TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165494
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069558
出願日
2024-04-23
発明の名称
塗装方法及び自動車
出願人
日産自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B05D
3/00 20060101AFI20251028BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】均一な厚さの塗膜を傾斜面に形成することができる。
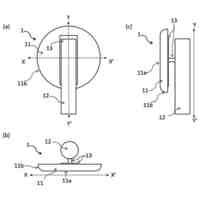
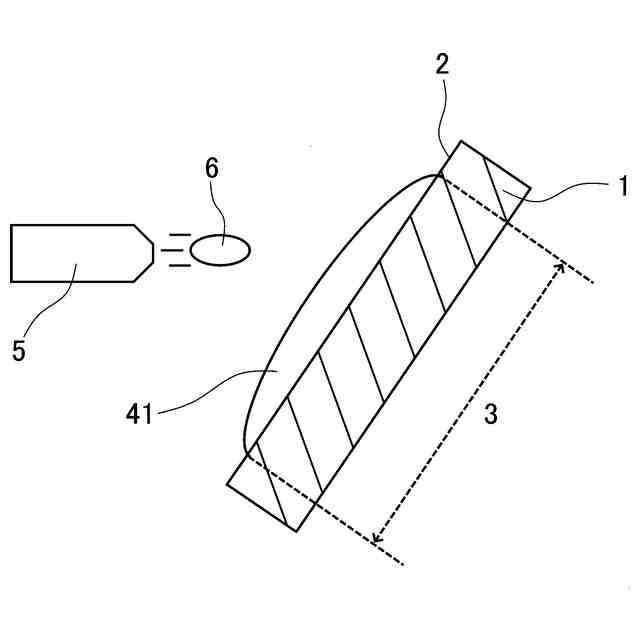
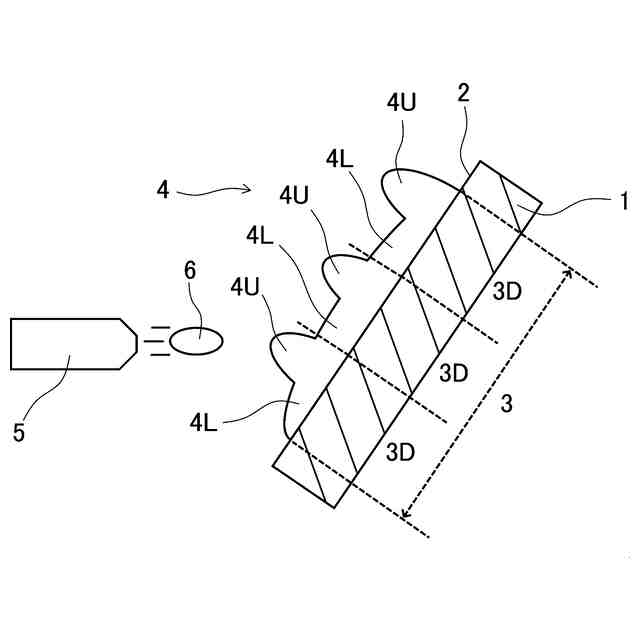
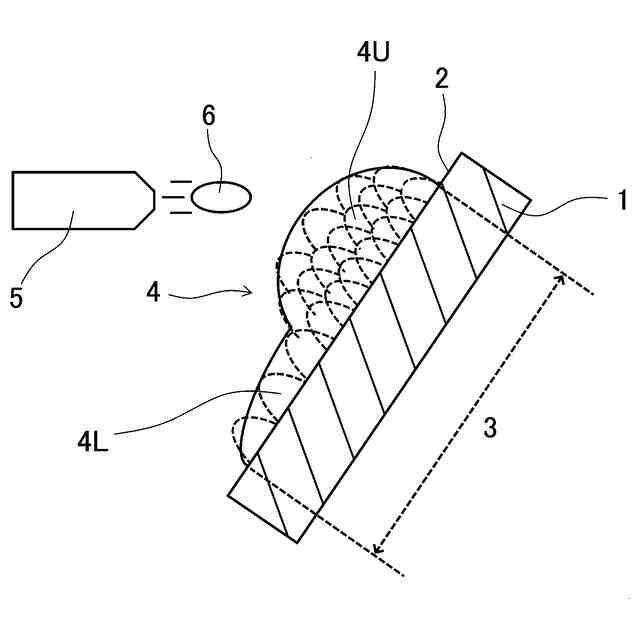
【解決手段】塗装方法によれば、垂直方向に対して傾斜する傾斜面2上の塗装対象範囲3が塗装される。この際、噴射ノズル5から塗装対象範囲3に向けて塗料6を噴射して塗膜4が形成されるが、塗装対象範囲3の上部に形成された塗膜4Uの厚さが塗装対象範囲3の下部に形成された塗膜4Lの厚さよりも厚くなるように塗膜4が形成される。
【選択図】図1A
特許請求の範囲
【請求項1】
垂直方向に対して傾斜する傾斜面上の塗装対象範囲を塗装する塗装方法であって、
噴射ノズルから前記塗装対象範囲に向けて塗料を噴射して塗膜を形成するに際して、前記塗装対象範囲の上部に形成された前記塗膜の厚さが前記塗装対象範囲の下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の塗装方法であって、
前記塗装対象範囲の全体に一層目塗膜を形成し、前記一層目塗膜の乾燥前に前記塗装対象範囲の前記上部に二層目塗膜を形成することで、前記塗装対象範囲の前記上部に形成された前記塗膜の厚さが前記塗装対象範囲の前記下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
【請求項3】
請求項2に記載の塗装方法であって、
前記一層目塗膜が、前記傾斜面に沿った塗料の流動を生じさせない膜厚で形成され、かつ、前記二層目塗膜が、前記傾斜面に沿った塗料の流動を生じるような膜厚で形成される、塗装方法。
【請求項4】
請求項1に記載の塗装方法であって、
前記塗装対象範囲が複数の分割範囲に分割され、
前記分割範囲のそれぞれに前記塗膜を形成するに際して、前記分割範囲の上部に形成された前記塗膜の厚さが前記分割範囲の下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
【請求項5】
請求項1に記載の塗装方法であって、
前記傾斜面上への前記塗膜の形成中に形成される、前記塗膜の厚さが変化している膜厚変化領域に、前記噴射ノズルから噴射された前記塗料の液滴を配置することを繰り返すことで、前記塗装対象範囲の前記上部に形成された前記塗膜の厚さが前記塗装対象範囲の前記下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
【請求項6】
請求項5に記載の塗装方法であって、
前記膜厚変化領域内での膜厚の変化が下方から上方に向けて緩やかになるように、前記膜厚変化領域に前記液滴を配置する、塗装方法。
【請求項7】
請求項5に記載の塗装方法であって、
前記膜厚変化領域の下端縁と上端縁との中間位置から上方においてのみ、前記液滴を配置する、塗装方法。
【請求項8】
請求項1に記載の塗装方法であって、
前記傾斜面上への前記塗膜の形成中に、前記噴射ノズルから噴射された前記塗料の液滴のラップ率を、前記塗装対象範囲の前記上部において前記下部よりも高くすることで、前記塗装対象範囲の前記上部に形成された前記塗膜の厚さが前記塗装対象範囲の前記下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
【請求項9】
請求項8に記載の塗装方法であって、
前記塗膜の最上層形成のための前記液滴の噴射に限って、前記上部における前記ラップ率を前記下部における前記ラップ率と同等にして前記液滴を配置する、塗装方法。
【請求項10】
請求項1に記載の塗装方法であって、
前記噴射ノズルから噴射される前記塗料の液滴の速度を、前記塗装対象範囲の前記上部において前記下部よりも遅くすることで、前記塗装対象範囲の前記上部に形成された前記塗膜の厚さが前記塗装対象範囲の前記下部に形成された前記塗膜の厚さよりも厚くなるように前記塗膜が形成される、塗装方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗装方法、及び、当該塗装方法によって塗装された自動車に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
下記特許文献1は、傾斜面の塗装方法を開示している。傾斜面に塗布された塗料はその乾燥までに重力で下方に移動するので、均一な厚さの塗膜を形成するには工夫が必要になる。特許文献1に開示された塗装方法は、以下の工程(1)~(3)を順に行うことで塗料の垂れを生じさせることなく均一な厚さの塗膜を形成しようとする方法である。(1)傾斜勾配方向に互いに間隔を空けて複数の塗膜を形成する第1塗布工程。(2)第1塗布工程で形成した塗膜を乾燥させる中間乾燥工程。(3)第1塗布工程で形成した塗膜間の間隔を埋めるように塗膜を形成する第2塗布工程。
【先行技術文献】
【特許文献】
【0003】
特開2022-167101号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に開示された塗布方法では、(1)第1塗布工程と(3)第2塗布工程の間に(2)中間乾燥工程があるので、その分塗装工程全体に多くの時間が必要である。例えば、普通乗用車の塗装工程のタクトタイムは一台あたり約一分程度であり、特許文献1に開示された塗布方法では、所望の生産速度を満たすことができない。ここで、生産速度向上のために中間乾燥工程を省略してしまうと、第1塗布工程で形成された塗膜の乾燥が進まず、塗料の垂れを防止するという第1塗布工程で形成された塗膜の機能が低下してしまう。
【0005】
本発明の目的は、均一な厚さの塗膜を傾斜面に形成することのできる塗装方法と、均一な厚さの塗膜が形成された傾斜面を有する自動車とを提供することである。
【課題を解決するための手段】
【0006】
第一発明の態様に係る塗装方法によって、垂直方向に対して傾斜する傾斜面上の塗装対象範囲が塗装される。この際、噴射ノズルから塗装対象範囲に向けて塗料を噴射して塗膜が形成されるが、塗装対象範囲の上部に形成された塗膜の厚さが塗装対象範囲の下部に形成された塗膜の厚さよりも厚くなるように塗膜が形成される。
【0007】
第二発明の態様に係る自動車は、車体外板の傾斜面の少なくとも一部が、上記塗装方法によってされている。
【発明の効果】
【0008】
上記第一発明によれば、均一な厚さの塗膜を傾斜面に形成することができる。また、上記第二発明によれば、均一な厚さの塗膜が形成された傾斜面を有する自動車を実現できる。
【図面の簡単な説明】
【0009】
図1Aは、第1実施形態に係る塗装方法の概要を示す概略側面図(塗布工程)である。
図1Bは、第1実施形態に係る塗装方法の概要を示す概略側面図(塗布後)である。
図2Aは、図1に示される塗膜形成の第1工程を示す概略側面図である。
図2Bは、図1に示される塗膜形成の第2工程を示す概略側面図である。
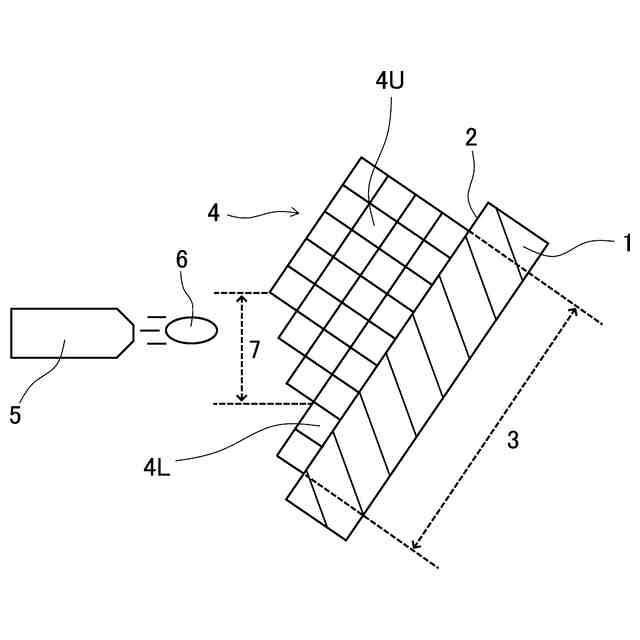
図3は、第2実施形態に係る塗装方法の概要を示す概略側面図である。
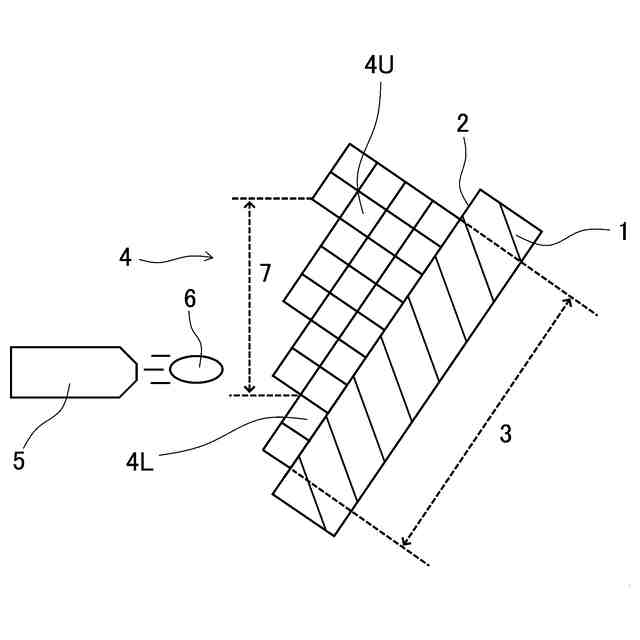
図4は、第3実施形態に係る塗装方法の概要を示す概略側面図である。
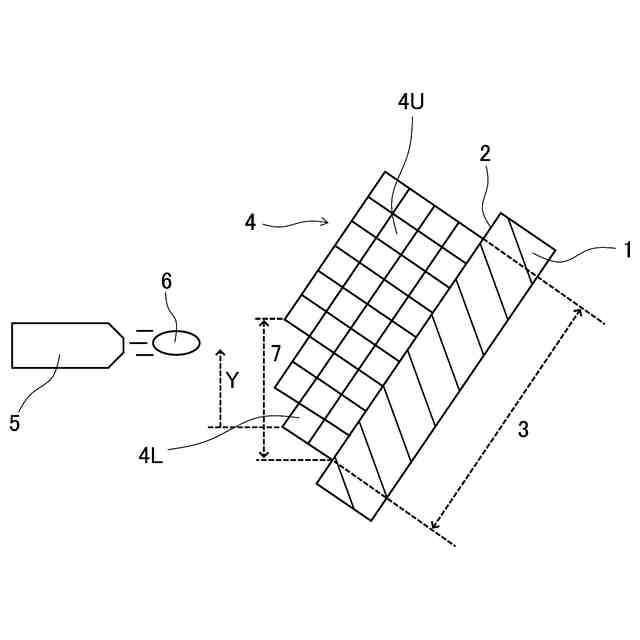
図5は、第4実施形態に係る塗装方法の概要を示す概略側面図である。
図6は、第5実施形態に係る塗装方法の概要を示す概略側面図である。
図7は、第6実施形態に係る塗装方法の概要を示す概略側面図である。
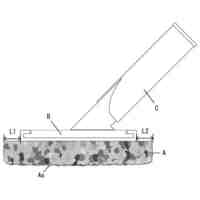
図8Aは、第7実施形態に係る塗装方法のための説明図である。
図8Bは、第7実施形態に係る塗装方法の概要を示す概略側面図である。
上記実施形態に係る塗装方法によって車体外板の傾斜面が塗装された自動車の斜視図である。
【発明を実施するための形態】
【0010】
図面を参照して、実施形態に係る塗装方法を説明する。図面の記載において同一部分には同一符号を付して説明を省略する。これらの塗装方法によって、垂直方向に対して傾斜する傾斜面2上の塗装対象範囲3が塗装される。以下の実施形態では、特に、自動車9の外板1の傾斜面2の塗装が想定されている。現在、自動車の製造ラインにおける外板塗装ラインでは、ロボットアームを用いた塗装工程が一般的である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
吸気装置
4日前
日産自動車株式会社
電子機器
10日前
日産自動車株式会社
ロータシャフト
18日前
日産自動車株式会社
ロータシャフト
18日前
日産自動車株式会社
電池モジュール
2日前
日産自動車株式会社
エアレスタイヤ構造
10日前
日産自動車株式会社
全固体電池システム
2日前
日産自動車株式会社
ピックアップトラック
4日前
日産自動車株式会社
支援方法及び支援装置
4日前
日産自動車株式会社
パワー半導体モジュール
2日前
日産自動車株式会社
車両乗り合わせ方法及び装置
3日前
日産自動車株式会社
情報提供方法及び情報提供装置
10日前
日産自動車株式会社
車両制御装置及び車両制御方法
3日前
日産自動車株式会社
情報処理装置及び情報処理方法
2日前
日産自動車株式会社
車両制御装置及び車両制御方法
3日前
日産自動車株式会社
物体検出方法、及び物体検出装置
23日前
日産自動車株式会社
車両制御システム及び車両制御方法
3日前
日産自動車株式会社
内燃機関の制御方法および制御装置
2日前
日産自動車株式会社
内燃機関の制御方法および制御装置
2日前
日産自動車株式会社
自動運転支援方法、及び自動運転支援装置
2日前
日産自動車株式会社
自動運転支援方法、及び自動運転支援装置
2日前
日産自動車株式会社
駐車支援方法、駐車支援装置及びプログラム
3日前
日産自動車株式会社
内燃機関の制御方法及び内燃機関の制御装置
3日前
日産自動車株式会社
道路基準線生成方法及び道路基準線生成装置
2日前
日産自動車株式会社
ソフトウェア更新装置、ソフトウェア更新方法及びソフトウェア更新処理プログラム
4日前
個人
微細霧発生装置
23日前
ベック株式会社
被膜形成方法
18日前
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
18日前
ベック株式会社
被膜形成方法
18日前
ベック株式会社
被膜形成方法
18日前
ベック株式会社
被膜形成方法
18日前
有限会社 芦屋ドレス
湯噴霧器
1か月前
株式会社シラトミ
塗装方法
2日前
アイカ工業株式会社
塗料仕上げ工法
2か月前
ベック株式会社
装飾被膜の形成方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ