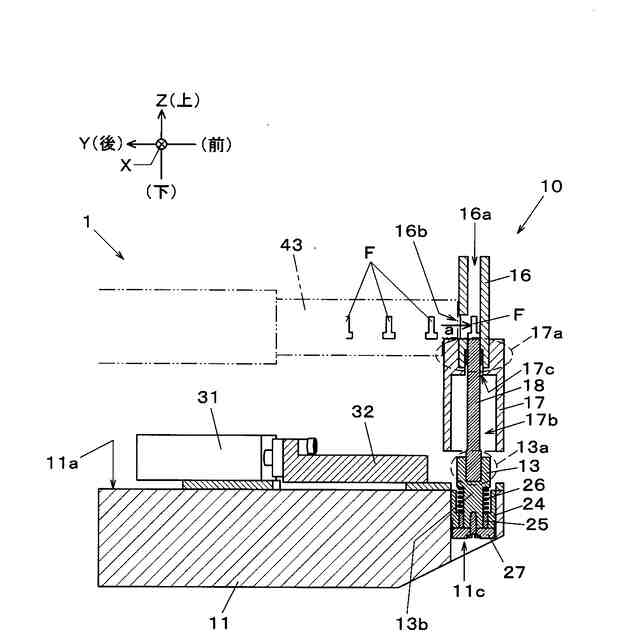
本発明の一実施の形態の接合装置において昇降部材が下降した状態のツールユニットを示す側面断面図
本発明の一実施の形態の接合装置において昇降部材が上昇した状態のツールユニットを示す側面断面図
本発明の一実施の形態の接合装置において上昇した昇降部材の下に荷重受ブロックが挿入された状態のツールユニットを示す側面断面図
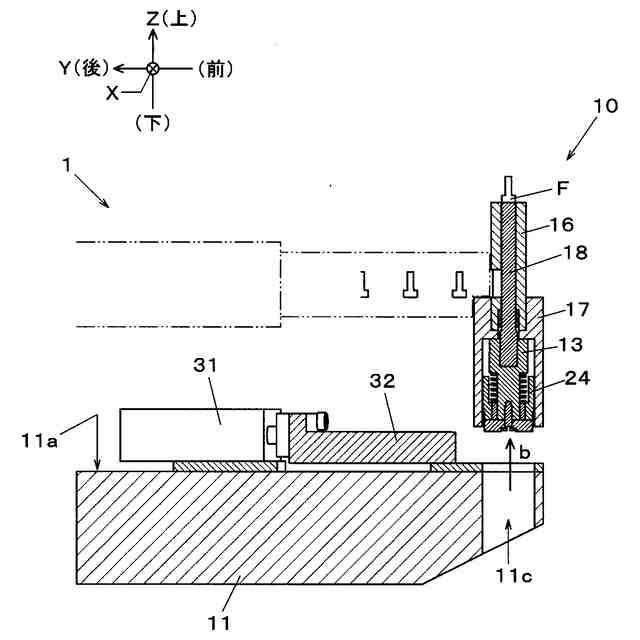
本発明の一実施の形態の接合装置において昇降部材が下降した状態のツールユニットを示す正面断面図
本発明の一実施の形態の接合装置において昇降部材が上昇した状態のツールユニットを示す正面断面図
本発明の一実施の形態の接合装置において上昇した昇降部材の下に荷重受ブロックが挿入された状態のツールユニットを示す正面断面図
本発明の一実施の形態の接合装置が備えるツールユニットにおいて(a)荷重が加わる前の状態を示す正面断面図(b)コアピンに荷重が加わった状態を示す正面断面図(c)コアピンと案内部材に荷重が加わった状態を示す正面断面図
【発明を実施するための形態】
【0009】
以下に図面を用いて、本発明の一実施の形態を詳細に説明する。以下で述べる構成、形状等は説明のための例示であって、接合装置の仕様に応じ、適宜変更が可能である。以下では、全ての図面において対応する要素には同一符号を付し、重複する説明を省略する。図1及び後述する一部の図では、接合装置において作業者が操作する側を「前」、前から見て奥側を「後」、右側を「右」、左側を「左」、上側を「上」、下側を「下」と称する。また、左右方向を「X軸方向」、前後方向をX軸方向に直交する「Y軸方向」、上下方向を水平面(X軸方向、Y軸方向)と直交する「Z軸方向」と称することもある。
【0010】
まず、図面を参照して、接合装置1の構成について説明する。図1、図2において、接合装置1は、フロアBの上に設置された基台2の上部に、剛性率が高い鋼などの材料により形成されて上方に伸びる基材3が固定されている。基材3の上部には、前方に延出する上部延出部4が配置されている。上部延出部4には、下端に押圧部材5が装着された押圧シリンダ6が配置されている。押圧シリンダ6は、接合装置1が備える制御装置50(図7)によって制御され、油圧または空圧によって押圧部材5を上下方向に移動させる。このように、押圧シリンダ6は基材3に固定され、押圧シリンダ6の軸AXは上下方向(Z軸方向)に延びるように設置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
7か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
21日前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社三明製作所
転造装置
1か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
フジテック株式会社
金属棒曲げ工具
2日前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
株式会社アマダ
プレスブレーキ
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
本田技研工業株式会社
鍛造用金型
7か月前
株式会社エナテック
製品分離システム
6か月前
株式会社TMEIC
誘導加熱装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































