TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025021167
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124927
出願日
2023-07-31
発明の名称
逐次成形方法
出願人
日産自動車株式会社
代理人
個人
,
個人
主分類
B21D
22/18 20060101AFI20250205BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】従来の逐次成形方法では、成形後にスプリングバックによる変形が生じることがあり、改善が要望されていた。
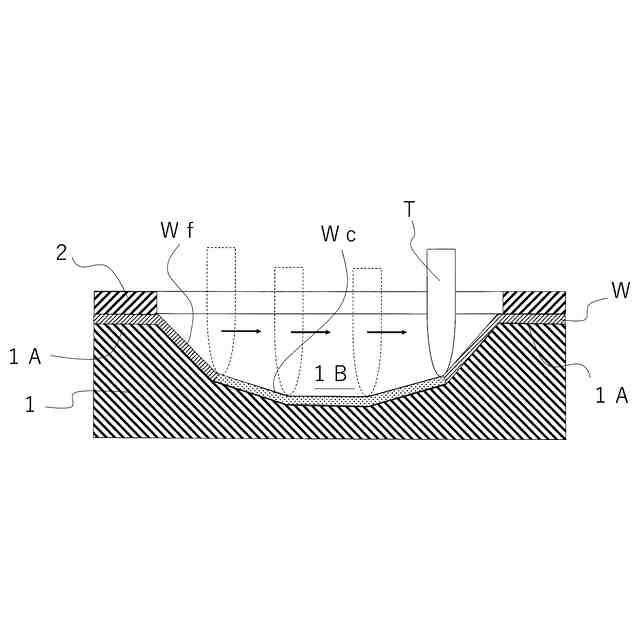
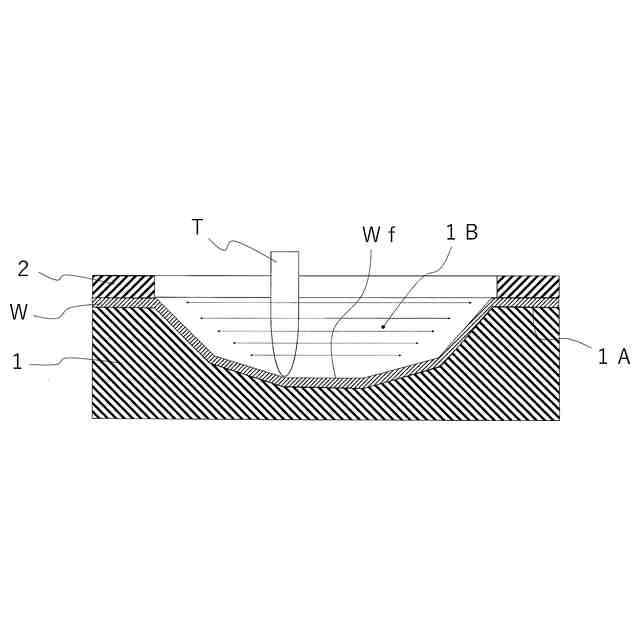
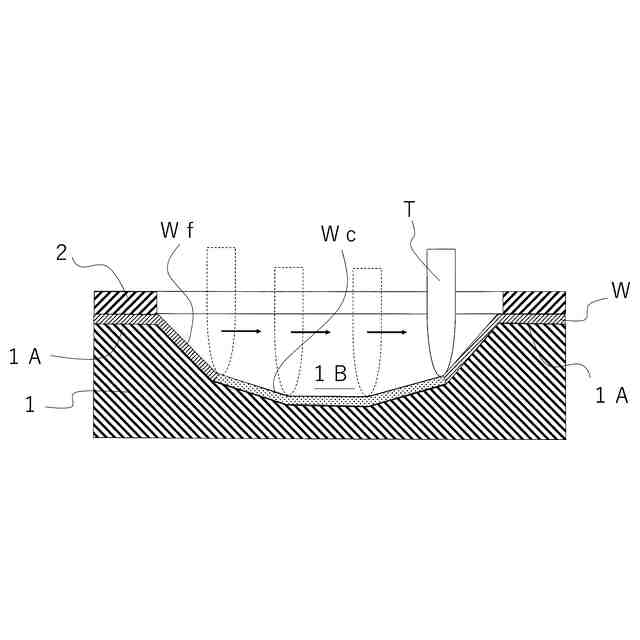
【解決手段】金属板Wの一方の主面側に配置した棒状工具Tと、金属板Wの他方の主面側に配置した成形型1を用い、金属板Wに棒状工具Tの先端を押し付けて移動させながら、金属板Wを成形型1に沿って三次元形状に成形する成形工程と、成形工程を経た金属板Wの成形部分Wfの一部である要矯正領域Wcに対して、棒状工具Tを押し付けて移動させながら、棒状工具Tと成形型1との間で要矯正領域Wcに圧縮応力を付与する矯正工程とを備えた逐次成形方法とし、成形後の金属板Wにおけるスプリングバックによる変形を抑制する。
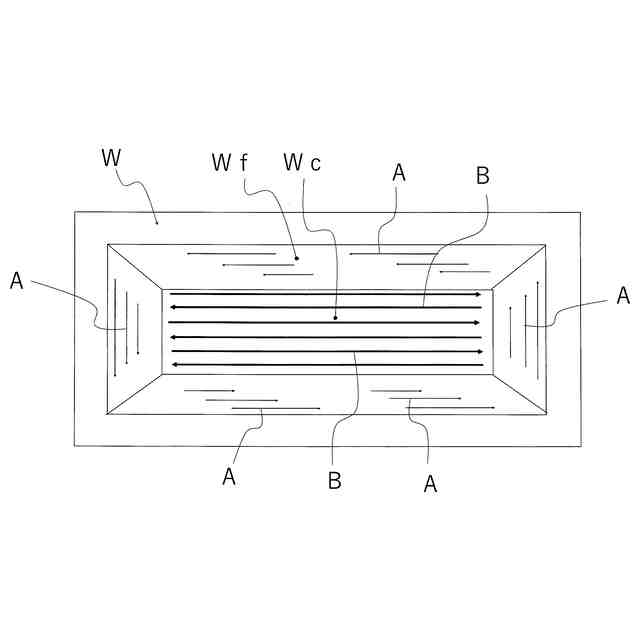
【選択図】図4
特許請求の範囲
【請求項1】
金属板の一方の主面側に配置した棒状工具と、前記金属板の他方の主面側に配置した成形型を用い、
前記金属板に前記棒状工具の先端を押し付けて移動させながら、前記金属板を成形型に沿って三次元形状に成形する成形工程と、
前記成形工程を経た前記金属板の成形部分の一部である要矯正領域に対して、前記棒状工具を押し付けて移動させながら、前記棒状工具と前記成形型との間で前記要矯正領域に圧縮応力を付与する矯正工程とを備えたことを特徴とする逐次成形方法。
続きを表示(約 270 文字)
【請求項2】
前記金属板の成形前の主面と成形後の傾斜面とが成す角度を成形角度とし、
前記要矯正領域が、前記成形部分において相対的に前記成形角度の小さい領域であることを特徴とする請求項1に記載の逐次成形方法。
【請求項3】
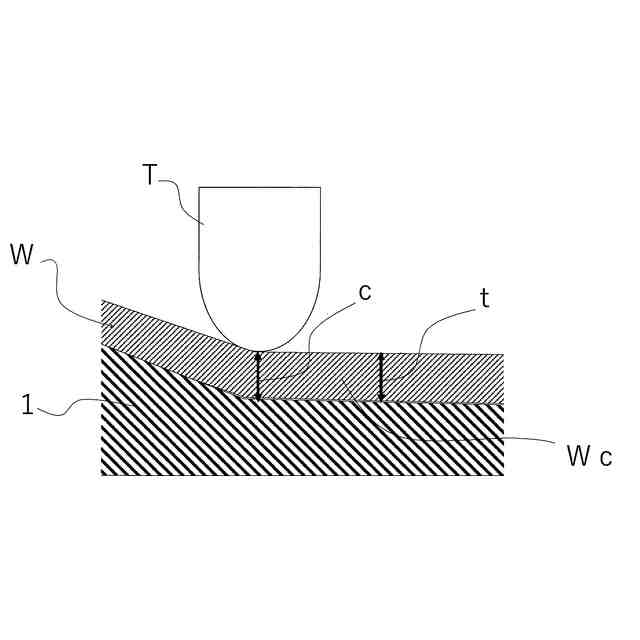
前記矯正工程において、前記棒状工具から前記成形型までの距離cと、前記金属板の板厚tとの関係が、t>c>0.7tであることを特徴とする請求項1又は2に記載の逐次成形方法。
【請求項4】
前記棒状工具が、球面状の先端部を有する工具であることを特徴とする請求項3に記載の逐次成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、棒状工具と成形型を用いて金属板を三次元形状に成形する逐次成形方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来の逐次成形方法としては、例えば、特許文献1に記載されているものがある。特許文献1には、成形型の上側に金属板と棒状工具を配置し、棒状工具を金属板に押し付けて移動させながら、同金属板を成形型に沿って三次元形状に成形する逐次成形方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-244493号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記したような従来の逐次成形方法では、成形後に金属板の拘束を解除すると、スプリングバックによる変形が生じることがあり、とくに、アルミニウム製の金属板では変形が顕著に生じるので、その変形を抑制するための改善が要望されていた。
【0005】
本発明は、上記従来の状況に鑑みて成されたもので、成形後の金属板におけるスプリングバックによる変形を抑制することができる逐次成形方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に係わる逐次成形方法は、金属板の一方の主面側に配置した棒状工具と、金属板の他方の主面側に配置した成形型を用いる。そして、逐次成形方法は、金属板に棒状工具の先端を押し付けて移動させながら、金属板を成形型に沿って三次元形状に成形する成形工程と、成形工程を経た金属板の成形部分の一部である要矯正領域に対して、棒状工具を押し付けて移動させながら、棒状工具と成形型との間で要矯正領域に圧縮応力を付与する矯正工程とを備えたことを特徴としている。上記構成において、要矯正領域は、スプリングバックが生じ易い領域であり、成形部分の形状に応じて設定される。
【発明の効果】
【0007】
本発明に係わる逐次成形方法は、上記構成を採用したことにより、成形後の金属板におけるスプリングバックによる変形を抑制することができ、金属板の形状精度を高めることができる。
【図面の簡単な説明】
【0008】
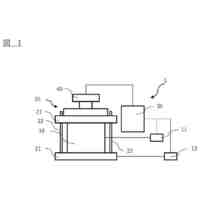
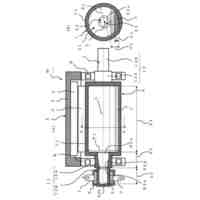
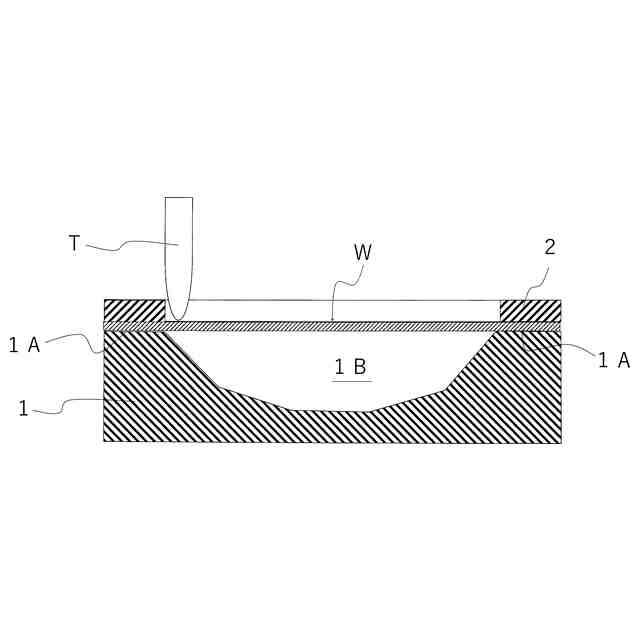
逐次成形方法の第1実施形態として成形開始時の状態を示す断面図である。
図1に続いて成形工程を説明する断面図である。
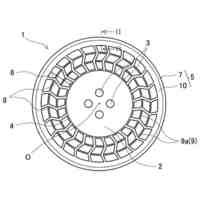
棒状工具の移動経路を示す平面図である。
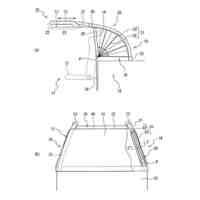
図2に続いて矯正工程を説明する断面図である。
矯正工程における要部の断面図である。
成形後の金属板を示す断面図である。
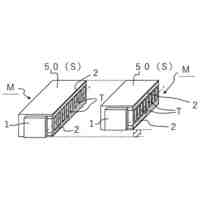
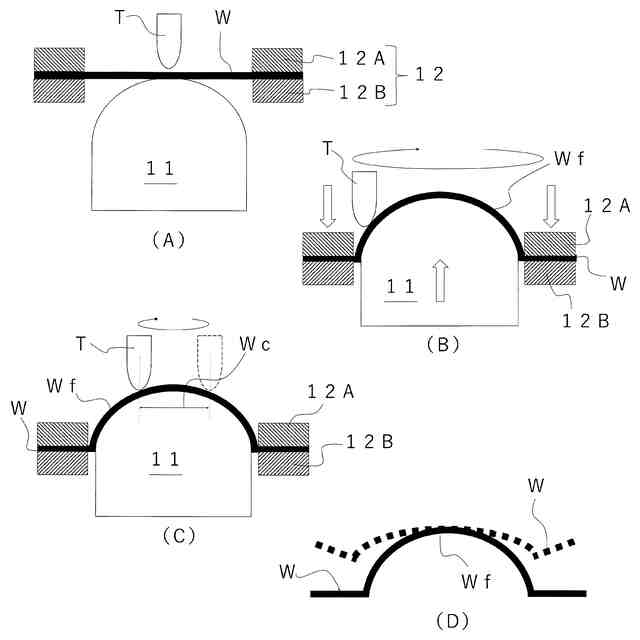
逐次成形方法の第2実施形態を工程順(A)~(D)に示す断面図である。
【発明を実施するための形態】
【0009】
<第1実施形態>
図1~図6は、本発明に係わる逐次成形方法の第1実施形態を説明する図である。
逐次成形方法は、図1に示すように、金属板Wの一方の主面側(図中で上側)に配置した棒状工具Tと、金属板Wの他方の主面側に配置した成形型1を用いる。金属板Wは、成形品の素材である平板である。
【0010】
棒状工具Tは、図示しない駆動装置により、軸線を上下方向にした姿勢で保持されており、下側となる先端部が球面を成している。駆動装置としては、多軸制御型の作業ロボットやNC工作機械などが挙げられる。これにより、棒状工具Tは、直交する3軸方向、又は直交する3軸方向及び各軸回りに駆動される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
二次電池
1か月前
日産自動車株式会社
電子機器
6日前
日産自動車株式会社
電動車両
22日前
日産自動車株式会社
保持機構
1か月前
日産自動車株式会社
内燃機関
19日前
日産自動車株式会社
保持機構
1か月前
日産自動車株式会社
吸気装置
今日
日産自動車株式会社
二次電池
1か月前
日産自動車株式会社
積層型電池
1か月前
日産自動車株式会社
面圧付与機構
1か月前
日産自動車株式会社
面圧付与機構
1か月前
日産自動車株式会社
ロータシャフト
14日前
日産自動車株式会社
ロータシャフト
14日前
日産自動車株式会社
電池モジュール
20日前
日産自動車株式会社
電池モジュール
27日前
日産自動車株式会社
リチウム二次電池
1か月前
日産自動車株式会社
車両用排気部構造
19日前
日産自動車株式会社
リチウム二次電池
19日前
日産自動車株式会社
塗装方法及び自動車
21日前
日産自動車株式会社
エアレスタイヤ構造
6日前
日産自動車株式会社
ピックアップトラック
今日
日産自動車株式会社
支援方法及び支援装置
今日
日産自動車株式会社
エンジンのアンダカバー
27日前
日産自動車株式会社
ギヤ装置のブリーザ構造
1か月前
株式会社ニフコ
締結構造
27日前
日産自動車株式会社
相乗り可否判定方法及び装置
1か月前
日産自動車株式会社
車両用荷室における排熱構造
1か月前
日産自動車株式会社
経路案内方法及び経路案内装置
1か月前
日産自動車株式会社
車載機能制御方法及び車載端末
1か月前
日産自動車株式会社
運転支援方法及び運転支援装置
27日前
日産自動車株式会社
運転支援方法及び運転支援装置
28日前
日産自動車株式会社
情報提供方法及び情報提供装置
6日前
日産自動車株式会社
施錠制御方法及び施錠制御装置
29日前
日産自動車株式会社
物体検出方法、及び物体検出装置
19日前
日産自動車株式会社
車両制御方法および車両制御装置
28日前
日産自動車株式会社
車両制御方法および車両制御装置
28日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ